一種基于微位移檢測的PLC控制某軸承零件尺寸分揀裝置
2018-03-30 08:24:35李思成季錦程管建峰
現(xiàn)代制造技術(shù)與裝備 2018年2期
關(guān)鍵詞:檢測
李思成 季錦程 辛 毅 張 浩 管建峰 高 飛
國內(nèi)軸承廠和科研院所針對軸承零件的測量已經(jīng)進(jìn)行了一定的研究。現(xiàn)有基于機(jī)器視覺的測量方法,采用六點(diǎn)法對攝像機(jī)進(jìn)行標(biāo)定[1],同時結(jié)合圖像處理技術(shù),對滾動軸承圖像進(jìn)行處理,實(shí)現(xiàn)軸承尺寸的無接觸、無損傷測量。另有文獻(xiàn)[2],設(shè)計(jì)了一套軸承內(nèi)外圈尺寸檢測和分類系統(tǒng),替代人工綜檢分類。但這些方法檢測精度不高,達(dá)不到一些企業(yè)的要求。激光掃描、CCD影像法[3]等方法,測量范圍小,精度也不高。
1 總體技術(shù)方案
常熟慧登機(jī)械有限公司生產(chǎn)的某軸承零件,外徑25,內(nèi)徑15,長度20,其中內(nèi)徑與一端面有過渡圓弧連接的軸承內(nèi)圈零件,針對其過渡圓弧半徑的檢測要求和日檢測10000件的節(jié)拍要求,設(shè)計(jì)了一種特殊的軸承內(nèi)圈端面圓弧半徑自動化檢測分揀裝置(如圖1所示),該裝置通過料斗自動投送零件,通過自動輸送線將零件運(yùn)送到檢測工位,通過檢測工位的判別信號將檢測后的工件分揀到不同的料箱中,實(shí)現(xiàn)自動化分揀。
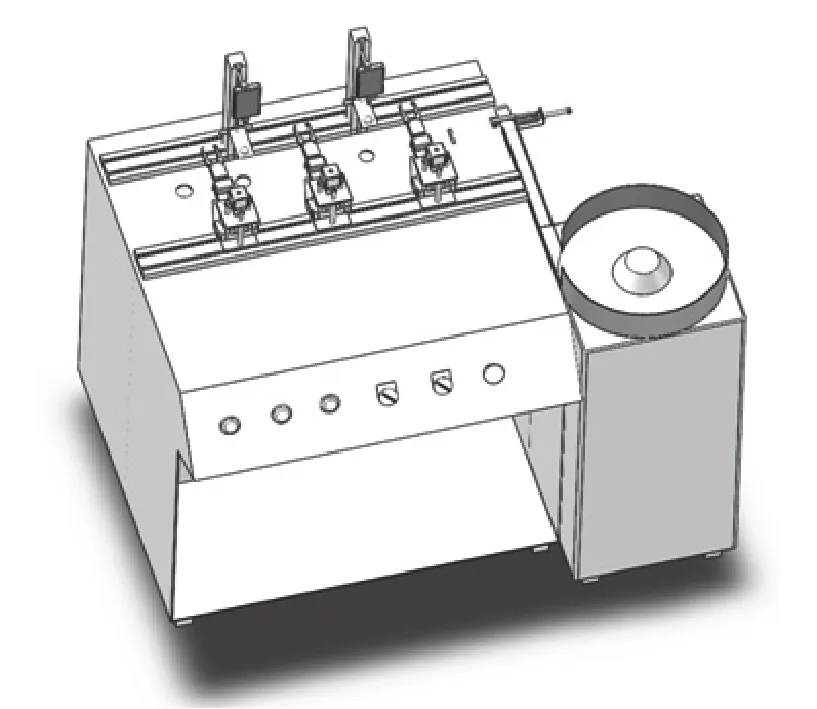
圖1 自動測量分揀裝置的結(jié)構(gòu)示意圖
采用一種基于微位移傳感器的PLC控制自動測量智能化分揀裝置,運(yùn)用了微位移傳感器這種智能化檢測設(shè)備來最大化提高精度,而且運(yùn)用一種簡便實(shí)用的方法檢測軸承內(nèi)徑,并且在控制系統(tǒng)方面,選擇更穩(wěn)定高效的PLC電子編程控制系統(tǒng)。
第一檢測工位和第二檢測工位分別設(shè)有檢測裝置,檢測裝置包括立柱、檢測球和位移傳感器,檢測球和位移傳感器可上下移動,置于立柱,檢測球設(shè)置于位移傳感器下方,位移傳感器用于檢測被測球的移動距離;夾持機(jī)構(gòu)(如圖2所示),用于夾持預(yù)定位置的待檢測軸承,并移送至第一檢測位和第二檢測位;機(jī)臺,用于安裝送料機(jī)構(gòu)、檢測裝置(如圖3所示)和夾持機(jī)構(gòu),機(jī)臺在第一檢測位和第二檢測位設(shè)有用于篩選不合格產(chǎn)品的翻轉(zhuǎn)氣缸和剔除孔。
