淺談加工中心交換工作臺控制
2018-04-18 09:31:51,,
純堿工業 2018年2期
, ,
(青海發投堿業有限公司機修車間,青海 德令哈 817099)
1 加工中心介紹
1.1 研究背景及意義
加工中心其自動化程度高、工序集中,有立式和臥式之分,其中最為突出的是臥式加工中心,其主軸水平放置,大多數采用移動立柱結構,大多數都帶有回轉工作臺。加工中心帶有刀庫和自動換刀裝置,在加工工件時,工件通過一次裝夾就可以加工工件的多個表面或多個孔。
當加工中心機床進行批量加工時,工件裝卸的時間比較長,機床上的電氣控制的交換臺可以兩工作臺進行交換,可以在加工的同時進行裝夾,這樣就縮短了工件裝卸的時間,提高機床的利用率。因此,此項研究非常重要,它對提高機床的效率有著重要的意義和廣闊的發展前景。
1.2 國內外研究現狀
加工中心最初是在數控鏜銑床上增加了自動換刀裝置從而實現多種工序加工的機床。
近年來加工中心有很大的發展,有立、臥五軸聯動加工中心,用于航空零件的加工,汽車零件的加工,其加工中心柔性高,生產率高,精度高,主軸轉速高。
在國內,國產的數控機床有了很大的提高,和國外的同種產品相比較還是有很大的差距,在國內市場國產的數控機床的市場占有率很低。國產的平均無故障時間低,機床故障率高。
