基于PLC的自動化控制系統的配置及組態分析
2018-04-13 08:28:04王輝吳曉雪
計算技術與自動化 2018年2期
關鍵詞:設計
王輝 吳曉雪

摘要:目前工業控制中的過程控制主要采用基于工控機的集散控制系統,這種自動控制系統雖然具有專業性好、控制精度高的優點,但是也存在可靠性差和性價比相對較低的問題。針對此問題,提出基于PLC的自動化控制系統。該控制系統在常規順序控制邏輯中融入對組態控制算法調度使用,實現了梯形圖內程序與控制算法的相結合,使得PLC完成了面向模擬量的過程控制功能,有效提高了控制系統的穩定性和可靠性。
關鍵字:PLC; DCS;順序控制;過程控制;PID算法
中圖分類號:TP273
文獻標識碼:A
1 引言
PLC(可編程邏輯控制器)以其優越的性能被廣泛應用于工業控制領域中。在工業控制中PLC主要針對離散控制變量進行順序控制,而面向模擬變量的復雜回路控制主要由基于計算機技術的集散控制系統(DCS)完成[1]。但是DCS在實際部署和使用中存在難以克服的缺點,主要表現在一次性投入太高、維護費用高,硬件和軟件相對封閉,且通信協議兼容性差,容易形成了信息孤島,此外DCS的暈可靠性受制于器硬件的配置,因此在相同價格基礎上DCS的穩定性大大低于PLCc2-3]。
由于DCS在工業控制中存在的使用局限性,使得針對基于PLC的自動控制系統的研究日益深入,在PLC中集成DCS的自動控制系統成為發展趨勢[4-5]。隨著技術的發展,PLC已經具有PID回路控制的功能,并提供模擬量輸入和輸出的模塊,一些PLC在PID控制模塊,甚至還發展了“超前滯后”“模糊控制”等控制算法,這使得基于PLC的閉環控制和過程控制已經具備可靠的技術基礎[6]。
針對上述問題,本文提出一種PLC梯形圖內嵌入組態算法的自動控制系統總體框架。該控制系統基于數字量處理的邏輯控制和模擬量的過程控制的有機結合,在傳統梯形圖PLC程序中融入PID邏輯控制算法,通過對回路控制測量的設計和配置,并在組態軟件的支持下,最終實現基于PLC的自動控制系統,有效提升自動控制系統的可靠性和穩定性。
2 基于PLC的控制系統的設計與配置
2.1 總體架構
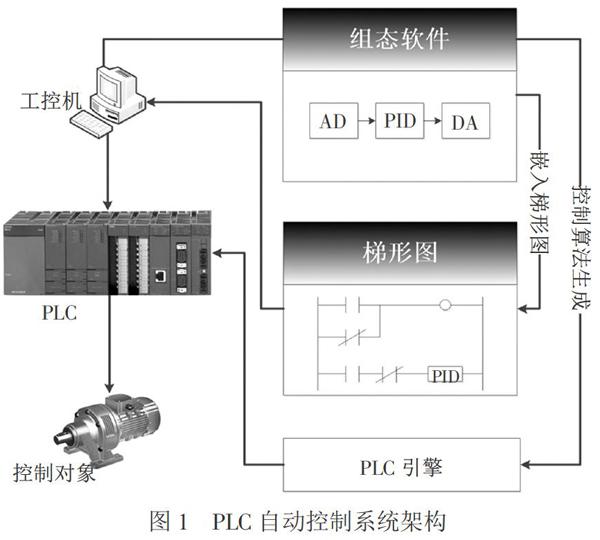
基于順序控制和回路控制的獨立PLC自動控制系統總體框架如圖1示[7-8]。
由圖1知,PID控制算法是以功能模塊的形式在梯形圖被調用,而實現控制算法和順序控制有機結合的是PLC控制引擎。PLC控制引擎實現由組態軟件生成的梯形圖控制程序向PLC可執行代碼的解釋。
2.2 梯形圖系統設計與配置
傳統梯形圖在圖形化PLC編程平臺完成設計,而回路控制算法在組態軟件中完成組態配置[9-10]。隨著PLC技術的發展,PLC圖形化編程平臺已經能夠提供類似PID控制算法模塊的拖放式操作,以便在梯形圖中以圖形元素形式完成控制算法的設計和配置[11]。具有回路控制功能的梯形圖完成設計后,解釋成成操作指令,然后再編譯成PLC可執行的文件下載到PLC設備中進行調試和運行。
2.3 過程控制的組態與配置
過程控制的組態就是把根據控制系統的設計要求對可完成具體控制算法程序的功能模塊進行調用實現一個完整的回路過程控制[12-14]。針對控制模塊采用圖形與命令相結合的方式,完成具體控制元素的輸入輸出端口、算法參數等具體實現細節的配置。
