YB48硬盒包裝機(jī)煙組成型部件的改進(jìn)
2018-04-15 11:41:42趙海鵬李治海耿昌樂(lè)
商品與質(zhì)量 2018年41期
趙海鵬 李治海 耿昌樂(lè)
山東中煙工業(yè)有限責(zé)任公司濟(jì)南卷煙廠 山東濟(jì)南 250100
ZB48型硬盒硬條包裝機(jī)組是由德國(guó)FOCKE公司引進(jìn)FC800包裝機(jī)組的全套技術(shù),經(jīng)消化吸收后國(guó)產(chǎn)化的卷煙包裝設(shè)備,該設(shè)備采用雙通道設(shè)計(jì),生產(chǎn)速度可高達(dá)800包/分鐘,代表著國(guó)際尖端卷煙設(shè)備技術(shù)水平。ZB48包裝機(jī)雖有其優(yōu)點(diǎn)但在實(shí)際應(yīng)用中存在許多不足,在實(shí)際生產(chǎn)過(guò)程中,通過(guò)煙包質(zhì)量檢驗(yàn)發(fā)現(xiàn)存在煙支排列不規(guī)范、外側(cè)煙支褶皺以及鋁包包裝不方正的問(wèn)題,一直沒(méi)有找到好的解決辦法。
1 YB48包裝機(jī)煙組成型的工藝流程及工作原理
1.1 YB48包裝機(jī)煙組成型的工藝流程
煙支推進(jìn)器分別將4組每組7個(gè)下煙道底部20支煙推出,經(jīng)過(guò)成型導(dǎo)軌整理后,成7-6-7排列進(jìn)入煙支轉(zhuǎn)塔,煙支轉(zhuǎn)塔為七等邊,每個(gè)邊上有兩個(gè)模盒,每次旋轉(zhuǎn)一個(gè)工位(360°/7)停頓一次,這時(shí)煙支端部檢測(cè)器對(duì)煙支進(jìn)行檢測(cè),同時(shí)在煙支轉(zhuǎn)塔底部工位兩個(gè)模盒內(nèi)的煙組,將被雙排凸耳推出輸送到下一工序。
1.2 YB48包裝機(jī)煙支成型工作原理
如圖1煙支推進(jìn)器(4)將松散的煙支組通過(guò)煙支導(dǎo)向槽(3)推入煙支轉(zhuǎn)塔(1)的模盒中,煙支組在控制擋板(2)下方推動(dòng),每次循環(huán)同時(shí)推入四個(gè)煙組,煙支轉(zhuǎn)塔從煙支料斗接受煙支組并將它們送入煙支組輸送通道的凸耳上,每個(gè)推送過(guò)程可同時(shí)接收四個(gè)煙支組,凸耳輸送鏈同時(shí)將兩路煙支組平行輸送,轉(zhuǎn)塔是間歇運(yùn)動(dòng),該間歇運(yùn)動(dòng)由主傳動(dòng)軸的連續(xù)旋轉(zhuǎn)傳給分度機(jī)構(gòu)而產(chǎn)生。
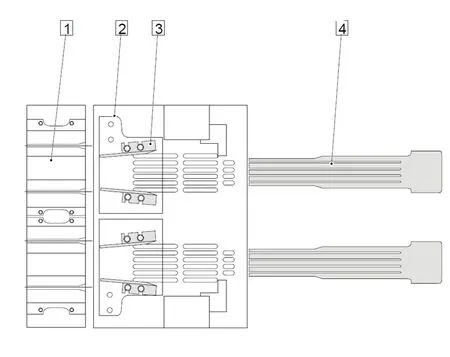
圖1 煙支輸送通道
2 煙組成型存在的問(wèn)題及分析
2.1 故障現(xiàn)象
在實(shí)際生產(chǎn)過(guò)程中,煙支在煙道底部被推出,經(jīng)過(guò)成型導(dǎo)軌直接進(jìn)入煙支轉(zhuǎn)塔,整個(gè)動(dòng)作快速完成了邊推送邊成型的過(guò)程,車速在大于400包/分時(shí)出現(xiàn)下圖所示煙支7-6-7排列不規(guī)范、外側(cè)煙支褶皺的問(wèn)題,不合格煙包經(jīng)之后的包裝過(guò)程形成了鋁包不方正的次品煙包,速度越高不合格的煙包越多,當(dāng)速度大于700包/分鐘時(shí),次品煙達(dá)到30%,這些質(zhì)量缺陷屬于嚴(yán)重質(zhì)量缺陷,生產(chǎn)的成品煙無(wú)法流通市場(chǎng),大大增加了物耗。
2.2 原因分析
煙支排列不規(guī)范主要煙支轉(zhuǎn)塔和成型導(dǎo)軌零件設(shè)計(jì)結(jié)構(gòu)不合理引起,煙支在煙道底部排列成為四組,每組三排每排7支的煙組,推煙器將煙組向煙支轉(zhuǎn)塔推入時(shí)擋塊會(huì)將中間一排側(cè)邊的煙支留下,初步生成7-6-7排列的煙組
如圖2所示煙組進(jìn)入成型倉(cāng),依靠成型導(dǎo)軌將中間一排的煙支向中間逼近形成標(biāo)準(zhǔn)7-6-7排列的煙組,而ZB48煙支成型導(dǎo)軌在煙支進(jìn)入成型倉(cāng)時(shí)并沒(méi)有及時(shí)將煙支向中間逼近到位,在高速推送下很容易出現(xiàn)沒(méi)有完全成型就進(jìn)入煙支轉(zhuǎn)塔的煙組,從而使煙組7-6-7排列不標(biāo)準(zhǔn),以及外側(cè)煙支褶皺。