1.3 主要設計內容
通過對加工中心交換工作臺工作原理分析,設計選用PLC來實現加工中心交換工作臺控制。因此控制系統的設計主要完成硬件和軟件設計兩部分工作,包括PLC機型選擇、I/O分配以及梯形圖的設計。
2 加工中心交換工作臺工作過程及控制要求分析
2.1 加工中心交換工作臺工作過程分析
1)由一個閥來控制使得交換臺抬起,用一個檢測信號檢測是否到位;
2)由一個閥來控制使得交換臺拉鉤抬起,用相應的檢測信號檢測是否到位;
3)用兩個檢測信號檢測兩工作臺是否落入鉤子里,檢測到位后,將工作臺進行旋轉;
4)由一個閥來控制使得工作臺拉鉤落下,用一個檢測信號檢測是否到位;
5)由一個閥來控制使得交換臺落下,用一個檢測信號檢測是否到位;
6)觀察檢測交換臺旋轉是否到位的零位指示燈是否亮起。
交換工作臺都要重復以上步驟,其旋轉方向不同。
交換工作臺是通過PLC輸入信號和輸出信號來控制電磁閥實現加工中心工作臺交換。
由以上動作可以得到電磁閥先后得電順序。見表1。
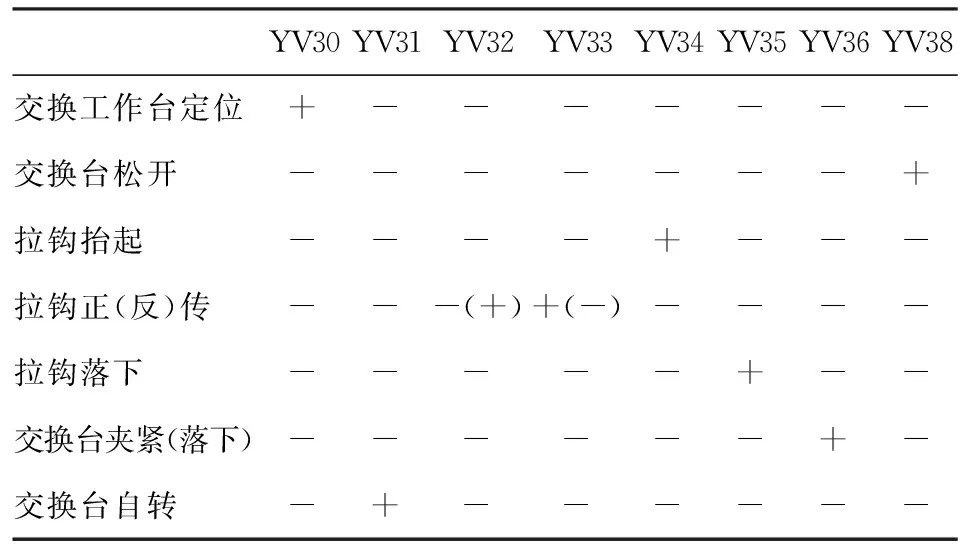
表1 電磁閥先后得電順序
注:“+”為得電,“-”為不得電。