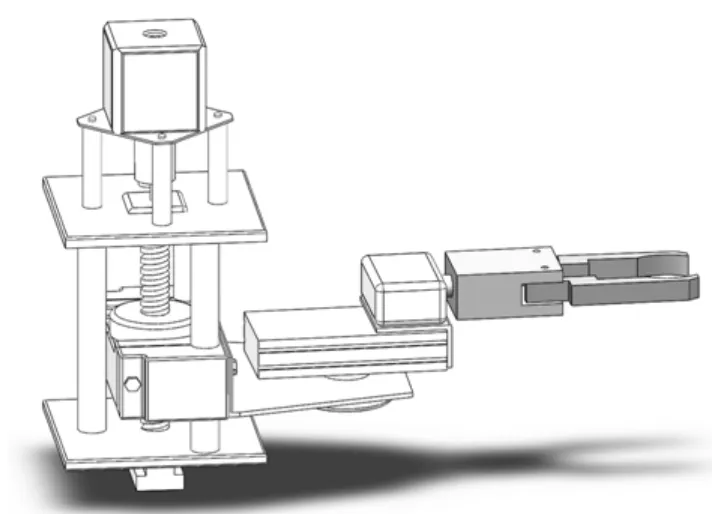
圖2 夾持機(jī)構(gòu)簡圖
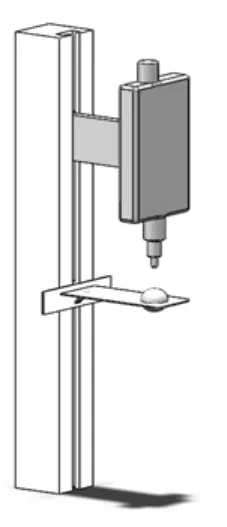
圖3 檢測裝置結(jié)構(gòu)簡圖
2 具體實(shí)施方案
送料開始時,送料機(jī)構(gòu)設(shè)置于機(jī)臺的一側(cè),送料機(jī)構(gòu)包括振動料盤、傳送帶和推送裝置。傳送帶設(shè)置于振動料盤的出料口,用于傳送待檢測軸承,推送裝置設(shè)置于傳送帶的一側(cè),用于將傳送帶上的待檢測軸承推送至機(jī)臺的預(yù)定位置。推送裝置為推送氣缸,推送氣缸的氣缸桿伸縮方向與傳送帶的傳送方向垂直。
推送到預(yù)定位置后,傳送帶的末端設(shè)有第一擋板,預(yù)定位置的一側(cè)設(shè)有第二擋板,推送裝置將待檢測軸承推送至第二擋板處。
機(jī)臺設(shè)有供夾持機(jī)構(gòu)移動的軌道,夾持機(jī)構(gòu)包括機(jī)架和夾持臺,夾持臺設(shè)有轉(zhuǎn)動機(jī)構(gòu)和抱夾機(jī)構(gòu),抱夾機(jī)構(gòu)與轉(zhuǎn)動機(jī)構(gòu)連接用于翻轉(zhuǎn)待檢測軸承。翻轉(zhuǎn)后,機(jī)架設(shè)有絲杠運(yùn)動副,夾持臺與絲杠運(yùn)動副連接進(jìn)行上下移動。移動到夾持臺,夾持臺設(shè)有伸縮裝置,轉(zhuǎn)動機(jī)構(gòu)設(shè)置于伸縮裝置的前端。檢測裝置開始檢測,剔除孔設(shè)有活動擋板,檢測裝置檢測出不合格產(chǎn)品時,翻轉(zhuǎn)氣缸啟動。如圖1所示,零件由右面的震動帶震動使軸承零件有序排列一排,由輸送帶輸送到氣缸處,氣缸得到信號,啟動氣缸,彈出一個零件到平臺上的小擋板中,由夾持機(jī)構(gòu)一夾持旋轉(zhuǎn),將零件放到檢測工位一下,啟動檢測工位一,輔助檢測裝置和微位移傳感器向下移動,抵觸檢測。若檢測結(jié)果顯示為不合格,則啟動檢測機(jī)構(gòu)一下的翻轉(zhuǎn)氣缸,將零件漏下,若檢測結(jié)果為合格,則啟動夾持機(jī)構(gòu)二,夾持零件并翻轉(zhuǎn)至檢測工位二上,利用同樣的方法進(jìn)行檢測,若顯示不合格,啟動檢測裝置下的翻轉(zhuǎn)氣缸,將零件漏下,若檢測合格,啟動夾持三,夾持零件至左邊合格槽中。下一步,將再次啟動氣缸,進(jìn)行下一個零件的檢測。
