小流量高揚程工況磁力驅動泵選型設計
2018-04-09 03:21:54浙江省天正設計工程有限公司浙江杭州300中國天辰工程有限公司天津300000
石油化工設備 2018年2期
關鍵詞:工藝
, (.浙江省天正設計工程有限公司, 浙江 杭州 300; .中國天辰工程有限公司, 天津 300000)
在氟化工和材料行業的泵選型設計中,易燃、易爆、高度危害介質的小流量、高揚程輸送工況較為常見。由于輸送的物料大多數涉及到易燃、易爆、高度危害介質等,設計中選泵時應首先考慮選用無泄漏輸送泵,既可避免雙端面機械密封的復雜沖洗方案要求[1],又可減少運行過程中的維護和維修工作量。此外,還應考慮生產工藝對輸送物料的壓力穩定和流量連續計量需求[2]。
文中以小流量、高揚程工況下無水氟化氫、四氯化碳、氯乙烯、丁二烯和苯乙烯等有毒有害介質的輸送為例,介紹并比較了單級單吸磁力泵、多級單吸磁力泵、單級單吸磁力旋渦泵、多級單吸磁力旋渦泵等4種選型方案,可為類似泵的選型設計提供借鑒。
1 磁力驅動泵選型基礎
1.1 工藝設計條件
某工業項目工藝專業提供的無水氟化氫、四氯化碳、氯乙烯、丁二烯、苯乙烯等工藝原料的物性參數和輸送泵的設備位號、汽蝕余量、體積流量、揚程和設備類型等條件見表1。

表1 泵選型工藝參數和條件
有關本項目輸送介質的其他物料特性說明,可參見各物料的化學品安全技術說明書MSDS[3]。物料的分類劃分是基于HG 20660—2000《壓力容器中化學介質毒性危害和爆炸危險程度分類》[4]和GB Z230—2010 《職業性接觸毒物危害程度分級》[5]綜合確定的。
1.2 泵選型設計原則
泵的選型設計需滿足工藝要求,主要包括流量、揚程、溫升限制、汽蝕余量等[6]。表1中,5種輸送介質均為危險化學品。無水氟化氫具有極強的腐蝕性,具有高度危害;四氯化碳有毒,具有中毒危害;氯乙烯、丁二烯和苯乙烯均有易燃危險性。同時,5種輸送工況都具有小流量、高揚程特點,體積流量為1.3~4.0 m3/h,揚程為90~150 m。因此,選擇泵時首先必須滿足軸封可靠要求或采用無泄漏泵[7],其次也應考慮泵的最小穩定運行流量要求,盡量避免輸送物料的回流要求[8]。
通常情況下,相對于普通化工離心泵的復雜機械密封方案(比如雙端面機械密封,沖洗方案PLAN53a等),磁力驅動泵在使用安全性和防止有毒物料泄漏等方面是非常有利的[9]。磁力驅動泵的磁力耦合器主要包括內磁缸、外磁缸及隔離套等。其中位于內、外磁缸間的隔離套將物料與大氣側完全隔離開,介質封閉在隔離套內。與傳統的采用雙端面機械密封進行密封的離心泵相比,降低了物料泄漏到環境中的可能性,同時也減少了機械密封的定期維護工作。
對本次選型設計所涉及的小流量、高揚程輸送工況(表1),可選用容積式泵來滿足輸送要求[10]。但根據以往工藝系統要求輸送管路中流體無脈動(主要為方便后續管路上安裝的流量計的準確計量)的經驗,優先選用輸送流體平穩無脈動的磁力驅動離心泵或旋渦泵方案。
2 磁力驅動泵選型方案設計
2.1 工況分析