2.2 加工中心交換工作臺控制要求分析
要實現工作臺的交換首先要裝夾確認和交換臺定位,在這兩個條件同時滿足時才能執行M代碼來進行交換動作。
準備區定位選用銷定位,工作臺1、2檢測在位,按下裝夾完成按鈕并確認指示燈亮,交換臺落下到位,交換臺拉勾落下到位,準備區交換臺到零位位置,X軸和工作區交換臺到第二參考點,拉鉤抬起,在拉鉤檢測到位的情況下進行拉鉤正反轉,拉鉤正反轉到位后,拉鉤落下,拉鉤落下到位后交換臺夾緊,此時已完成交換臺交換。
當不能滿足以上條件就會出現“2072 Tab Disallow-Chang 交換臺不能交換”提示。
2.3 確定控制方式
2.3.1繼電接觸器控制系統
工業生產隨市場需求的轉變,開始大批量小品種轉變為小批量多品種的生產。在發展過程中,繼電接觸器出現了許多弊端,它成為了生產轉換的一大困難。
繼電接觸器控制系統的弊端:
1)使用大量機械觸點,其可靠性比較差;
2)其功能局限性比較大、所占空間大、耗能多;
3)當生產工藝發生變化其元件和接線要有所變動,變動過程中時間長,所需費用比較多。
2.3.2可編程控制器(PLC)
PLC作為一種專為工業應用而設計的控制器,在自動控制系統中有極其重要地位,主要有以下特點:
1)可靠性高并且抗干擾能力強;
2)通用性好,控制程序可以改變,使用方便,具有很好的柔性;
3)功能強、適用范圍廣、性能價格比較高;
4)程序簡單且易學易用;
5)系統設計、調試以及維修方便。
因此,為了更方便有效地實現加工中心交換工作,在設計中選用可編程控制器(PLC)。
3 控制系統的設計
3.1 PLC機型選擇
PLC生產廠家較多,實現的功能大致相同,但性價比和編程語言有很大的差別。
在我國市場生產PLC的廠家有以下幾個:
1)施耐德公司
2)羅克韋爾公司
3)西門子公司
4)通用電氣公司
5)日本公司(歐姆龍,三菱,富士,松下)
其中用戶買的最多的是三菱公司的FX系列。
PLC選型的基本原理是:在輸入、輸出上應滿足要求,其次是選擇可靠,售后和使用較為方便及性價比比較好的PLC。
在選型過程中首先要確定輸入和輸出的數量,在確定數量后應該增加備用量,防止以后在增加控制功能時輸入輸出接口不夠的現象。在本次設計中輸入口有13個,輸出口有12個。
機床本身用的是FANUC數控系統,在選用中盡可能選用同一品牌、型號的產品,因此選用FANUC的PLC機。
3.2 I/O地址分配
