P355NL1低合金鋼焊補后力學性能研究
2018-04-17 13:05:06董洪達倪寶成
電焊機 2018年3期
關(guān)鍵詞:焊縫
孫 佳,董洪達,倪寶成
(中車南京浦鎮(zhèn)車輛有限公司,江蘇 南京 210031)
0 前言
構(gòu)架焊接后,因焊縫缺陷存在引起的裂紋源在應(yīng)力集中的情況下,容易出現(xiàn)裂紋缺陷而導致結(jié)構(gòu)破壞[1-3]。直接報廢有焊接缺陷的構(gòu)架會增加成本,因此焊接缺陷修補工作顯得尤為重要。本研究采取合理的焊補工藝,通過分析焊補件顯微組織,測試其靜載強度、顯微硬度、沖擊韌性和疲勞性能,獲得可靠的實驗數(shù)據(jù),為工程實際應(yīng)用提供參考[4-5]。
1 試驗材料和方法
選用板厚12mm的P355NL1鋼,其化學成分和力學性能分別如表1、表2所示。

表1 P355NL1鋼的化學成分%
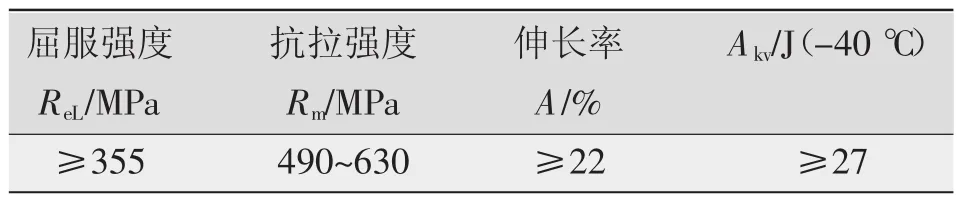
表2 P355NL1鋼的力學性能
構(gòu)架試驗板采用MAG焊,焊絲為符合ISO 14341標準的G4Si1。焊接工藝如圖1所示。