分析表1可知,當前工藝要求的工況流量已經超出了單級單吸磁力驅動離心泵或旋渦泵葉輪的最佳效率點所對應流量的70%~120%(可接受振動區),且小于泵穩定運行的最小連續流量要求[11]。因此,在選用單級單吸磁力驅動離心泵或旋渦泵時應考慮在工藝管路上設置回流管路,且回流管路閥門需要一直處于開啟狀態。若選用多級單吸磁力驅動離心泵或旋渦泵,工藝參數中所需流量基本上大于泵在穩定運行時的最小連續流量,則可不用考慮回流量。
2.2 泵性能曲線分析
文中各磁力驅動泵選型設計參考了制造廠的樣本及廠家典型選型方案等資料。研究廠家資料可知,由于每種類型的泵特性基本一樣,制造廠樣本或選型方案中的泵性能參數僅有微小差別。典型的磁力驅動離心泵和旋渦泵的性能曲線具有兩個共同的特點[12]。
離心泵的流量-揚程曲線是一條已經躍過拋物線凸點的平緩下降曲線,流量從小變大的過程中,揚程變化比較平穩,軸功率隨著流量變大而變大,在最小流量時,軸功率最低,故一般關閉泵出口閥門啟動泵。
旋渦泵的流量-揚程曲線是一條陡直的近似下降直線,軸功率隨著流量增大而減小,在關死點軸功率最大,故旋渦泵應開閥啟動,采用旁路調節流量方式。由于旋渦泵的流量特性呈直線下降特性,故選型時應考慮工藝工況的穩定性,即當前工藝參數基本上不調整,否則流道變大一點,揚程降低很多,導致無法滿足工藝需求。
2.3 選型方案設計
2.3.1單級單吸磁力泵
本項目單級單吸磁力泵選型設計時,泵最小連續流量按照選型時所確定泵型的最佳效率點流量的25%估算[13]。工藝參數所需流量小于泵最小連續流量時,按照泵的最小連續流量選泵,并考慮回流量。參考制造廠的資料,初步選擇的單級單吸磁力泵性能參數見表2。

表2 單級單吸磁力泵方案性能參數
依據表2的性能參數選擇單級單吸磁力泵可以得到兩種組合,①揚程為90~100 m時,泵轉速為2 900 r/min,葉輪名義直徑約250 mm。②揚程為110~150 m時,泵轉速為2 900 r/min,葉輪名義直徑約315 mm。
結合本項目工藝專業設計要求分析表2可知,工藝的流量需求已經處于泵最小連續流量附近,故泵水力效率較低。為了滿足工藝工況需求,各位號泵在平常工作時,回流管線一直處于開啟狀態,從而導致泵的軸功率較高。
除此之外,若待輸送的物料對溫度變化比較敏感,而且泵吸入口的儲罐等設備沒有采取必要的冷卻措施的話,還會導致入口管線上的物料溫度升高,從而影響有效汽蝕余量值,最終可能導致泵產生汽蝕現象[14]。
2.3.2多級單吸磁力泵
參考制造廠的資料,初步選擇的多級單吸磁力泵的性能參數見表3。

表3 多級單吸離心泵方案性能參數
依據表3的性能參數選擇多級單吸磁力泵可以得到兩種組合,①當揚程為90~110 m時,泵轉速為2 900 r/min,葉輪名義直徑約140 mm,總共5級葉輪組合。②當揚程為120~150 m時,泵轉速為2 900 r/min,葉輪名義直徑約140 mm,總共6級葉輪組合。
結合本項目工藝專業設計要求分析表3可知,所選泵型的最小連續流量已經小于工藝提出的流量需求。此時,雖然所選泵型水力效率仍然較低,但已經不用考慮物料回流要求。相較于單級單吸磁力驅動泵方案,泵的軸功率已經明顯降低了60%左右,配套電機功率降低了50%左右。