輸入/輸出信號對應的PLC的I/O端子上的地址分配是進行控制系統設計所必需的。在分配好地址以后就可以進行編寫程序。(見表2)
3.3 I/O硬件接線圖及電器元件
電氣控制電路設計中應盡可能減少電器元件的品種和規格,用途相同的元件,要選用同一品牌、型號的產品。要盡量了解新產品,使得設計進行順利,使路線在技術指標、穩定性、可靠性得到大大提高,通過電氣原理圖和機床本身所用的FANUC數控系統和青海華鼎機床電器元件選型的參考來得到下列電氣元件。
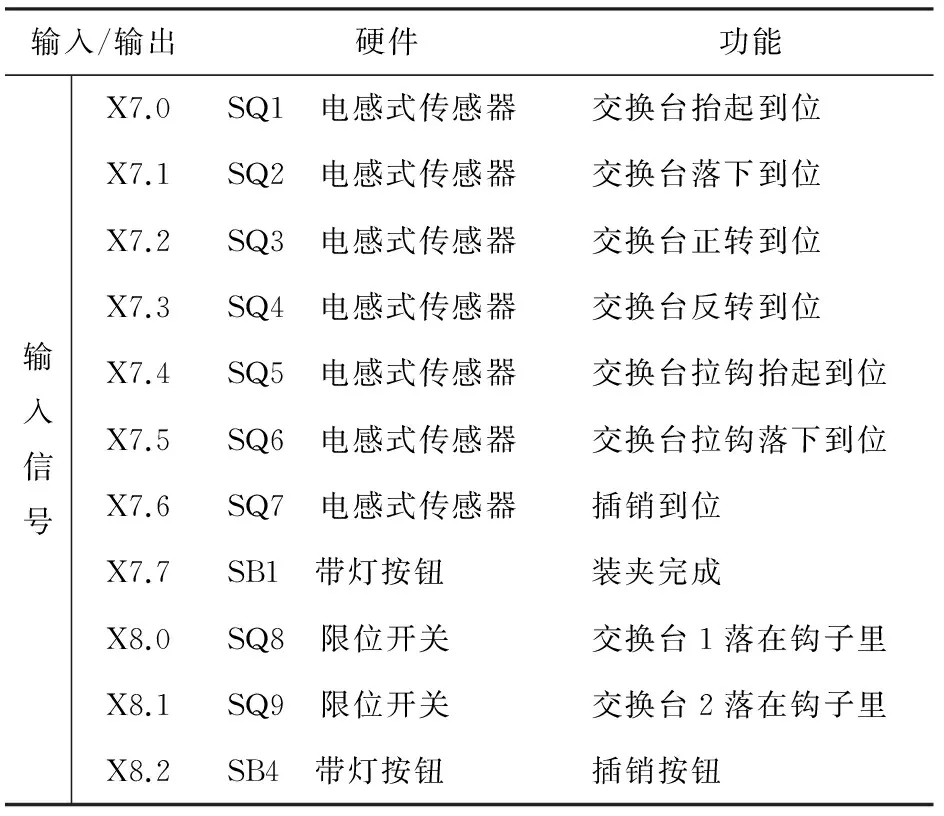
表2 本設計的I/O分配表
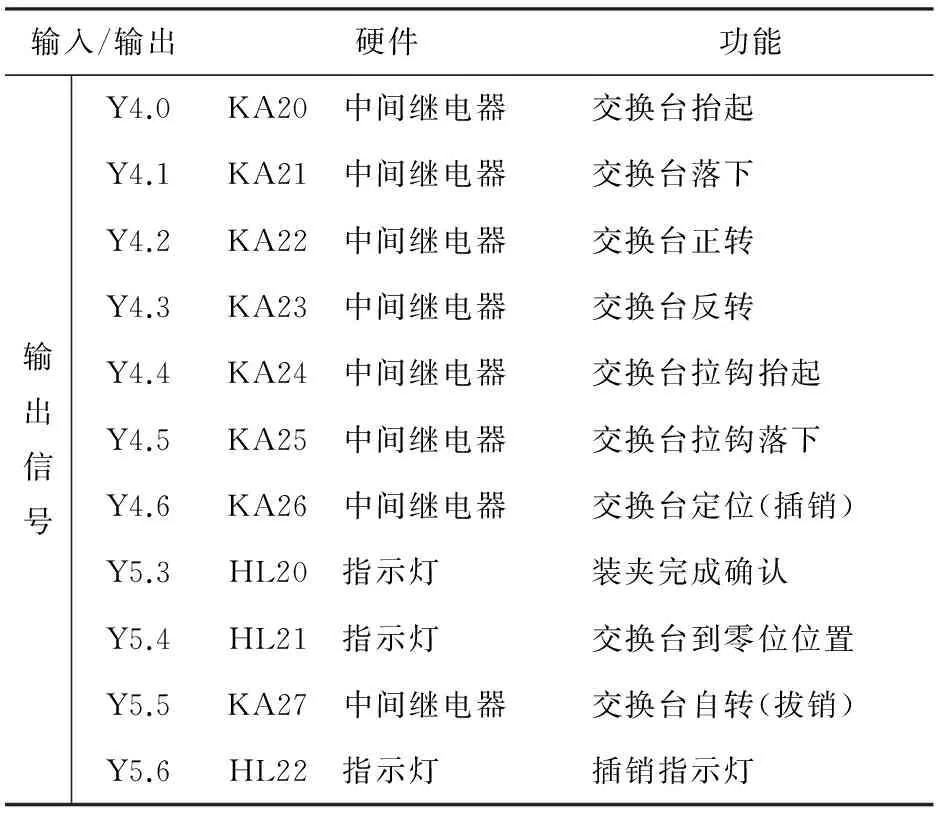
(續表)
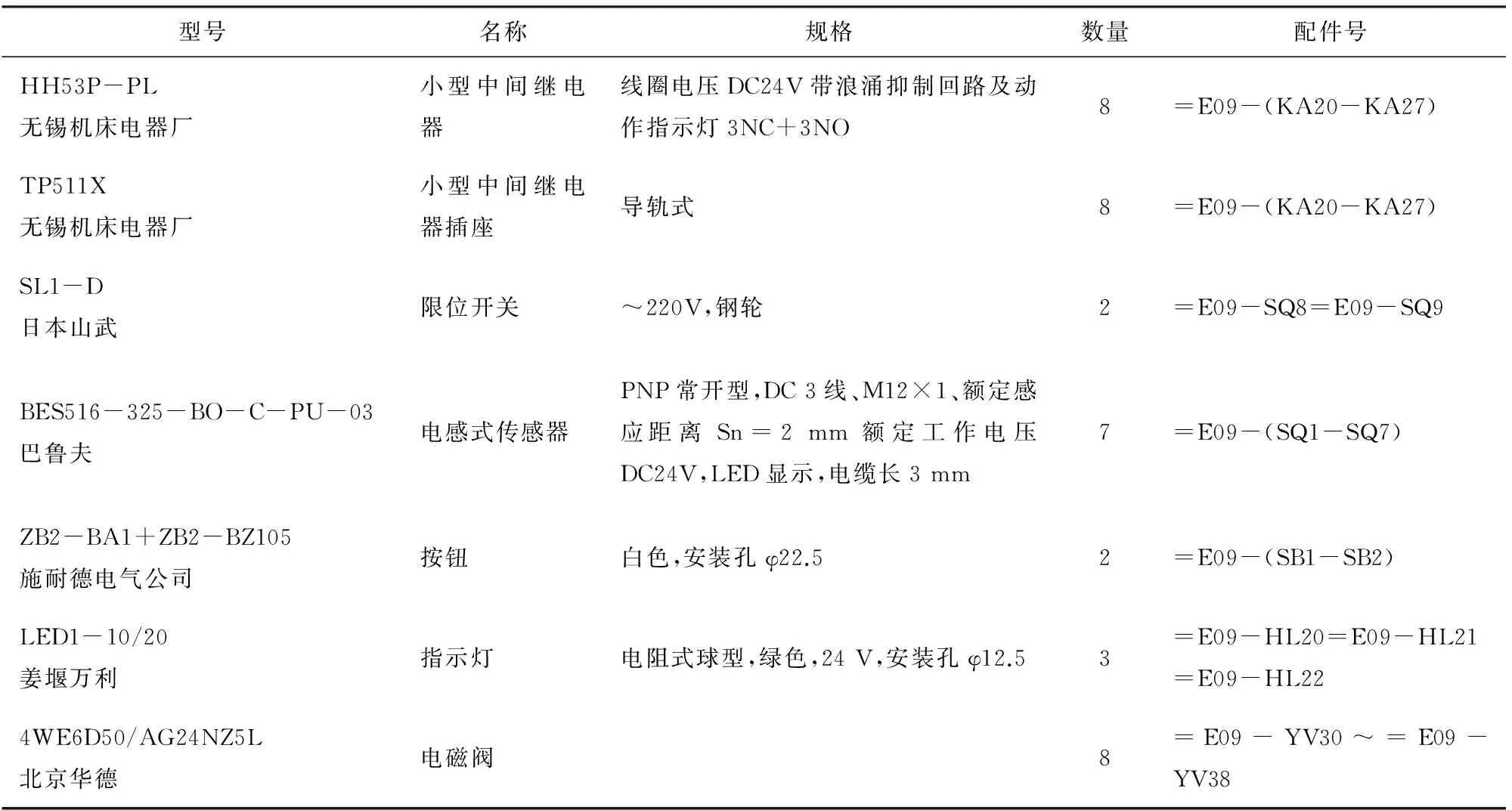
表3 電器元件清單
3.4 軟件的設計
在設計軟件過程中首先要設計出程序的流程圖,設計出流程圖后才可以設計軟件,在設計軟件過程中要考慮到檢測,檢測是否到位,在設計中要按照要求從左向右,觸點畫在水平線上,線圈接在右線上,按照所要求的程序依次畫出。
3.4.1程序設計流程
程序流程圖見圖1。
3.4.2梯形圖的設計
通過以上流程圖對編寫梯形圖有大致的了解,通過所學的知識編寫出梯形圖。