過程控制組態流程包括控制模塊調用,控制模塊定序和控制參數的設置三步。控制模塊調用是從從基本控制模塊庫中選擇所用的控制模塊。控制模塊定序是通過各個控制模塊輸入和輸出關系的設定完成控制回路的設計。控制參數設置是對各個控制模塊的算法參數進行設置,這些參數包括比例系數,積分時間、微分時間、滯后時間等。完成過程控制組態后,進行程序編譯,生成目標代碼。過程控制的組態與配置流程如圖2示[15]。
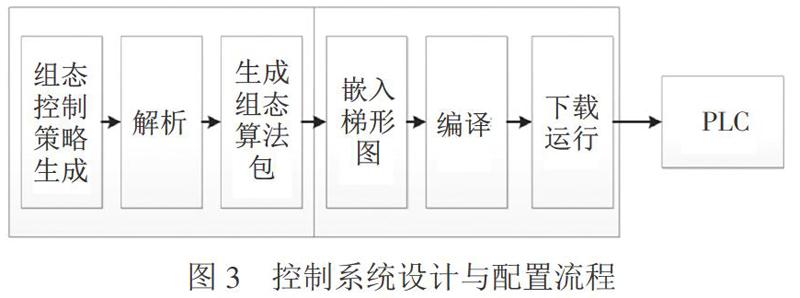
2.4 總體設計與配置流程
基于回路控制的梯形圖首先完成回路控制的組態,隨后生成梯形圖,具體實現步驟如圖3示[16-17]。
3 控制算法的組態分析
3.1 控制算法的組態識別
基于圖形化的回路控制對用戶非常直觀,能夠容易不同控制策略以及控制回路的不同組態。但對PLC而言,顯然需要采用有效讀取模式,對控制策略進行組態識別。基于雙堆棧的方式能夠有效實現對過程控制策略的識別。
對控制模塊自輸出節點依次向前逆向遍歷。下面以單輸出與單輸入控制模塊為例,說明具體識別過程。
第一步是確定組態圖中無輸出屬性的輸出模塊,建立主、從兩個堆棧,。將確定的輸出模塊壓入從堆棧。
第二步從堆棧中彈出一個輸出模塊,并將該輸出模塊壓入主堆棧中,此時主堆棧中的棧頂模塊為當前操作模塊。
第三步將當前操作模塊的輸入端口所連接的輸入模塊壓入從堆棧。如當前端口為輸入模塊,則跳轉下一步,如不是輸入模塊,則分析其他輸入端口,直到完成所有端口的分析為止。
第四步對從堆棧中是否還有模塊進行最后檢查。如果從堆棧中沒有模塊則過程結束,此時的主堆棧就是控制模塊的組態序列。如果從堆棧還有沒有彈出的控制模塊,則將其壓入主堆棧中,并設為當前操作模塊并跳轉上一步繼續識別。
3.2 控制算法的數據分析
DCS控制系統的采集數據大多存儲在實時數據庫中,以便相關信息系統進行數據處理操作。但是基于PLC的自動控制系統在運行的過程中,通常只操作PLC的輸入輸出區數據,因此采用數據庫存儲數據顯然造成了資源的浪費。采用數據庫進行數據儲存難以保證PLC對系統實時性的嚴苛要求。
由此本文采用數據棧這種數據結構來實現對PLC功能塊數據的存儲。具體數據存儲操作包括以下流程:
(1)輸入數據壓入數據棧。壓入的數據個數與輸入點數一一對應。當輸入數據為空時,也要把NULL值壓入對應的位置。
(2)輸出數據彈出數據棧。彈出棧的數據個數與輸出點數相對應。當輸出數據為空時,也要進行NULL數據的彈出棧操作,以保證棧內數據與輸出點位順序的一致。
(3)數據入棧時按順序入棧,數據出棧時按逆序進行變量賦值。在控制算法指令實現中,也要以及數據出入棧的順序進行操作。
4 應用實例
4.1 應用環境
對異步電機的同步控制是工業控制常見場景。由于現場環境惡劣,基于工控機的控制系統存在故障率高、抗干擾差的問題。本文采用歐姆龍C200HE型PLC作為控制器,基于PLC內嵌的PID算法模塊,構建電機的閉環控制系統。應用控制系統框圖如圖4所示。
閉環控制系統的控制精度取決于測量精度,因此上圖中的采用精度較高的高速計數模塊作為電機的速度測量裝置。高速計數模塊的計數模式可采用門控方式,當控制輸入IN為高電平時,開始對脈沖計數;當IN變成低電平時,計數器值被保留,直到IN再次變為高電平,計數器從零開始重新計數。
4.2 程序實現與應用分析
在程序實現時,應在進入中斷服務程序后,首先把IN置為低電平,讀取計數值,然后置位IN為高電平以觸發脈沖計數。PLC程序在掃描周期的最后集中刷新數字量I/O口,因此此時需要立即執行IORF指令以實現對數字量110的刷新,以使輸入口IN立即有效。程序框架如圖5所示。
設定的速度由人機界面輸入。當設定速度由0提高至2500轉,電機的速度響應曲線如圖6示。