試板焊好后按GB2649規(guī)定取樣,使用電子顯微鏡觀察原始焊件和一次焊補件的焊縫區(qū)、熱影響區(qū)和母材。依據(jù)GB/T2651對原始焊件和一次焊補件進行拉伸試驗,依據(jù)GB/T2650對原始焊件和一次焊補件的母材、HAZ、焊縫進行沖擊試驗。使用維氏硬度計測定原始焊件和一次焊補件各層焊縫區(qū)、熔合線、粗晶區(qū)、細晶區(qū)和母材的硬度。依據(jù)GB/T13816對原始焊件和一次焊補件進行疲勞試驗。
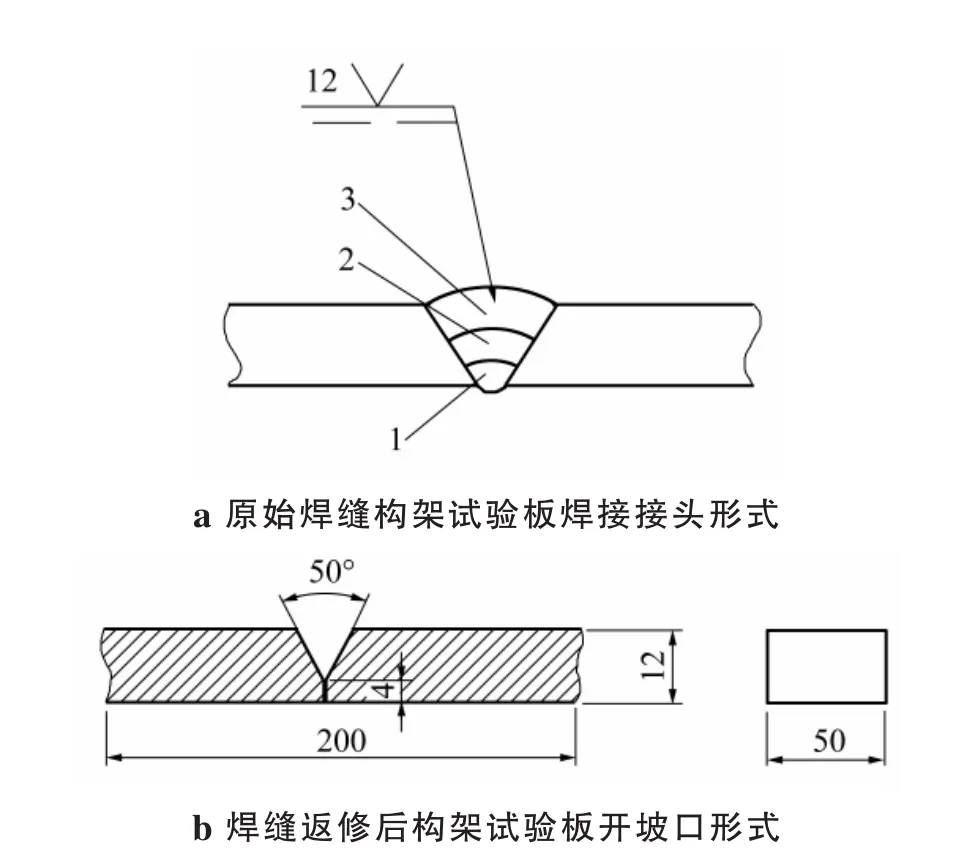
圖1 構(gòu)架試板焊接工藝
2 試驗結(jié)果和討論
2.1 顯微組織觀察
原始焊件金相試樣顯微組織如圖2所示,一次焊補件金相試樣顯微組織如圖3所示,其組織均為珠光體+鐵素體。焊補前后,試樣的母材組織無變化,從焊縫中心到母材,組織形態(tài)的變化情況為:柱狀晶區(qū)→粗晶區(qū)→細晶區(qū)→帶狀組織。焊縫由上層到下層晶粒尺寸逐漸減小。焊補后存在重疊的熱影響區(qū),相對于原始焊接接頭金相試樣,在焊縫與熱影響區(qū)的交界處多了一個粗晶區(qū)和一個細晶區(qū),上層焊縫尤為明顯。焊根處為焊補過程中始終保留的部分,相對原始焊件,一次焊補件焊根處晶粒明顯細化。
