基于PLC的工廠加水控制系統的設計與實現
2018-03-30 02:26:56陳敏敏
電子技術與軟件工程 2017年16期
陳敏敏
摘要
針對目前工廠加水自動化程序低、控制水量不精準的現狀,利用PLC控制器、觸摸屏技術等現代測控技術,使用PID控制技術實現工廠的自動加水裝置,本系統設計成本低、效率高、自動化程度高、運行平穩、精度高,取得良好的效果。
【關鍵詞】PLC觸摸屏 水閥 自動加水
隨著計算機技術和數字通信技術的飛速發展,計算機控制已經深入工業控制各個領域,目前用于工業控制的計算機主要以PLC為主,PLC使用方便、功能強大、維修率低,它已經廣泛地應用在生產過程的自動控制系統和其他機械設備中。在工廠的加水裝置中,若采用手動控制水閥的話,不易控制水流量,出口水分也不穩定,另外操作人員的操作習慣也會對加水控制產生一定的不利影響。針對這個問題,本設計采用西門子的S7-200為控制器,利用利用重力傳感器、觸摸屏技術等結合而成的,能為工廠提供生產所需要的一定量的水,為工廠生產提供方便。
1 系統硬件設計
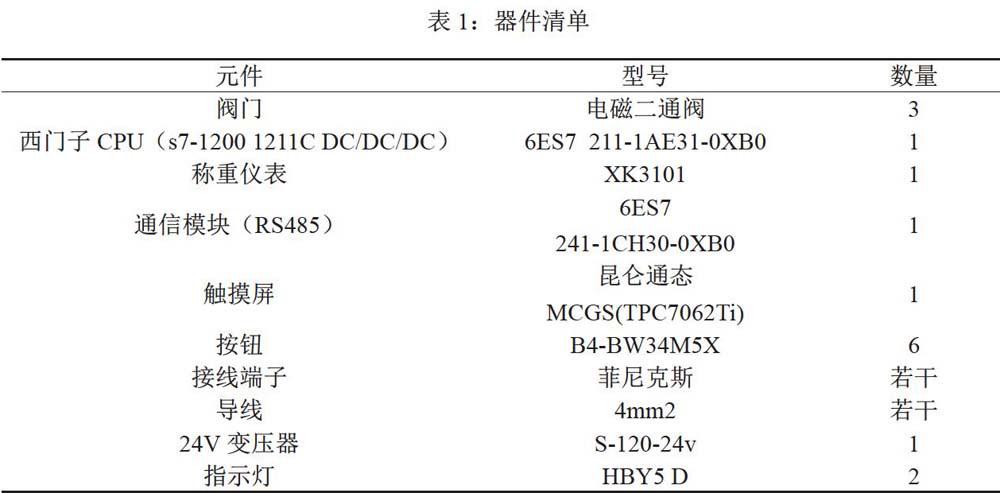
加水控制系統由控制器、觸摸屏、稱重儀表、通信模塊等組成,器件清單如表1所示。系統的總設計主要分為三部分:
(1)根據入口所需水量和流量進行水量的算法。然后由實際的出水量和出水流量的偏差,對水量和流量進行修正,算出最終的加水量和流量。
(2)通過氣動裝置增加流量計,接入控制系統中,使得實際的加水量和計算的加水量一致。
(3)設計觸摸屏界面,顯示水量、流水量的設定值和實際值。
2 軟件設計
2.1 編程準備
在程序中編程實現水量和流水量的理論值計算,針對實際入水量、流量和設定值的偏差,再根據生產實際情況進行調整,使得理論值盡可能適應滿足出口水分穩定性的要求。設計過程如下:
(1)創建新項目,創建組態設備。
(2)選擇與元件清單中一致的控制器。
(3)添加以太網地址,把IP協議當中的IP地址設置(192.168.0.15)。
(4)選擇通信模塊下的點到點,選擇與元件清單中一致的模塊。
(5)創建界面程序塊,然后再點擊添加新塊,分別創建新塊。并在Main[OBl]中將稱重(FC1)、數據計算(FC3)、自動控制(FC2)導入,具體操作為:點擊Main[OBl],再點擊程序段1的任意一處,然后按下鍵盤當中的SHIFT+F5,點擊??,然后用輸入法打出稱重,點擊彈出的稱重數據計算(FC3)與自動控制(FC2)分別在程序段2、程序段3,進行如上面操作一樣的設置.鼠標雙擊Startup(OB100),然后選擇指令。選擇完畢后并設置里面的參數,其中MB_DB可以不用設置先,并與傳感器通信雙擊稱重數據(DB4),并設置如圖所示的參數,雙擊計算數據(DB7),并設置參數、
注意在設置完畢后,都需要把優化塊的訪問前面的勾去掉具體操作如下:鼠標右鍵單擊稱重數據(DB4)或計算數據(DB7),找到屬性,然后去除優化塊的訪問的勾,最后點擊確定,否則部分程序將不會運行。
2.2 程序設計
在對PLC編程的時候,所以的指令都在界面的右側的基本指令中都能找到,最后會有所有指令的表示意思與參數.