在本次設計加入了交換臺正反轉不到位報警裝置;運用了一些中間地址和保持開關,加入了交換臺第二參考點,運用了一些功能模塊來實現延時。
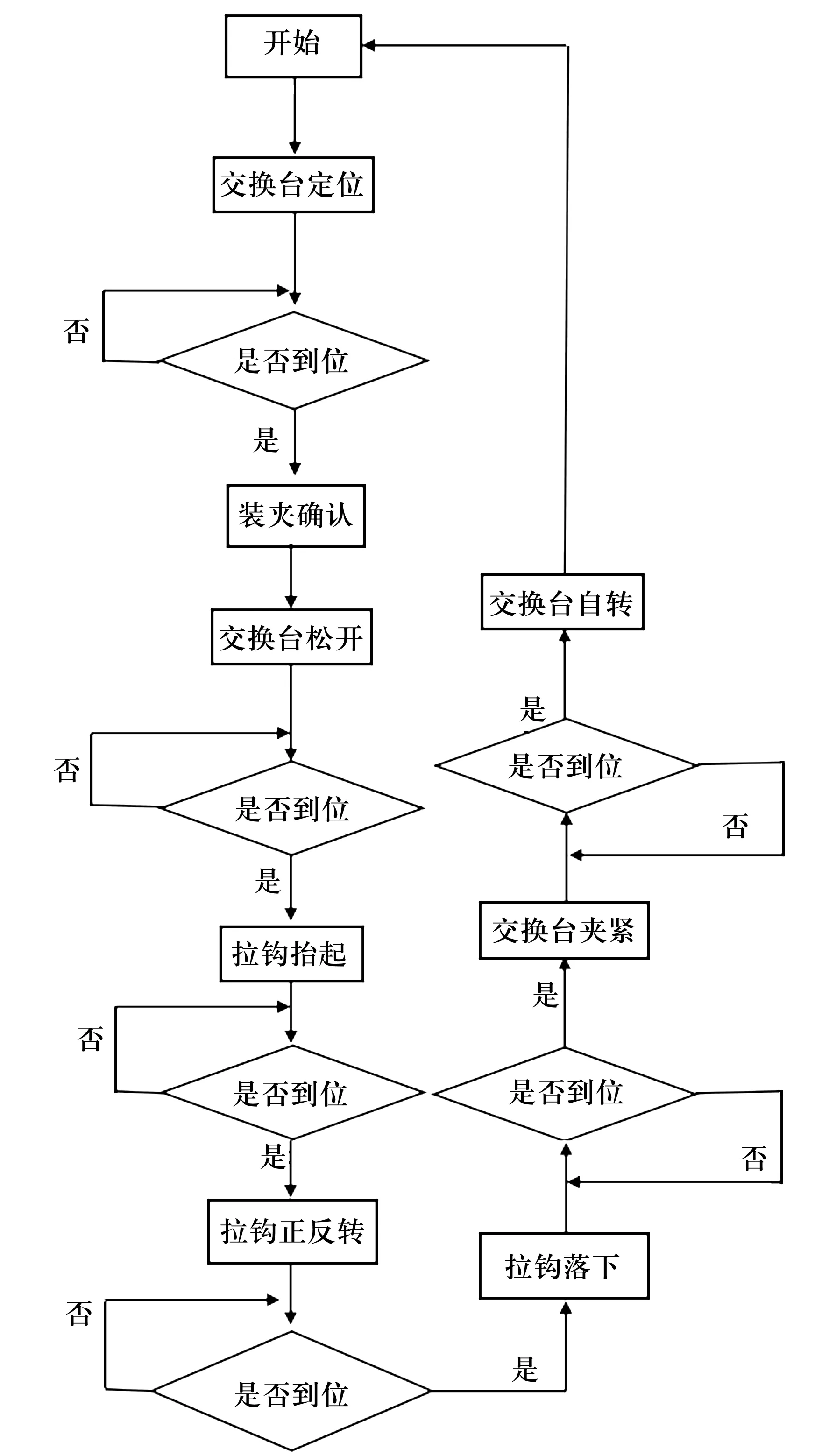
圖1 程序流程圖
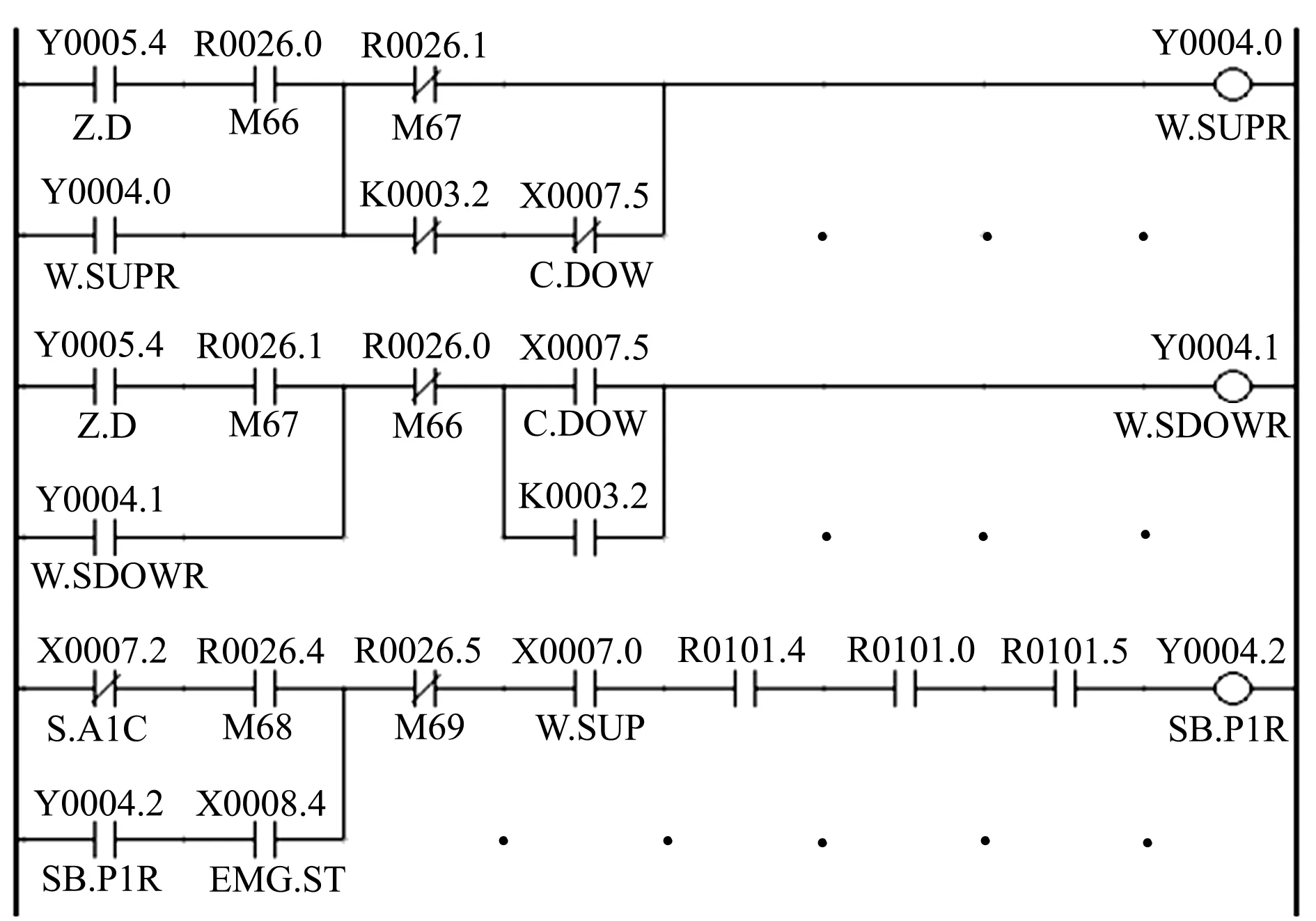
圖2 交換臺梯形圖(一)
對以下梯形圖進行解說:
要使Y4.1交換臺落下,Y0005.4零位指示燈亮起,X0007.5拉鉤落下檢測到位使得Y4.1得電,Y4.1常開觸點得電形成自鎖。
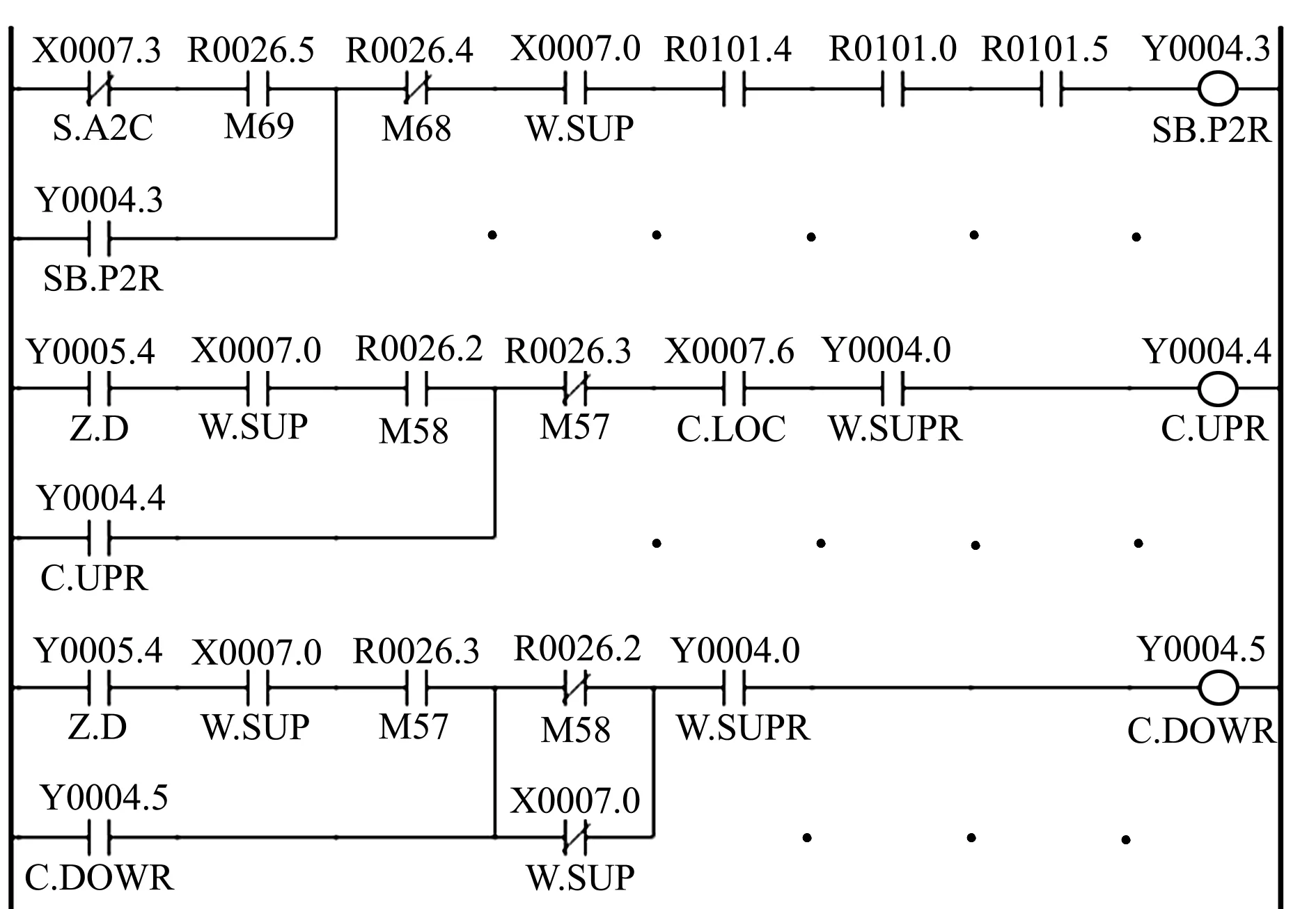
圖3 交換臺梯形圖(二)
用M66來實現Y4.0的輸出使交換臺抬起;
用M67來實現Y4.1的輸出使交換臺落下;
用M69來實現Y4.2的輸出使交換臺反轉;
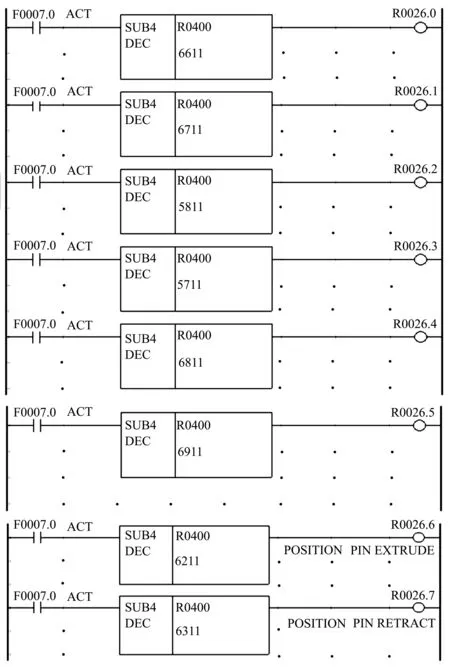
圖4 交換臺梯形圖(三)
用M68來實現Y4.3的輸出使交換臺正轉;
用M58來實現Y4.4的輸出使交換臺拉鉤抬起;
用M57來實現Y4.5的輸出使交換臺拉鉤落下;
用M62來實現Y4.6的輸出使交換臺定位;