與單級單吸磁力泵相比較,多級單吸磁力泵葉輪直徑較小,多個葉輪組合后可達到工藝所需揚程,并能相應降低必需汽蝕余量值和泵的最小連續流量要求。多級單吸離心泵的可調節性好,能在較寬范圍內滿足工藝需求。
2.3.3單級單吸磁力旋渦泵
參考制造廠的資料,初步選擇的單級單吸磁力旋渦泵性能參數見表4。
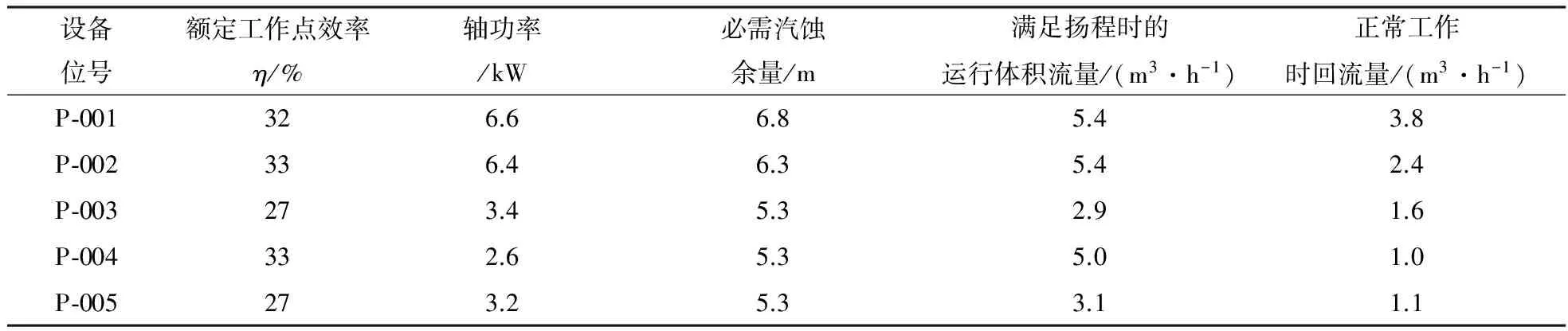
表4 單級單吸磁力旋渦泵方案性能參數
依據表4中各位號泵性能的參數綜合選擇的單級單吸磁力旋渦泵揚程為90~150 m時,泵轉速為2 900 r/min,葉輪名義直徑100~170 mm,單級葉輪。表4中,P-001的必需汽蝕余量滿足工藝要求,而且對回流有要求;P-002~P-005必需汽蝕余量不滿足要求而且對回流有要求。
結合本項目工藝專業設計要求分析表4可知,所選泵型的最小連續流量已經大于工藝的流量需求。為了滿足工藝工況需求,各位號泵在平常工作時回流管線需要一直處于開啟狀態,會導致泵的軸功率較高。相較于單級單吸磁力泵方案,泵的軸功率已經明顯降低了60%,配套電機功率降低了50%左右。
但該類型泵的汽蝕余量要求較高,極可能導致大多數泵無法正常工作。從選型角度考慮,若汽蝕余量無法滿足工藝要求,則設計時應避免選用此類型的泵。
2.3.4多級單吸磁力旋渦泵
參考制造廠的資料,初步選擇的多級單吸磁力旋渦泵的性能參數見表5。

表5 多級單吸磁力旋渦泵方案性能參數
依據表4參數選擇的多級單吸磁力旋渦泵可得到3種組合,①揚程為150 m時,泵轉速為1 450 r/min,葉輪名義直徑約95 mm,8級葉輪。②揚程為90~100 m時,泵轉速為2 900 r/min,葉輪名義直徑約105 mm,2級葉輪。③揚程為110~120 m時,泵轉速為1 450 r/min,葉輪名義直徑約105 mm,4級葉輪。
結合工藝要求分析表5可知,所選泵型的最小連續流量已經小于工藝的流量需求,且所選泵型水力效率較高,軸功率低,必需汽蝕余量值也低,可較好地滿足當前運行工況。由于旋渦泵的流量-揚程調節特性曲線為陡降直線,即流量增加少許,會導致揚程降低較多,故其可調節性相對較差[15]。
3 結語
對小流量、高揚程輸送工況的泵進行選型設計時需要綜合考慮多因素并擇優選用。一方面要考慮泵的最小連續流量、汽蝕余量和水力效率等因素,另一方面,也要多角度比較各種類型的泵型,從而判斷出何種類型泵適合當前工藝工況要求。通過對比適用于小流量、高揚程輸送工況4種泵型的實際選型性能參數認為,多級單吸磁力泵或多級單吸磁力旋渦泵可較好地滿足表1中的工況需求;多級單吸磁力旋渦泵的陡降直線特性曲線適應范圍窄,更適合在穩定工況中運行;多級單吸磁力泵的特性曲線平緩,可在較大波動范圍內滿足工藝需求。實際選用過程中,還應結合工藝專業的需求情況進行泵的選擇。
參考文獻:
[1]石油化工離心泵和轉子泵用軸封系統工程技術規定:SH/T 3156—2009 [S].
