鋼箱梁面板與U肋焊接殘余應力的分布特性
2018-04-11 08:48:06卜一之張清華
西南交通大學學報 2018年2期
崔 闖,卜一之,李 俊,張清華
(西南交通大學土木工程學院,四川 成都 610031)
正交異性鋼橋面板是大跨度鋼橋首選橋面板結(jié)構(gòu).因板件難以軋制成型,并且構(gòu)造及焊接工藝復雜,導致大量焊接構(gòu)件組裝后殘余應力及焊接變形嚴重.在殘余應力與反復交變車輛荷載組合作用下,正交異性鋼橋面板局部應力集中區(qū)域塑化,加速結(jié)構(gòu)疲勞損傷,降低其疲勞壽命.降低殘余應力、減小局部塑化區(qū)域,有效提高疲勞壽命,保證其設計壽命期內(nèi)的行車安全是正交異性鋼橋面板疲勞研究的重要課題之一.
為評估焊接構(gòu)件殘余應力對正交異性鋼橋面板受力性能的影響,國內(nèi)外研究者多采用試驗方法來預測焊接結(jié)構(gòu)的殘余應力量值與分布特征[1-4],但當前研究主要針對特定參數(shù)組合構(gòu)造下殘余應力對結(jié)構(gòu)整體性能影響研究,而殘余應力對結(jié)構(gòu)的疲勞性能同樣具有重要影響[5-7].傳統(tǒng)的殘余應力測試手段不僅耗費大量的人力和財力,而且測試精度較差;采用X射線可較為準確地測試,但儀器設備費用昂貴.隨著計算機技術(shù)的發(fā)展,采用數(shù)值方法模擬焊接過程得到了廣泛應用.文獻[8]中采用仿真計算模擬了焊接全過程,較為準確地反映實際的殘余應力分布.
本文以港珠澳大橋正交異性鋼橋面板為研究對象,對典型的正交異性鋼橋面板細節(jié)——面板與U肋連接,采用數(shù)值模擬方法,模擬焊接全過程,研究結(jié)構(gòu)參數(shù)變化對殘余應力分布及數(shù)值的影響,并在此基礎上提出殘余應力分布的經(jīng)驗公式.
1 焊接過程分析模型建立與驗證
文獻[9]的研究表明,焊接溫度場直接決定了焊接結(jié)構(gòu)分析的應力應變場,而焊接力學場對溫度場的影響較小.在彈塑性分析中,采用增量法逐步解出構(gòu)件的有關場量(應力場和應變場),溫度場則用時間差分格式逐步積分得到,即可以在某一瞬時分別計算溫度和應力,通過二者之間的關系,考慮兩者的耦合影響效應,以求解焊接過程的彈塑性問題.本文采用ANSYS熱-結(jié)構(gòu)弱耦合模型模擬焊接殘余應力產(chǎn)生過程.
基本思路:對焊件連接處進行熱分析,逐步施加溫度增量并計算各節(jié)點位移增量,利用彈塑性應力-應變關系求得各單元應力增量,以模擬面板與U肋連接焊縫殘余應力量值及其分布;結(jié)合ANSYS中生死單元技術(shù)模擬焊縫填充方法模擬焊接全過程,并分別采用SOLID70和SOLID185單元進行溫度場和應力場分析.因焊接過程復雜,應力場和應變場為高度非線性,將焊接熱應力場簡化為材料的非線性瞬態(tài)問題,采用雙線性隨動強化彈塑性本構(gòu)模型模擬.
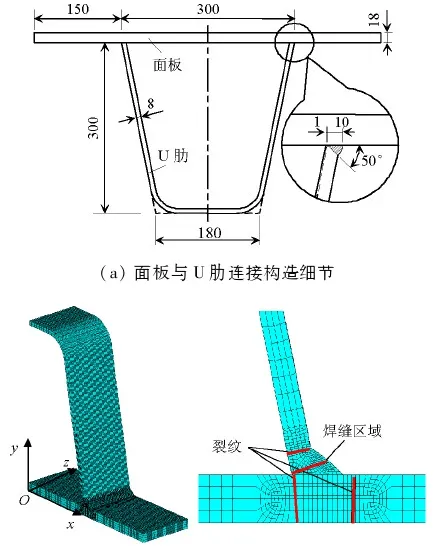
(b) 有限元模型圖1 連接構(gòu)造及有限元模型Fig.1 Model parameters and boundary condition
在高溫條件下Q345的相關材料特征參數(shù)參考文獻[10-13]及EN10025-2[14]標準.焊接模擬熱源相關參數(shù)采用港珠澳大橋?qū)嶋H焊接熱源參數(shù),其中:電壓為31±1 V,電流為300±20 A,焊速為40±10 cm/min,時間步長為0.1 s,電壓、電流及焊速為恒定值,多道焊初始溫度為20 ℃,室溫與初始溫度一致.根據(jù)文獻[7],常溫下傳熱系數(shù)一般為5~25 W/(m2·T),計算分析時取13 W/(m2·T).采用生熱率及生死單元技術(shù),沿縱向按順序分段加熱焊縫單元,以模擬焊接過程.焊接過程共分為420個荷載步,每個荷載步分為4個荷載子步,在對下一步施加單元生熱率前刪除上一步所施加單元生熱率,實現(xiàn)移動熱源模擬焊接的過程.