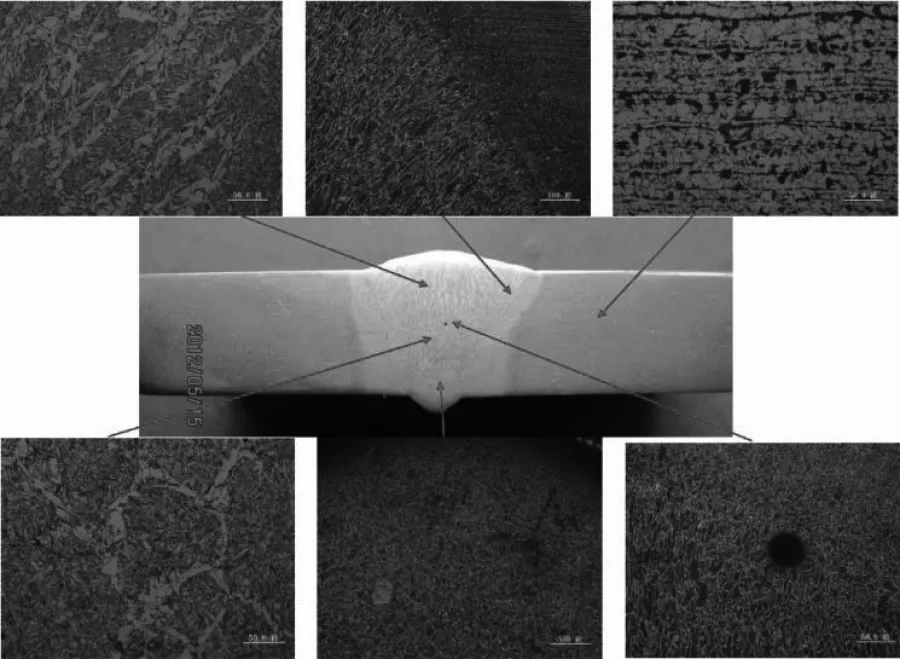
圖2 原始焊件金相試樣顯微組織
2.2 顯微硬度
原始焊件與一次焊補件顯微硬度對比如圖4所示。原始焊接接頭各層焊縫區(qū)硬度與一次焊補件相應(yīng)的區(qū)域硬度接近,硬度最高值出現(xiàn)在熱影響區(qū)的粗晶區(qū),且基本低于250 HV,一次焊補對焊件的硬度無明顯影響。
2.3 拉伸試驗
原始焊件拉伸試驗數(shù)據(jù)見表3,一次焊補件拉伸試驗數(shù)據(jù)見表4。原始焊件的平均屈服強度354.61 MPa,平均抗拉強度527.03 MPa;一次焊補件平均屈服強度348.23 MPa,平均抗拉強度為525.20 MPa。無論是原始焊件還是一次焊補件,均在母材處斷裂,說明焊接修補后若能保證焊接接頭的焊接質(zhì)量,焊補對焊接接頭的靜載強度沒有影響。
2.4 沖擊韌性試驗
原始焊件的沖擊試驗數(shù)據(jù)見表5。母材沖擊功平均值113.37 J,高于焊縫沖擊功平均值74.27 J,與熱影響區(qū)沖擊功平均值112.21 J相接近,所有沖擊試件均未斷裂。