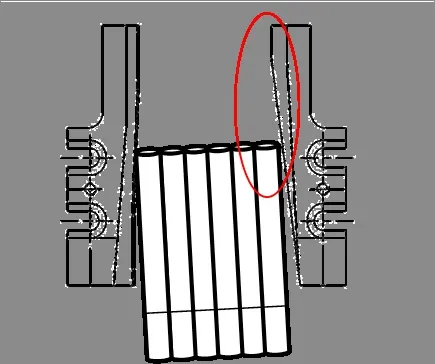
圖2 煙組成型
煙支在煙道底部被推出,經(jīng)過(guò)成型導(dǎo)軌直接進(jìn)入煙支轉(zhuǎn)塔,整個(gè)動(dòng)作快速完成了邊推送邊成型的過(guò)程,煙組進(jìn)入煙支轉(zhuǎn)塔后,模盒對(duì)煙支的擠壓力度不易松也不易緊,模盒寬度方向應(yīng)有微量壓縮,保證煙組在模盒內(nèi)的形狀不發(fā)生變化,高度方向要有膨脹空間,保證煙支在推送煙支時(shí)不損傷煙頭,而目前模盒對(duì)煙支的壓力過(guò)小沒(méi)有壓縮量。
經(jīng)過(guò)原因分析最終確定問(wèn)題的關(guān)鍵部位在成型倉(cāng)成型導(dǎo)軌的尺寸結(jié)構(gòu)和煙支轉(zhuǎn)塔模盒內(nèi)腔尺寸。
3 改進(jìn)方法
3.1 成型導(dǎo)軌的改進(jìn)
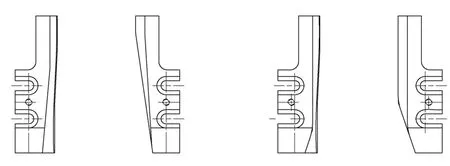
上圖左邊一對(duì)為成型導(dǎo)軌原設(shè)計(jì)圖,右邊一對(duì)為改進(jìn)設(shè)計(jì)圖,成型導(dǎo)軌負(fù)責(zé)煙組的排列成型。從左邊的圖可以看到,過(guò)渡區(qū)比較長(zhǎng),煙支在導(dǎo)軌內(nèi)屬于半成型狀態(tài),在快速推送情況下,很容易出現(xiàn)未排列好的煙支進(jìn)入煙支轉(zhuǎn)塔,不利于煙組的成型,于是將成型導(dǎo)軌過(guò)渡區(qū)改短(右側(cè)圖),煙支從下煙道底部推出,在導(dǎo)軌內(nèi)中間排的煙支可以快速的向中間靠攏,有利于煙組的成型。
3.2 煙支轉(zhuǎn)塔模盒的改進(jìn)

上圖是煙支轉(zhuǎn)塔的模盒內(nèi)腔尺寸圖,左邊為原設(shè)計(jì)圖,右邊為改進(jìn)設(shè)計(jì)圖,煙支轉(zhuǎn)塔的模盒內(nèi)腔尺寸是隨煙支直徑等比例變化的,所以ZB48煙支轉(zhuǎn)塔模盒內(nèi)腔尺寸應(yīng)該按照煙支直徑重新計(jì)算,濟(jì)南煙廠的煙支直徑為7.70MM,上下兩排為7支煙,理論寬度為53.9MM,ZB48塔模盒內(nèi)腔寬度尺寸是54.1MM,煙組寬度尺寸比較松動(dòng)排列不緊湊,將尺寸改為53.7MM,讓煙組寬度出現(xiàn)微量壓縮0.2MM,保證寬度方向的緊湊性,也便于空頭/濾嘴檢測(cè)的準(zhǔn)確定位;ZB48塔模盒內(nèi)腔高度尺寸21.1,煙組理論高度是21.03679MM,模盒內(nèi)煙組不易松也不易緊,有壓縮量就要有膨脹空間,所以將寬度壓縮0.2MM轉(zhuǎn)移到高度尺寸上變?yōu)?1.3MM,其它尺寸變動(dòng)是為了推送煙支時(shí)不損傷煙頭,這樣尺寸改動(dòng)后煙組在模盒內(nèi)松緊適中,便于最終成型效,保證煙組在模盒中定位準(zhǔn)確。
3.3 方案實(shí)施及效果驗(yàn)證
根據(jù)相關(guān)的技術(shù)資料,對(duì)成型導(dǎo)軌和煙支轉(zhuǎn)塔模盒進(jìn)行了現(xiàn)場(chǎng)測(cè)繪后,對(duì)該部位的結(jié)構(gòu)以及相對(duì)空間進(jìn)行了認(rèn)真地分析,并將各項(xiàng)測(cè)量數(shù)據(jù)進(jìn)行了匯總,設(shè)計(jì)改進(jìn)后的圖紙并成功實(shí)施,方案實(shí)施后,操作人員在車速達(dá)到800包/分鐘時(shí)連續(xù)5個(gè)班次,每班次抽取100盒檢查產(chǎn)品質(zhì)量情況,產(chǎn)品全部合格。
4 結(jié)語(yǔ)
通過(guò)此次創(chuàng)新成果的完成,降低材料消耗,并解決嚴(yán)重影響產(chǎn)品質(zhì)量的隱患,使車速達(dá)到800包/分鐘時(shí)煙組7-6-7排列成型的標(biāo)準(zhǔn)以及煙支在輸送過(guò)程無(wú)損傷,這對(duì)提高國(guó)產(chǎn)煙機(jī)技術(shù)自主創(chuàng)新能力和技術(shù)水平及市場(chǎng)競(jìng)爭(zhēng)力具有重要意義。