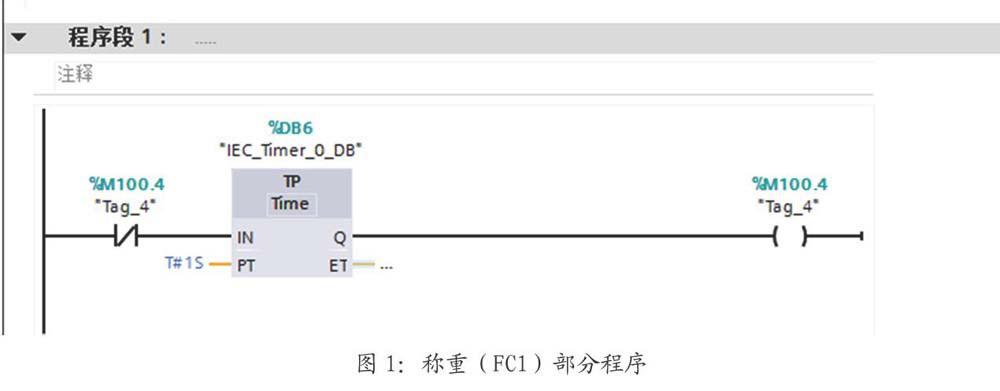
2.2.1 稱重(FC1)
如圖1所示。
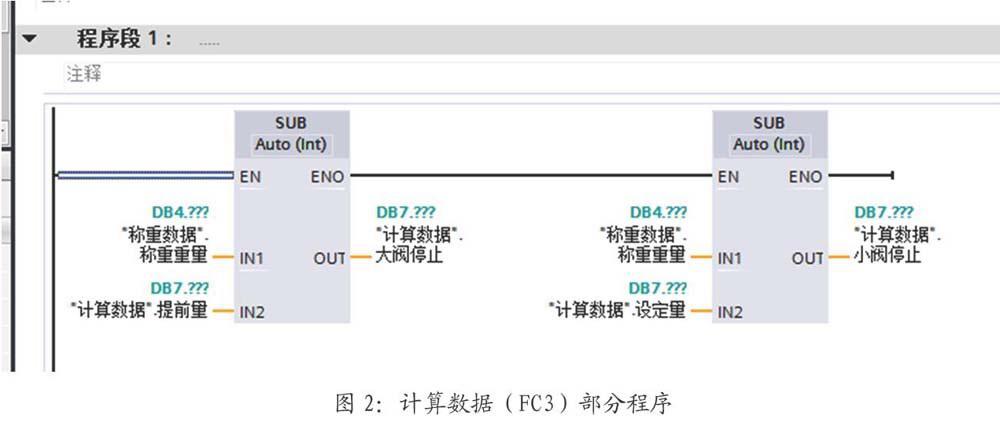
2.2.2 計算數據(FC3)
如圖2所示。
3 觸摸屏設計
本設計采用昆侖通TPC7062Ti觸摸屏,昆侖MCGS軟件工程有動畫、報警、配方等多種功能,通過觸摸屏能將設備的運行狀態表現出來,實時數據庫是整個觸摸屏軟件的核心,通過外部硬件采集的數據送到實時數據庫,再由窗口來調用,通過用戶窗口可更改數據庫的值,再有設備窗口輸出到外部硬件。觸摸屏模擬操作界面設計如圖3所示。
在水塔操作畫面中,設置水塔的高、低水位;然后在反應釜操作界面中,設置工藝生產需要的水量,提前量作用是關閉大閥,然后只有小閥在運作,減少誤差;如果設置的水量>水塔的水量,則大、小閥門不會打開,補水閥將會自動啟動,并且到達水塔高水位后會自行停止補水,反之則正常運行;如果水塔水量到達低水位后,水塔補水閥也會自動啟動,并與上述現象一樣;如果已經知道水塔水量差不多接近低水位,可以按水塔操作按鈕,并按下補水閥啟動按鈕,補水閥也會自行啟動,現象與上述一樣。
4 結語
針對工廠自動加水控制的功能需要,通過總體系統設計、軟件設計、軟硬件調試和觸摸屏界面設計,最終完成了基于PLC、觸摸屏技術的控制系統構建。該系統成本低、操作方便、運行穩定,有效提高了工廠流水量和加水量的控制精準性。
參考文獻
[1]郝爽.基于PLC控制的生活污水處理控制系統的構建[J].黑龍江科技信4,2017:11,
[2]賡常初.PLC編程及應用[M].北京:機械工業出版社版社,2006:4-8.
[3]王安邦.淺談PLC在自動控制系統的應用[J].科技傳播,2010,10(05):183-184.
[4]甘能.基于PLC控制技術在工業自動化中的應用研究[J].電子技術與軟件工程,2015:159-160.
[5]劉力.組態軟件在PLC實驗系統中的應用[J].實驗室研究與探索,2014:105-107.