一次焊補件沖擊試驗數(shù)據(jù)見表6,母材沖擊功平均值119.47 J,高于焊縫沖擊功平均值92.20 J,與熱影響區(qū)沖擊功平均值109.31 J接近。與母材和熱影響區(qū)相比,焊縫沖擊功最低。焊縫的粗大柱狀晶是造成沖擊功較低的主要原因。一次焊補件的沖擊韌性較原始焊件有所提高,這是因為焊補對上一次殘余的焊接接頭部分起到熱處理作用,細化了晶粒,改善了組織分布,韌性得到提高。
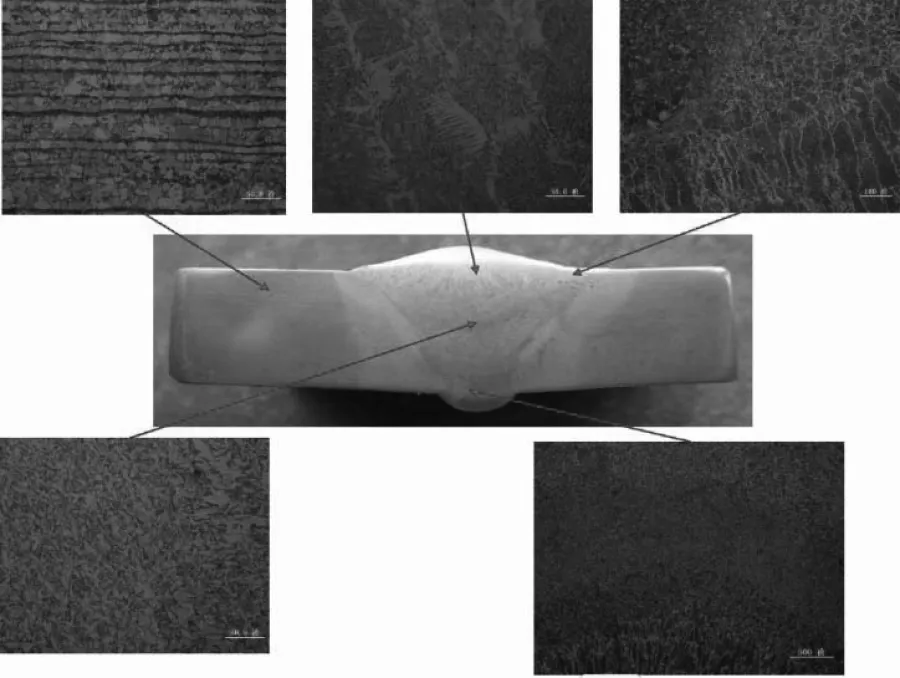
圖3 一次焊補件金相試樣顯微組織
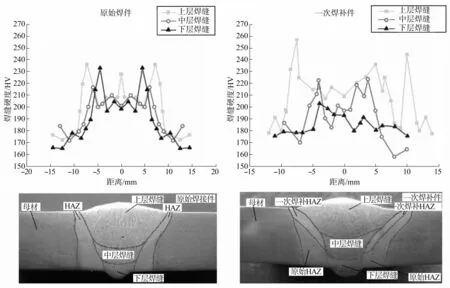
圖4 原始焊件與一次焊補件顯微硬度對比
2.5 疲勞強度試驗
原始焊件和一次焊補件的疲勞試驗數(shù)據(jù)如表7、表8所示。在循環(huán)周次1×107下,原始焊接接頭疲勞強度為154 MPa,且所有試樣全部斷裂于焊根處。一次焊補接頭高應(yīng)力水平下的疲勞性能與原始焊接接頭的疲勞性能相近,表現(xiàn)為在相同應(yīng)力水平下試樣斷裂時的循環(huán)次數(shù)相近,而低應(yīng)力水平下的疲勞性能優(yōu)于原始焊接接頭,循環(huán)周次1×107下的疲勞強度為170MPa。疲勞試驗頻率20Hz,應(yīng)力比R=0。
