大型鍛鋼支承輥制造技術的研究①
2018-04-08 06:08:11李世輝
現代冶金 2018年1期
關鍵詞:力學性能
李世輝
(寶鋼軋輥科技有限責任公司,江蘇 常州 213019)
引 言
日本JCFC公司提供給寶鋼公司的鍛鋼支承輥不論用在冷連軋機組還是熱連軋機組上,在國內、外供應商中其使用質量最佳,其耐磨性好、耐腐蝕好、抗事故性好、輥型保持性好、換輥周期長、磨削量小等優點在熱連軋機組上體現得尤為突出,被寶鋼公司公認為JCFC公司鍛鋼支承輥代表了世界范圍內的最高水平。
1 支承輥解剖試驗
1.1 解剖試驗方案
JCFC公司2050熱連軋機支承輥規格為Φ1630 mm /Φ1440 mm×2050 mm×5385 mm,單重46.75 t,當前輥身直徑Φ1447 mm,解剖試驗方案見圖1所示。按圖1,2所示位置取兩塊圓柱試樣,每塊試樣上做好標記①和②。
1.2 超聲波探傷
參照JB/T 4120-2006檢測標準對支承輥進行探傷,輥身內未發現超出評判要求的缺陷,探傷合格。
1.3 化學成分
表1,2為2050JCFC支承輥的化學成分及氣體含量,各項指標均符合Cr5支承輥的要求。
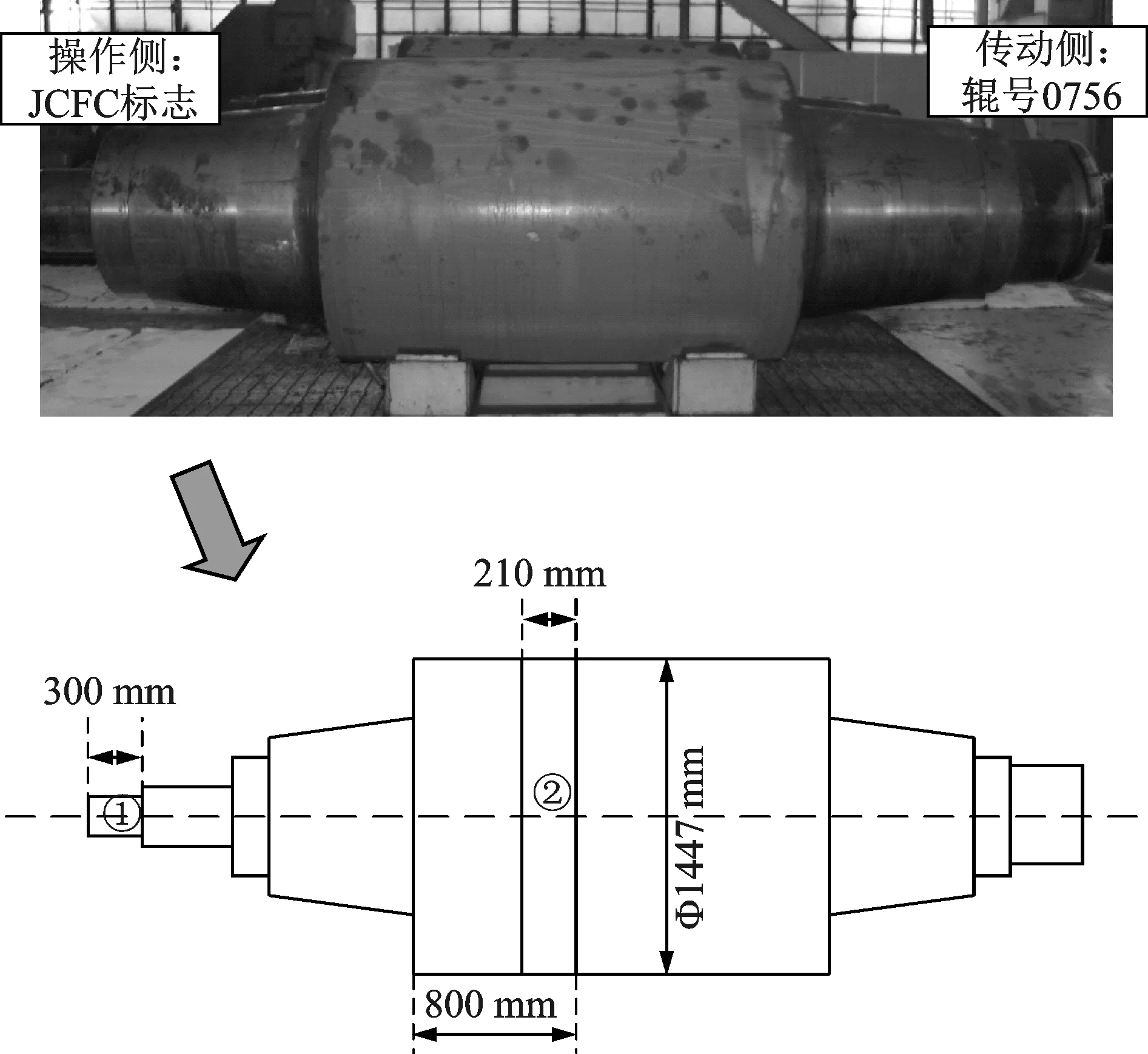
圖1 2050JCFC支承輥解剖方案