PLC高速計數模塊測量電機實際速度的負反饋,輸入比例積分(PD控制模塊,計算得出的速度控制信號由RS-485輸出值變頻器,從而達到調節電機轉速的目的。由圖6看出,速度響應時間為0.02s,振蕩幅度很小,可以忽略不計,穩態速度能夠保持在2500轉。由此可以看出基于PLC的閉環控制系統能夠完成過程控制的功能。經過現場長時間試運行表明,基于PLC的系統具運行穩定,抗干擾性能優異的特點。
5 結語
針對傳統DCS控制存在的可靠性差的問題,基于對在梯形圖程序中融入回路控制算法的思路,提出基于PLC自動控制系統,并對該系統的系統架構、程序設計與配置以及控制算法的組態分析進行深入研究,最后在實例中成功應用了具有閉環控制功能的PLC自動控制系統。通過對應用實例的表明基于PLC的自動控制系統運行穩定,能夠提高較好的控制性能。
參考文獻
[1]趙粉榮.基于PLC的數控組合機床的控制系統設計U].自動化與儀器儀表,2017,㈣:117-119.
[2]李寧,盧子廣,羅啟平.鍍鉻槽液溫度自動控制系統研究[J],電鍍與精飾,2017,39 (08):25-28.
[3]孫永芳.基于自動生產線上PLC的模塊化設計U].自動化與儀器儀表,2017,(07):87-88.
[4]張秋雁,徐宏偉,周克,等.LabVIEW在PLC功耗高精度動態測量中的應用[J].電測與儀表,2017,54 (13):115-119.
[5]劉小春.基于PLC的水箱水位PID控制系統設計[J].裝備制造技術,2017,(06):171-173.
[6]暴翔,何小剛.基于模糊PID控制器的等速采樣系統[J].煤炭技術,2017,36 (06):273-275.
[7]繆正成,倪曉春,金俠杰,等.基于PLC與步進電機的裝載機先導手柄閥測控系統開發[J].機床與液壓,2017,45 (08):159-162+176.
[8]劉水,王致杰,王海群,等.基于PLC的變頻恒壓供水系統[J].信息技術,2017,(04):57-60.
[9]王軍華.單神經元PID控制器在PLC中的實現[J].自動化應用,2017,(04):59-60.
[1O]汪晟杰,王宇恒,王博.基于LabVIEW與三菱PLC通信在液壓控制中的應用[J].機械制造與自動化,2017,46 (02):171-173.
[11]王國榮,基于PLC的船艙內溫度自動控制方法研究U].艦船科學技術,2017,39 (06):108-110+113.
[12]陳進,施海濤,李橋,基于PLC的船舶壓載艙監控系統設計[J].自動化儀表,2016,38 (03):30-32+36.
[13]潘蓮輝,張美義,甘桂裕,等.模糊自整定PID控制方案在自動加藥系統中的應用[J].化工自動化及儀表,2017,44 (03):262-266.
[14]李文宇,王延軍,高飛,等.滯后系統的一種改進PID控制方法[J].自動化與儀器儀表,2015,(O1):19-21.
[15]黃從智,杜斌,鄭青.基于PLC的線性自抗擾控制算法設計與實現[J].控制工程,2015.24 (O1):171-177.
[16]鄧潔清,袁宇波.基于PLC模塊的變電站自動化測試仿真系統的實現及應用[J].電力系統保護與控制,2013,37 (24):157-160.
[17]閔瑩,經亞枝.軌道交通通用I/O裝置的研制[J].儀器儀表用戶,2013,(06):31-33.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