用M63來實現Y5.5的輸出使交換臺自轉。
上段程序F7.0是M代碼的選通信號。
M62 交換臺定位(插銷)
M63交換臺自轉(拔銷)
M66交換臺松開
M58拉鉤抬起
M68(或M69)拉鉤的正反轉
M57拉鉤落下
M67交換臺夾緊
工作臺交換所用的程序如下:
G91機床的增量方式
G28 B0旋轉工作臺回第一參考點
G30 B0旋轉工作臺回第二參考點
G30 Z0立柱退回第一參考點
G30 P2 X0X軸到第二參考點即X軸的交換位置
M66交換臺松開
M58拉鉤抬起
M68(或M69)拉鉤的正反轉
M57拉鉤落下
M67交換臺夾緊
M30程序結束
4 結 論
本文介紹了加工中心交換工作臺控制。簡述了加工中心交換工作臺控制原理、加工中心交換工作臺控制的電氣原理圖,可編程控制器PLC對整個工作臺交換過程中的工作臺正/反轉、交換臺的松開/夾緊、交換臺定位/交換臺自轉的動作順序的編程,經過設計,數控機床獲得了良好的控制效果,縮短了裝卸工件的時間,提高了機床的利用率和生產率,保證了設備的可靠性和穩定性,解決了加工中心裝夾時間長等一致性問題。
[1] 夏田.數控機床系統設計[M]. 北京:化學工業出版社,2005
[2]文懷興.數控銑床設計[M]. 北京:化學工業出版社,2006
[3]韓建海.數控技術及裝備[M].武漢:華中科技大學出版社,2007
[4]全國數控培訓網絡天津分中心.數控機床[M].北京:機械工業出版社,2005
[5]熊光華.數控機床[M].北京:機械工業出版社,2001
[6]濮良貴.機械設計[M].北京:高等教育出版社,2005
[7]戴曙.金屬切削機床[M].北京:機械工業出版社,2003
[8]林東.數控技術[M].北京:北京理工大學出版社,1995
[9]王愛玲,白思遠.現代數控機床[M].北京:國防工業出版社,2001
[10]機械設計使用手冊編委會.數控設計實用手冊[M].北京:機械工業出版社,2005
[11]曹秋霞,馬國亮.小型立式加工中心圓盤式刀庫的設計[J].機電產品開發與創新,2005(06)
[12]張世民.機械原理[M].北京:中央廣播電視大學出版社,1992
[13]鄧召義.實用機械電子技術設計手冊[M].北京:機械工業出版社,2001
[14]彭文.槽輪機構在加工中心鼓輪式刀庫上的應用[J].機械工程師,1999(1)
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16