Engineering specification of pumps-shaft sealing systems of centrifugal and rotary pumps for petrochemical industry: SH/T 3156—2009[S].
[2]用安裝在圓形截面管道中的差壓裝置測量滿管流量:GB/T 2624—2006[S].
Measurement of fluid flow by means of pressure differential devices inserted in circular cross-section conduits running full: GB/T 2624—2006 [S].
[3]化學品安全技術說明書 內容和項目順序:GB/T 16483—2008[S].
Safety data sheet for chemical products—Content and order of sections :GB/T 16483—2008 [S].
[4]壓力容器中化學介質毒性危害和爆炸危險程度分類標準:HG 20660—2000[S].
Classification standards for toxicity and explosion risk of chemical medium in pressure vessels:HG 20660—2000 [S].
[5]職業性接觸毒物危害程度分級:GBZ 230—2010 [S].
Classification for hazards of occupational exposure to toxicant :GBZ 230—2010 [S].
[6]石油化工用機泵工程設計規范:GB/T 51007—2008 [S].
Design code for rotary machines of petrochemical industries:GB/T 51007—2008 [S].
[7]陳玨.無泄漏磁力驅動多級離心泵的研制[J].化工設備與防腐蝕,2003,6(1):15-16.
CHEN Y. Development of a multistage centrifugal pump driven by magnetic force without leakage [J]. Chemical equipment & anticorrosion,2003,6(1):15-16.
[8]Igor J Karassik, Joseph P Messina, Paul Cooper,et al. Pump handbook [M]. New York:McGraw Hill,2001.
[9]黃穎,趙斌義. IGCC裝置中泵用機械密封沖洗方案選擇[J]. 大氮肥,2007,30(5):306-309.
HUANG Y,ZHAO B Y. The selection of pump mechanical sealing flushing schemes in IGCC plant [J]. Large scale nitrogenous fertilizer industry,2007,30(5):306-309.
[10] 陳偉, 曹文輝. 轉子泵的選用(上)[J].化工設備與管道,2000,37(4):44-49.
CHEN W,CAO W H. Selection of rotary pump(part 1)[J].Process equipment & piping,2000,37(4):44-49.
[11] Paresh Girdhar,Octo Moniz. Practical centrifugal pumps design, operation and maintenance [M]. Netherlands: Elsevier,2005.
[12] 陳偉. 工業泵選用手冊[M]. 北京:化學工業出版社,2010:159-162.
CHEN W. Industrial pump selection[M].Beijing:Chemical Industry Press,2010:159-162.
[13] 吳德榮. 化工工藝設計手冊[M]. 北京:化學工業出版社,2009:940-942.
WU D R. Chemical process design handbook[M].Beijing:Chemical Industry Press,2009:940-942.
[14] 劉紅云, 盧捍衛. 離心泵振動原因分析和解決方案[J]. 煉油技術與工程,2009,39(6):20-24.
LIU H Y,LU H W. Analysis of centrifugal pump vibration and solutions [J]. Petroleum refinery engineering,2009,39(6):20-24.
[15] 朱祖超. 小流量高揚程泵的特點與應用[J]. 水泵技術,1998(5):10-12.
ZHU Z C. Characteristics and application of small flowrate and high delivery-head pump [J]. Pump technology,1998(5):10-12.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
