淺談水電工程銅止水熔焊技術的研究
2018-04-15 08:04:04劉和平桑文斌
商品與質量 2018年50期
劉和平 桑文斌
中國水利水電第五工程局有限公司第一水工機械廠 四川廣元 628003
目前,國內銅止水帶采用的連接方式主要是火焰焊或氬弧焊連接。火焰焊原理就是利用氣體燃燒時產生的高溫,使母材和焊條同時熔化并連接在一起。氬弧焊原理就是利用焊接設備使母材與焊絲之間產生電弧,使母材和焊絲同時熔化并連接在一起,由于電弧溫度比火焰溫度高得多,采用氬氣隔絕空氣氧化進行保護。這兩種方法在工廠生產作業時非常方便、實用,但用于水利水電工程混凝土現場施工卻有諸多弊端[1]。
其一,兩種焊接設備都較笨重,并要隨連接接頭位置變化而移動,操作十分不便,效率低下,當在混凝土大壩斜面上操作時,情況更為明顯。
其二,由于銅止水帶截面結構包括U型槽,焊接困難,對焊工的操作技能要求較高,易造成焊縫未焊透、裂紋、沙眼、焊穿等缺陷,另外受現場位置限制,甚至出現無法進行焊接的情況,銅止水帶接頭的焊接質量必然受到影響。
1 研究目的
根據銅止水帶現場對接焊接存在的問題,研究開發一種銅止水新型焊接技術——銅止水熔焊技術,主要涉及銅止水校正器校正、銅鋁熱焊劑引燃、銅止水帶放熱反應模具成型及成熟的熔接工藝操作,解決該滲漏問題,確保工程施工質量。
2 重點解決技術問題
(1)銅止水校正器,主要是消除銅止水帶首、尾端部成型尺寸誤差大和對模具U型槽擠壓破壞。
(2)銅止水熔接裝置,主要是解決在不同方位情況下,模具結構盡可能滿足重量輕、體積小、腔體焊劑使用少,方便攜帶、操作等特點以及熔接模具材料的選用。
(3)銅止水熔焊工藝,主要是鋁熱焊劑試制,合理確定鋁粉的純度、活性度、粒度,氧化銅粉末的氧化度、粒度,其他合金添加物的粒度,以及他們的混合比例,解決熔融焊液的流動性、溫度及脫渣能力,從而避免熔接接頭出現裂紋、沙眼、焊穿、氣密性差、滲漏、松脫等缺陷。
3 研究實施路線
銅止水接頭校正→銅止水接頭安裝到熔接裝置/銅止水接頭、熔接裝置加熱去濕→鋁熱焊劑加裝→點火反應焊縫成型→打磨→銅止水熔接完成
4 實施情況
4.1 銅止水校正器校正
銅止水校正器,由連接滑動螺桿、固定上支架、活動螺桿、六方扳手、活動支架、固定下支架、上壓模、下壓模等15個零部件組成(如圖1)。通過旋轉活動螺桿上的六方扳手,實現六方扳手帶動活動螺桿在固定上支架的螺紋套內旋轉并作上下運動,通過半連接法蘭的連接,實現活動支架及上壓模隨同活動螺桿沿連接滑動螺桿作上下運動,對銅止水端部接頭部位進行校正,以減小銅止水與模具之間的間隙,確保石墨模具U型槽不受銅止水擠壓破壞,實現擠壓校正銅止水帶功能。
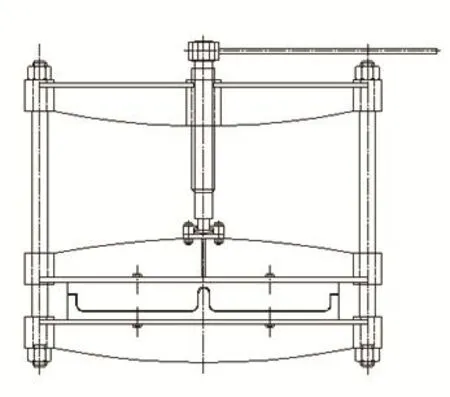
圖1 銅止水校正器主視圖
4.2 銅止水熔接裝置內熔焊
將銅止水校正器校正好的銅止水端頭放入熔接模具內,先利用瓦斯罐對反應腔體、熔接腔上模、熔接腔下模及銅止水帶進行預熱除濕,再加入按一定比例配置好的鋁熱焊劑裝入反應腔,以引火方式將銅鋁熱焊劑引燃,使其產生氧化還原放熱反應,生成溫度高達2000℃以上的高溫銅液,高溫銅液經流道進入并充填熔接腔,使已預裝好的銅止水帶端部熔化,焊接接頭以金屬鍵形式連接,冷卻凝固后將銅止水帶接頭兩端熔接在一起(如圖2),最終形成氣密性好,無滲漏,不松脫,成型質量好(無裂紋、沙眼、焊穿等缺陷)的對接接頭(如圖3),完成銅止水帶熔融對接焊。

圖2 銅止水帶熔焊裝置截面及工作示意圖

圖3 熔焊樣品正、背面

(1)連接點以分子熔融形式結合,是永久性的,強度高,不會松脫,密封性好。
(2)焊接接頭為純度高達97%的金屬銅,化學性質穩定,在高溫和低溫的條件下表現也很穩定,耐腐蝕性強。
(3)鋁熱焊劑,作為新型材料,具有良好的流動性,反應釋放的熱量足,形成的焊縫內部缺陷少。
(4)焊接結果質量穩定,無污染,對人體無害,施工風險小。
(5)操作簡便、安全,適用于室內野外各種環境。
5 結語
銅止水熔焊技術目前處于研制完成階段,由于現場情況如空氣濕度、環境位置等因素的影響,實際現場應用還需要進一步優化完善。銅止水熔焊這一新型技術,是對銅止水對接接頭焊接方法的一次革命性創新,有效提高了銅止水對接接頭焊接質量,基本解決了以往方法存在的水電工程中混泥土銅止水防滲施工質量差的問題。
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生物醫學工程學報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24