港珠澳大橋鋼箱梁正交異性鋼橋面板板單元焊接加熱(第2道焊)在22.4、30.0、34.0、38.0 s時的溫度場變化如圖2(a)所示.焊接模擬過程中,焊件上各單元從溫度不穩(wěn)定開始,迅速形成準穩(wěn)態(tài)溫度場,雖然結(jié)構(gòu)各區(qū)域溫度隨移動熱源位置和時間改變,但溫度場以固定的形態(tài)隨熱源移動.面板與U肋連接焊縫焊后冷卻至39、68、131、1 874 s時的溫度場,如圖2(b)所示.當時間超過1 874 s時,結(jié)構(gòu)內(nèi)部溫度差為0.04 ℃,可認為結(jié)構(gòu)內(nèi)部溫度已趨于室溫,達到穩(wěn)定狀態(tài).
將所得溫度場逐步施加于結(jié)構(gòu),并結(jié)合上述建模方法對文獻[15]中相關試驗數(shù)據(jù)進行驗證.結(jié)果表明,數(shù)值模擬理論值與實測值差別較小,所建立的有限元模型能準確地表達殘余應力分布量值與分布特征,對比結(jié)果如圖3所示.由于文獻[15]中所研究的殘余應力均為縱向(z向)殘余應力σz(若未特殊說明,所述坐標均為圖1(b)中所示坐標),而對疲勞性能影響較大的垂直于焊縫方向的殘余應力σx未有涉及.因此,為進一步研究殘余應力對疲勞性能的影響,文中主要研究橫向殘余應力σx的分布特性.

圖2 焊接全過程溫度場變化Fig.2 Temperature variation during the entire welding process

圖3 有限元模型驗證Fig.3 Verification of finite element model
2 焊接殘余應力模擬與分析
2.1 焊接殘余應力
面板與U肋連接焊縫疲勞破壞主要分為焊趾沿面板開裂、焊根沿面板開裂、焊根沿焊喉開裂和焊趾沿U肋開裂,如圖4所示.
為研究殘余應力對正交異性鋼橋面板疲勞性能的影響,在分析殘余應力時,主要考慮對其疲勞性能影響較大的焊接區(qū)域局部殘余應力,即在焊趾或焊根處沿板厚垂直于焊縫方向的橫向殘余應力.沿面板開裂的兩類疲勞裂紋發(fā)生幾率在面板與U肋連接部位的疲勞開裂中占比較大,為此,后續(xù)主要研究對面板與U肋連接部位疲勞性能影響較大、沿面板厚度方向的殘余應力,主要集中在面板上.
根據(jù)前述開裂模式中各起裂位置,分析橫截面上沿板厚及沿板件表面x方向?qū)ζ陂_裂有較大影響的殘余應力,即焊趾或焊根沿厚度分布垂直于焊縫方向的殘余應力.港珠澳大橋面板與U肋連接焊縫,在z=100 mm橫截面上殘余應力的分布如圖5所示.

圖4 典型開裂模式Fig.4 Typical propagation models of fatigue crack
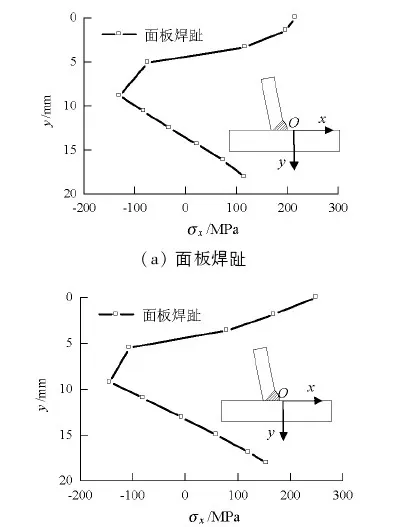
(b) 面板焊根圖5 z=100 mm橫截面上殘余應力的分布Fig.5 Residual stress distribution of cross-section at z=100 mm
由圖5可知,面板沿厚度的σx先減小后增加焊縫區(qū)域局部殘余應力峰值接近300 MPa,接近屈服應力,在服役期正常工作狀態(tài)下,恒活載疊加作用后其局部可能發(fā)生塑化.因此,上述焊縫x方向殘余應力與正常使用階段應力聯(lián)合作用會導致該構(gòu)造細節(jié)疲勞性能顯著降低.