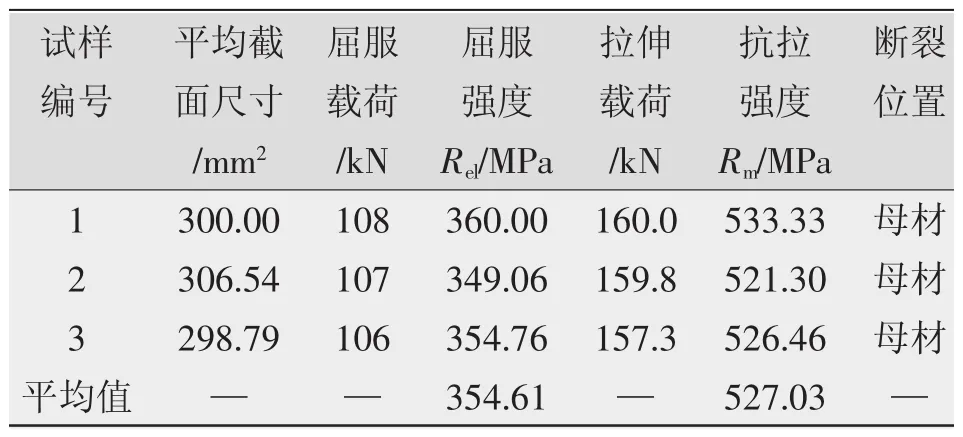
表3 原始焊件拉伸試驗數(shù)據(jù)

表4 一次焊補件拉伸試驗數(shù)據(jù)
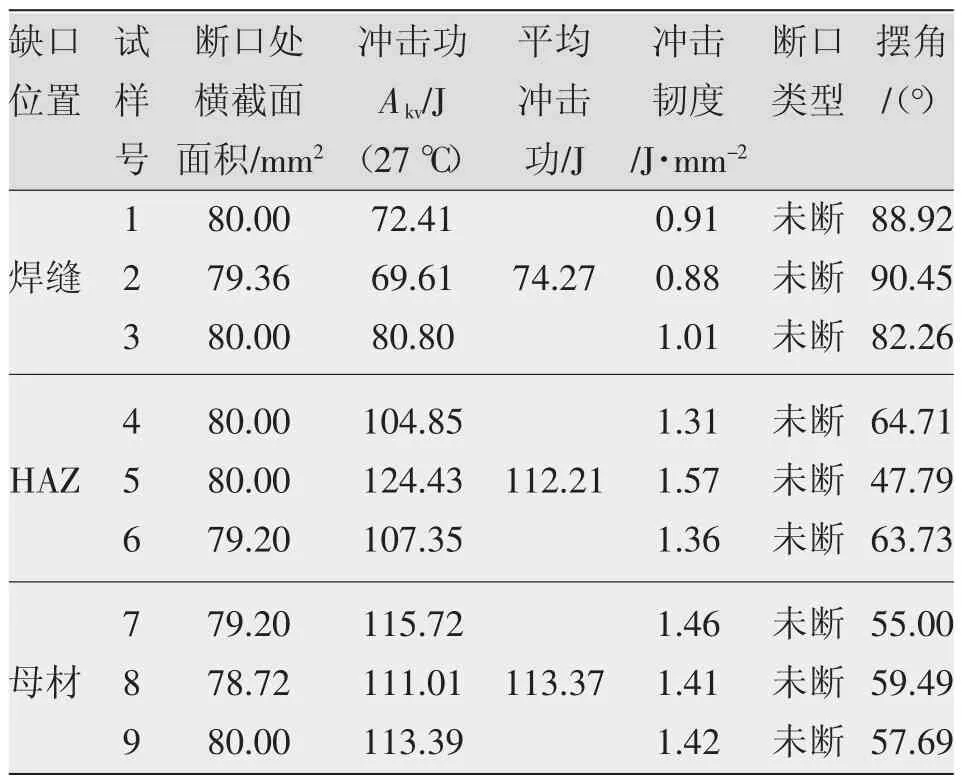
表5 原始焊件的沖擊試驗數(shù)據(jù)
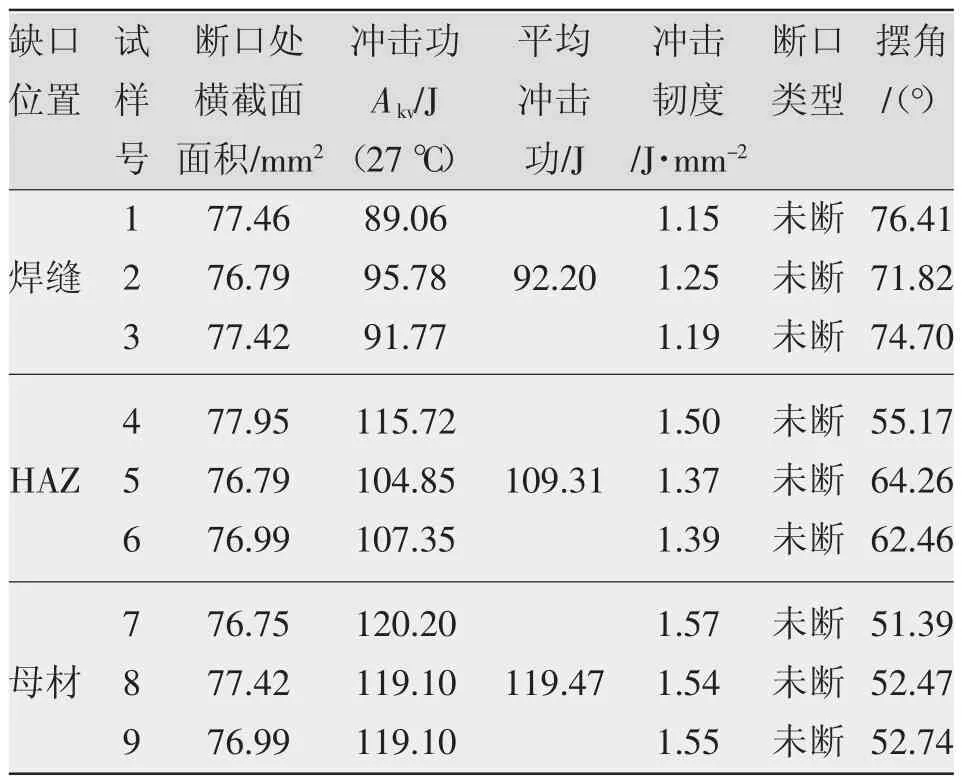
表6 一次焊補件沖擊試驗數(shù)據(jù)
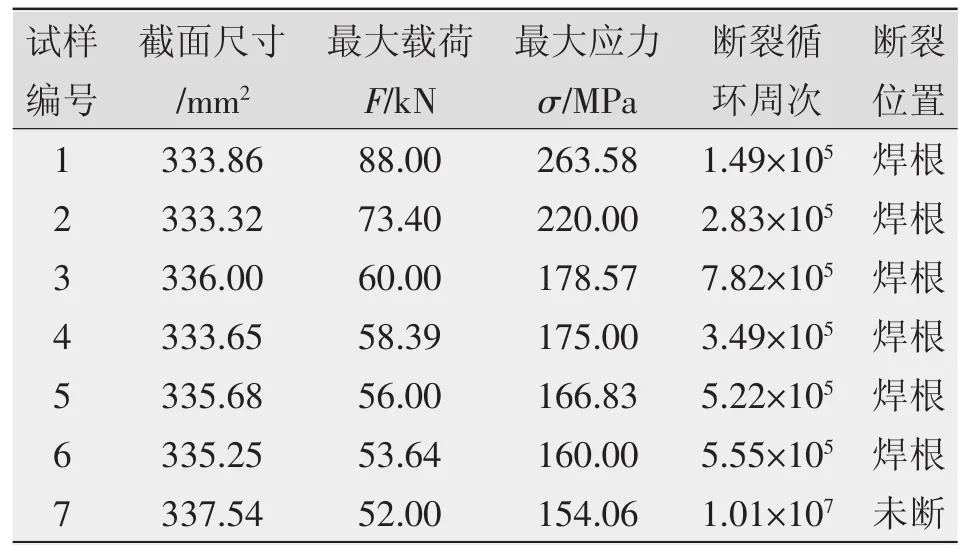
表7 原始焊件的疲勞試驗數(shù)據(jù)
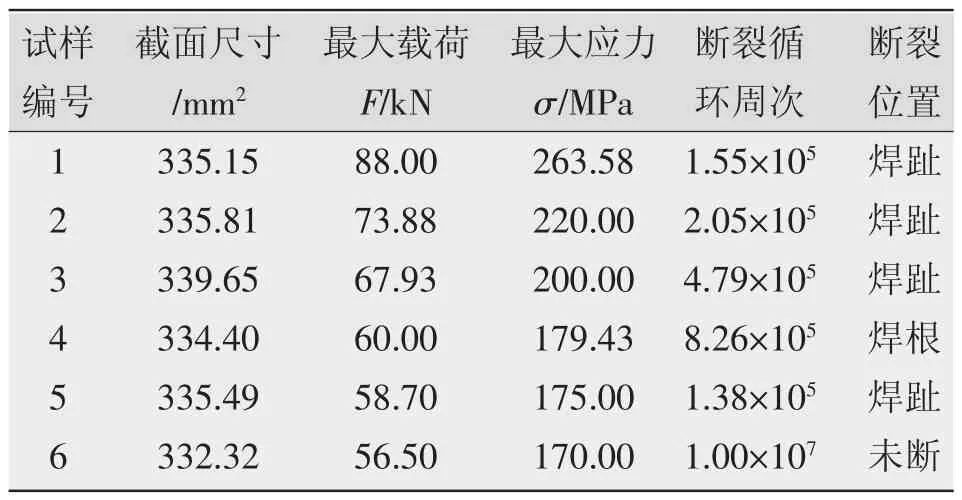
表8 一次焊補件的疲勞試驗數(shù)據(jù)
3 結(jié)論
(1)對比分析原始焊件與一次焊補件焊接接頭的顯微組織,焊接修補對接頭顯微組織無有害影響,還可細化保留的下層焊縫晶粒,對焊接接頭的強度和韌性有一定貢獻。
(2)顯微硬度測試結(jié)果表明,經(jīng)一次焊補后,焊縫硬度無明顯下降。