圖2 2050JCFC支承輥解剖圖片

部位w(C)w(Si)w(Mn)w(Cr)w(Mo)w(V)w(Ni)w(P)w(S)輥面0.440.540.535.060.980.350.220.0100.003輥頸0.440.390.570.230.580.0085.100.0041.00

表2 2050JCFC支承輥氣體含量/10-6
1.4 低倍組織
圖3,4分別為支承輥輥頸及輥身的低倍形貌。輥頸處低倍組織很好,存在輕微的一般疏松,按GB/T1979-2001標準評定,一般疏松<1.0級;輥身也存在程度較輕的一般疏松和一般斑點狀偏析,1.0級左右。
1.5 硬度檢測
1.5.1輥身、輥頸表面硬度分布
圖5為肖氏硬度計測得的支承輥輥身及輥頸表面硬度分布,輥身表面的硬度比較均勻,保持在75 HSD左右,輥身兩端存在約50 mm的軟帶;輥頸處表面硬度在45 HSD左右,滿足技術要求。

圖3 2050JCFC支承輥輥頸低倍照片

圖4 2050JCFC支承輥輥身低倍照片
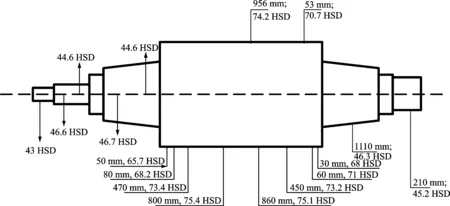
圖5 2050JCFC支承輥輥身、輥頸表面硬度分布
1.5.2輥身、輥頸斷面硬度
支承輥輥頸斷面硬度如圖6所示。表面約31.5 HRC,心部約28 HRC。

圖6 2050JCFC支承輥輥頸斷面硬度
圖7為支承輥輥身斷面硬度曲線,從輥面至心部可以分為3個區域,分別為工作層、過渡區和心部。此支承輥已經用到接近報廢直徑Φ1447 mm,(報廢直徑為Φ1440 mm),所剩余的工作層不多。從斷面硬度推斷此支承輥的工作層深度達到單邊115 mm左右,工作層的硬度基本保持在50 HRC左右。

圖7 2050JCFC支承輥輥身徑向斷面硬度
1.6 力學性能
1.6.1輥頸
表3為支承輥輥頸處的力學性能,其抗拉強度達到1020 MPa,符合輥頸強度要求,但沖擊功略低,不到10 J。

表3 2050JCFC支承輥輥頸力學性能
1.6.2輥身
表4為支承輥輥身徑向的力學性能分布,其趨勢與斷面硬度一致。

表4 2050JCFC支承輥輥身力學性能分布
1.7 輥身斷面、輥頸金相組織
圖8~10為支承輥輥身沿徑向分布的微觀組織,從工作層到心部微觀組織由貝氏體向珠光體過渡,圖11輥頸處為珠光體組織。

圖8 2050JCFC支承輥輥身斷面金相組織(500X)

圖9 2050JCFC支承輥輥身SEM組織(2000X)

圖10 2050JCFC支承輥輥身SEM組織(5000X)

圖11 2050JCFC支承輥輥頸組織
2 工藝分析
2050JCFC支承輥的生產制造采用了當前世界上最先進的整體感應加熱技術對輥身進行加熱淬火,其工藝特點是:淬硬層深、表面硬度均勻性好、加熱效率高、生產成本低;但前提是必須完全解決感應加熱時輥身端部效應的控制方法及感應線圈內孔與輥身外圓之間的間隙產生空氣對流引起的“煙囪”效應問題。
3 結束語
JCFC支承輥以潔凈的鋼水、足夠的鍛造比、輥身淬火采用整體感應加熱技術和完善的檢測手段保證了優質軋輥的制造,因此,在寶鋼公司2050熱軋機上得到了很好的使用效果,上機使用周期為差溫加熱工藝的一倍,而磨削量僅為差溫加熱工藝的1/2,充分體現了其優異的性價比。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