2.2 參數(shù)影響效應
為控制殘余應力值及分布對疲勞性能的影響效應,需對其敏感性參數(shù)進行進一步的研究.文獻[16]研究表明,散熱條件、焊接有效功率、熔池面積對殘余應力整體影響較大,對決定疲勞開裂的殘余拉應力峰值影響甚微.本文中不考慮上述條件的改變對殘余拉應力的影響,以沿面板開裂區(qū)域內(nèi)對殘余應力影響最大的參數(shù)——面板厚度為研究對象,對其特定參數(shù)組合下的殘余應力大小和分布進行對比分析.
外語專業(yè)本身兼具語言與文化的雙重屬性,特別是韓語(朝鮮語)既具有中國少數(shù)民族語言的民族性,又具有東北亞跨文化交流的國際性,這使應用韓語專業(yè)課程更具特殊性與使命感。遵循學生職業(yè)成長規(guī)律和語言認知規(guī)律,在“韓語+文化+專業(yè)(X)”開放式課程體系下,提升學生文化自覺與自信,培養(yǎng)兼具本土情懷與國際視野的應用型韓語人才,是課堂教學模式改革的必要性所在。下面選取典型教學模式,闡述漢風與韓流互動中的韓語教學實施情況。
數(shù)值模擬結(jié)果如圖6所示,其中:D表示面板;D后面的數(shù)字表示面板厚度,如“D12”表示面板厚度為12 mm;圖中坐標與圖5局部坐標系相同.
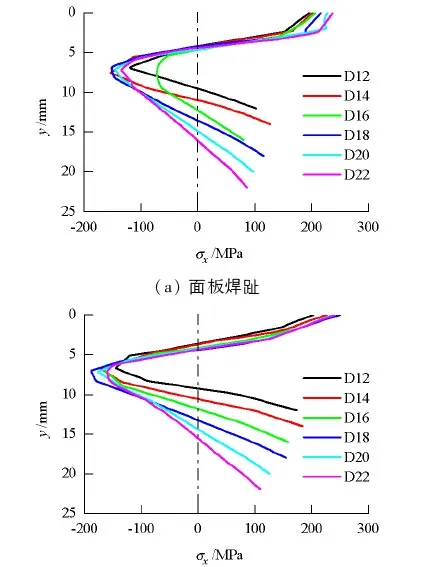
(b) 面板焊根圖6 面板沿厚度方向殘余應力分布Fig.6 Residual stress distribution across the thickness of the deck
由圖6可知:(1) 隨面板厚度的增加,面板焊趾處的橫向殘余應力峰值略有增加;當面板厚度由12 mm增加至22 mm時,焊趾處殘余應力增幅為19.8%.(2) 面板焊根處的橫向殘余應力隨面板厚度變化趨勢與焊趾處殘余應力變化趨勢一致;當面板厚度由12 mm增加至22 mm時,其殘余峰值應力較面板為12 mm時增加為21.2%.與焊趾相比,焊根處殘余應力峰值更大,且焊接質(zhì)量難以保證,導致焊根部位更易出現(xiàn)疲勞裂紋.焊趾或焊跟部位裂紋起裂點處的殘余應力均超過200 MPa,在與恒活載應力場疊加后,局部可發(fā)生塑化,嚴重降低此處疲勞性能.
3 殘余應力分布經(jīng)驗公式
為研究殘余應力對各焊接細節(jié)疲勞性能的影響,需確定殘余應力量值與其對應的分布特征.目前殘余應力求解主要采用數(shù)值方法,該方法計算時間長,計算機性能要求高,限制計算模型的大小,不適合在整體結(jié)構(gòu)中考慮其對疲勞性能的影響.為此,提出了適用于疲勞分析的殘余應力經(jīng)驗分布模型,在結(jié)構(gòu)分析中可通過經(jīng)驗分布模型來考慮殘余應力的影響,國內(nèi)外學者[7,11]基于靜力行為研究提出了在整體結(jié)構(gòu)和局部分析中的分布簡化模型,但用于疲勞分析的局部分析模型還未見報道.基于前述參數(shù)影響效應分析,建立直接影響面板與U肋連接焊縫開裂的殘余應力σx的經(jīng)驗分布模型,為疲勞理論分析和優(yōu)化設計提供支撐.