(3)由拉伸試驗結(jié)果可知,焊接構(gòu)件為高配接頭,拉伸斷裂均發(fā)生在母材。
(4)沖擊試驗和疲勞試驗結(jié)果表明,一次焊補件的沖擊韌性和疲勞強度較原始焊件略有提高。
參考文獻:
[1]葉洪巖,鄔平波.轉(zhuǎn)向架焊接構(gòu)架靜強度分析及疲勞強度評估[J].鐵道機車車輛工人:自然科學版,2011(2):23-28.
[2]趙建明,顧麗英.焊接轉(zhuǎn)向架焊接接頭疲勞性能的試驗[J].機車車輛工藝,2003(6):15-17.
[3]王浩,李天賜,張樂樂.焊接技術(shù)在金屬結(jié)構(gòu)修復中的應(yīng)用和發(fā)展狀況[J].焊接,2017(1):18-26.
[4]趙柏森.熱作模具鋼特性及焊接修復應(yīng)用現(xiàn)狀[J].熱加工工藝,2013,42(17):9-12.
[5]羅洪軍,徐林,黃小歐.中碳調(diào)質(zhì)鋼大型零部件焊接修復[J].熱噴涂技術(shù),2004,10(3):22-25.
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(shù)(2014年4期)2014-10-13 08:30:07