3 裝置分析
3.1 平臺精度分析
對于零件輸送采用夾持裝置定位。對于檢測運(yùn)用微位移傳感器這一種智能化設(shè)備來最大化提高檢測精度。而且運(yùn)用一種簡便實(shí)用的方法去檢測軸承內(nèi)徑,通過檢測小剛球的高度來確定零件是否合格,簡單方便并且提高了效率。
3.2 關(guān)鍵關(guān)節(jié)部位的精度分析
使用的微位移傳感器檢測探頭的形狀為方形,當(dāng)夾持裝置將零件放置于檢測位下方時,若產(chǎn)生相對偏差,微位移傳感器探頭也能精確測定高度從而不會產(chǎn)生偏差,進(jìn)一步保證了測量的精度。
4 裝置的選型
4.1 微位移傳感器的選型
GT2系列高精度接觸式數(shù)字傳感器運(yùn)用高速取樣的刻度脈沖系統(tǒng),檢查耐久度可達(dá)2000萬次。采用IP67防護(hù)外殼,運(yùn)用GT2延長主軸式氣缸。裝置電纜負(fù)載為250g,彎曲半徑為50mm,彎曲速率為30次/分鐘。傳感器頭GT2-H12K精確范圍為12mm,可達(dá)到0.1μm的分辨率、1μm的精度。
4.2 PLC選型與編程
PLC型號選用西門子S7-200PLC224XPCN(14輸入,10輸出),擴(kuò)展模塊為1個32位輸入模塊,1個32位輸出模塊。控制流程如圖4所示。
5 結(jié)語
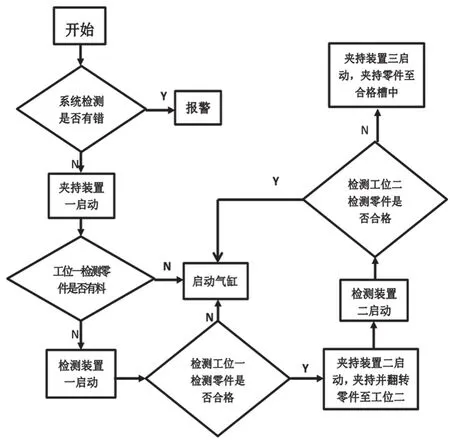
圖4 控制流程圖
基于微位移檢測的PLC控制某軸承零件尺寸分揀裝置的設(shè)計(jì)與開發(fā),極大地提高了檢測的可靠性與檢測效率,具有極大的推廣價(jià)值。
[1]徐海利,張海杰,周海波,等.基于機(jī)器視覺的軸承尺寸測量技術(shù)[J].智能制造,2013(1):49-50.
[2]范帥,湯綺婷,盧滿懷.基于機(jī)器視覺的軸承內(nèi)外圈尺寸檢測及分類[J].自動化儀表,2016,(11):77-80.
[3]劉建都.嵌入式系統(tǒng)的在線自測試技術(shù)[J].微電子技術(shù),2000,(6):46-50.
猜你喜歡
中國設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48