對港珠澳大橋正交異性鋼橋面板與縱肋連接部位殘余應力分布的分析表明,沿板件厚度方向殘余應力可采用式(1)計算.
(1)
式中:A為變化幅;
yc為初相位;
A0為偏距;
wc為與周期相關的系數(shù).
為研究不同參數(shù)組合下的殘余應力分布,采用擬定的式(1)對不同參數(shù)組合下的殘余應力分布進行模擬,并根據(jù)焊接殘余應力自平衡的原則對模擬結(jié)果進行校核.典型參數(shù)組合下的殘余應力分布擬合結(jié)果見表1.
表1中經(jīng)驗分布模型各參數(shù)值可為同類型橋面板抗疲勞設計提供支撐,此處所得式(1)僅適用于相關尺寸(U肋高度為300 mm;上口寬300 mm;下口寬180 mm)下不同板厚的參數(shù)組合,其他相關尺寸應用式(1)研究時,可采用此分布模型,在滿足殘余應力自平衡的原則下進行修正.
為驗證經(jīng)驗分布模型的正確性,以港珠澳大橋典型參數(shù)組合為例,采用式(1)計算結(jié)果與圖5所示的數(shù)值分析對比,如圖7所示.結(jié)果表明,所擬定的分布模型能較好地反映焊縫局部區(qū)域殘余應力的分布狀態(tài).
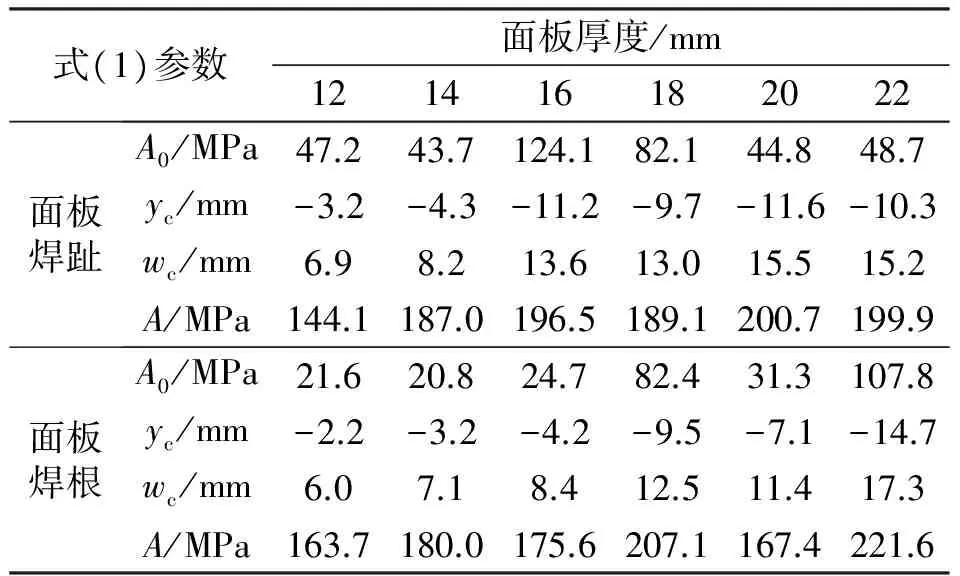
表1 理論分布模型參數(shù)Tab.1 Parameters of theoretical distribution model

(b) 面板焊根圖7 焊縫沿厚度方向殘余應力分布模擬結(jié)果Fig.7 Simulation of residual stress distribution at the local weld zone across the thickness
4 結(jié) 論
采用熱-結(jié)構(gòu)弱耦合方法,以港珠澳大橋正交異性鋼橋面板與U肋連接構(gòu)造為例,建立了連接焊接有限元模型,模擬了焊接全過程.研究結(jié)果如下:
(1) 在面板與U肋焊接熱塑區(qū)內(nèi),局部橫向殘余拉應力達300 MPa;在熱塑區(qū)范圍內(nèi),局部橫向應力已接近屈服;在正常工作狀態(tài)下,疊加的恒活載應力局部進入塑性階段,導致疲勞性能顯著降低.
(2) 面板與U肋連接焊縫區(qū)域橫向殘余應力(垂直于焊縫)沿板厚方向應力峰值隨面板厚度的增加而增加,增幅最大為21.2%.在疲勞裂紋起裂點處最小殘余應力達200 MPa.
