淺析非標準件的加工工藝
2018-04-15 06:45:28程恒超
商品與質量 2018年46期
程恒超
桂林理工大學商學院 廣西桂林 541000
具體來講,不定型、不成系列、不標準的金屬結構件為非標準件,其一般由客戶實際需求來決定,并沒有統一的標準規格和加工流程,因此,加工難度較大。在加工實踐中,要緊密結合非標準件的特點,選擇合理的加工工藝,結合加工經驗,優化加工技術,提升非標準件的加工水平。
1 非標準件的特點
首先,非標準件一般具有較大的外形尺寸,且不具備規則的形狀,工藝布置會直接決定到非標準件的大小、長短與外形輪廓。其次,具有十分簡單的結構,溜子、管子等是重要的非標準件,其通常用來搭建過渡通道,保證能夠順暢的通過物料或氣體,動力運轉機構不需要設置,構造復雜度較小。非標準件具有多樣化的形式和類型,但薄壁構件占據了較大的比例,一般將軋制鋼材作為主要用料,焊接結構經常應用。也有部分非標準件將鉚接結構應用過來,其具有較少的機械加工零件,加工工藝并不復雜。再次,結構粗糙,不需要精細加工。一般來講,非標準件用于連接設備,不需要運轉,那么對其結構精度要求不高,且允許有誤差存在于設備安裝中。圖紙一般不會對尺寸偏差要求進行標注,但是需要按照8-9級精度范圍來控制制作精度。且對其強度要求也沒有充分強調,但是要對其剛性、耐磨性充分重視。一般情況下,非標準件不需要對過大的負荷進行承載,那么就不需要計算其強度。部分標準具有較大的荷重,需要對其剛性嚴格控制,避免在荷重作用有變形問題出現,進而對設備的正常運行造成不利影響。最后,在非標準件安裝方面,通常是完成了其他設備的安裝之后,方才會安裝非標準件,那么非標準件身上就會集中反映其他的各種施工誤差,包括設備制造誤差、設備安裝誤差等等。
2 非標準件的設計原則
非標準件設計實踐中,相關設計人員需要將機械設備的運行特點、安裝使用需求充分納入考慮范圍,保證設計出來的非標準件產品與工藝要求所符合,同時可靠性較強。現階段,出現了較多的非標準件設計依據,具有差異化的內容、深度和型式,需要結合實際需求,科學選擇。
2.1 功能性
功能是產品最主要的特征,要充分結合功能來設計型式,在非標準件設計中,需要將功能的實現作為首先考慮內容。
2.2 材料選用
一般情況下,將鋼板作為非標準件的材料,利用槽鋼、工字鋼、角鋼等材料來制作支架類的非標準件。在設計非標準件的過程中,需要統一選材,如果沒有特殊要求,一般不需要使用特殊品種規格的材料,以便促使現場加工難度得到降低。要合理選擇材料,控制成本,避免為了增強其可靠性,而對厚度隨意增加,否則非標準件的制作成本就會大大增加。
3 非標準件的加工工藝
本文以薄件精加工、不銹鋼環形零件加工為例,分析非標準件的加工工藝。
3.1 薄件的精加工工藝
需要加工的薄件如下圖所示:
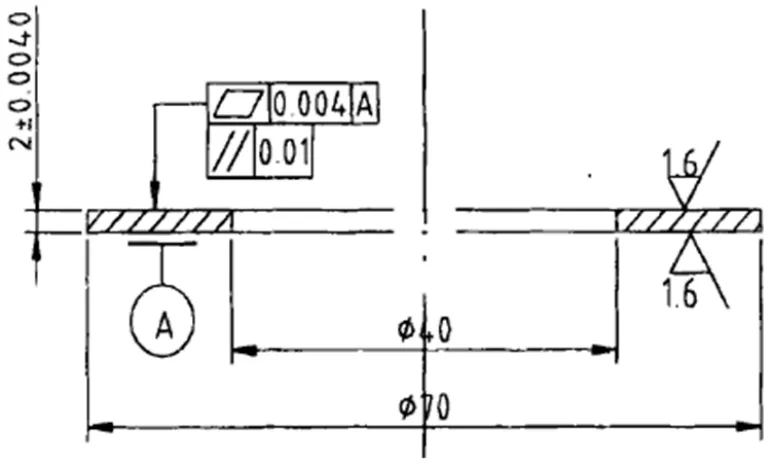
其要求兩個平面具有較高的平面度和平行度,常規加工方法的精度無法滿足圖紙要求,那么就可以將磨削加工法運用過來。主要原因是首先要淬火處理方可以進行加工,這樣就會出現較大的變形問題,即便進行調平處理,與圖紙要求也無法完全符合,具有較高的廢品率。針對這種情況,就可以采取這樣的加工工藝:首先,反復調平淬完火的工件,最大程度減小變形程度,然后利用萬能膠在磨平的平板上粘貼工件。常溫環境下,且沒有外力因素影響,經過15個小時左右,即可完全固化萬能膠,在平面磨上進行加工,促使有基準面形成。之后加熱平板,溫度控制在90攝氏度左右,進行一段時間的保溫之后,將工件取下。通過基準面定位處理,將常規磨削加工方法運用過來,這樣加工的平面度、平行度即可符合圖紙要求。在磨削加工實踐中,首先要對砂輪的砂料合理選擇,保證其具有較低的硬度和較粗的粒度,且要經常修整砂輪,促使其鋒利程度符合要求。在加工時間中,需要對垂直進給量、橫向進給量嚴格控制,保持在較小的范圍,要采取針對性的冷卻處理措施,避免溫度過高而影響到萬能膠的性能。
3.2 不銹鋼環形零件的加工工藝
環形零件也是重要的非標準件類型,目前通常將自由鍛造、胎膜鍛工藝運用于生產當中,以便促使生產要求得到符合。但是實踐研究表明,本種方法具有較大的誤差和加工余量,會嚴重浪費材料。那么就可以將碾環機運用過來,節約材料,且具有較好的同心度。首先,合理控制鍛造溫度。不銹鋼具有較高的強度,需要將較大的碾壓力運用過來,如果溫度過低的話,就會影響到碾壓尺寸。通常情況下,可以將鍛造溫度控制在1000攝氏度左右,這樣成型便捷,且設備碾壓過程中的受力狀態也可以得到有效緩解。其次,按照1.5-3的標準控制碾壓比。
4 結語
綜上所述,非標準件的加工難度較大,加工工藝的選擇直接決定到非標準件的加工質量。那么,就需要結合非標準件的加工需求,合理選擇加工工藝。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年11期)2018-08-04 03:26:08
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
消費者報道(2014年7期)2014-07-31 11:23:57