(3) 焊縫局部區(qū)域橫向殘余應力沿板厚采用正弦函數(shù)能較好的擬合其理論計算值,其殘余應力屬于正弦分布.因此,可采用正弦函數(shù)作為其疲勞分析時的經(jīng)驗分布模型.
(4) 在殘余應力分析時,未考慮恒活載產(chǎn)生的應力場與殘余應力疊加.因此,將殘余應力場和正常工作狀態(tài)的下應力場疊加,考慮殘余應力重分布后的影響效應,并以此進行鋼橋面板疲勞性能分析,將是下一階段研究的重點.
參考文獻:
[1]WITHERS P J,BHADESHIA H.Residual stress part-1-measurement techniques[J].Materials Science and Technology,2001, 17:355-365.
[2]MA C H,HUANG J H,CHEN H.Residual stress measurement in textured thin film by grazing- incidence X-ray diffracation[J].Thin Solid Films,2002,418(2):73-78.
[3]陳巨兵,周伯明,GINESU F.應用光柵應變花和云紋干涉技術(shù)測試殘余應力[J].中國激光,2001,28(8):746-748.
CHEN Jubing,ZHOU Boming,GINESU F.Measurement on residual stresses by rosette and moiré interference[J].Chinese Journal of Lasers,2001,28(8):746-748.
[4]王佳,劉玉擎,黃李驥.高強度鋼加勁板焊接殘余應力測試及分析[J].工程力學,2015,33(2):242-249.
WANG Jia,LIU Yuqing,HUANG Liji.Experience and numerical analysis of welding residual stress in high strength stiffened plates[J].Engineering Mechanics,2015,33(2):242-249.
[5]WEBSTER G A,EZEILO A N.Residual stress distributions and their influence on fatigue lifetimes[J].International Journal of Fatigue,2001,23(1):375-383.
[6]SARKANI S,MICHAELOV G,KIHL D P.Stochastic fatigue damage accumulation in a T-welded joint accounting for the residual stress fields[J].International Journal of Fatigue,2001,23(23):71-78.
[7]趙秋,吳沖.U肋加勁板焊接殘余應力的一種簡化計算方法[J].工程力學,2012,29(10):170-176.
ZHAO Qiu,WU Chong.A simplified calculation method of welding residual stress of U-rib stiffened plates[J].Engineering Mechanics,2012,29(10):170-176.
[8]趙秋,吳沖.U肋加勁板焊接殘余應力數(shù)值模擬分析[J].工程力學,2012,29(8):262-268.
ZHAO Qiu,WU Chong.Numerical analysis of welding residual stress of U-rib stiffened plate[J].Engineering Mechanics,2012,29(8):262-268.
[9]張彥華.焊接力學與結(jié)構(gòu)完整性原理[M].北京:北京航空航天大學出版社,2007: 89-94.
[10]屈立軍,李煥群,王躍琴,等.國產(chǎn)鋼結(jié)構(gòu)用Q345(16 Mn)鋼高溫力學性能的恒溫加載試驗研究[J].土木工程學報,2008,41(7):33-40.
QU Lijun,LI Huanqun,WANG Yueqin,et al.Material properties of Q345(16 Mn) steel under loading and constant temperature[J].China Civil Engineering Journal,2008,41(7):33-40.
[11]TENG T L,LIN C C.Effect of welding conditions on residual stresses due to butt welds[J].International Journal of Pressure Vessels and Piping,1998,75(12):857-864.
[12]DENG D.FEM prediction of welding residual stress and distortion in carbon steel considering phase transformation effects[J].Materials and Design,2009,30(2):359-366.
[13]DENG D,MURAKAWA H.Prediction of welding distortion and residual stress in a thin plate butt-welded joint[J].Computational Materials Science,2008,43(2):353-365.
[14]CEN.BS EN1993-2.Eurocode 3:design of steel structures part 2:steel bridges[S].Brussels: Standardisation,2006.
[15]顧穎.U肋加勁鋼橋面板焊接殘余應力與變形研究[D].成都:西南交通大學,2016.
[16]趙秋,郭智勇,袁輝輝,等.混合鋼U肋加勁板焊接殘余應力影響因素分析[J].福州大學學報:自然科學版,2015,43(6):815-820.
ZHAO Qiu,GUO Zhiyong,YUAN Huihui,et al.Numerical analysis of welding residual stress of u-rib stiffened plate[J].Journal of Fuzhou University:Natural Science Edition,2015,43(6):815-820.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年18期)2018-11-14 01:48:24
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
光學精密工程(2016年6期)2016-11-07 09:07:19