造幣用錫黃銅水平連鑄鑄錠組織特征及其影響
2018-04-20 11:59:31韋紹林
世界有色金屬 2018年3期
韋紹林
(中鋁材料應用研究院有限公司,北京 102209)
我公司生產的某型號錫黃銅合金具有良好的耐腐蝕性、耐磨性及成型性,是目前主要的造幣合金之一。水平連鑄工藝具有簡化生產過程、成本低、占地小等優勢而備受眾多生產企業的青睞。而我公司水平連鑄工藝在生產某新型造幣用錫黃銅時,由于該合金鑄造難度大,后續深加工在卷起的時候經常出現外表面開裂情況,導致成品率較低。本文結合我公司生產實際情況,對帶坯進行了大量的宏觀組織和微觀組織的分析,總結了該錫黃銅鑄錠帶坯的組織特征及其成因。
1 鑄錠組織特征
(1)宏觀組織。對銑面前后水平連鑄鑄錠進行了大量低倍組織檢查,組織均為等軸晶,低倍組織詳見圖1~圖3。圖1為鑄坯銑面前的組織,其中等軸晶大小其分布不均,粗大等軸晶上有少量裂紋。圖2為典型的拉-停時間控制不當引起的粗細等軸晶間隔分布。圖3為鑄錠橫截面低倍組織形貌,在該組織上能看的比較明顯的由于冷卻強度不匹配導致的結晶中心線向上表面偏移。
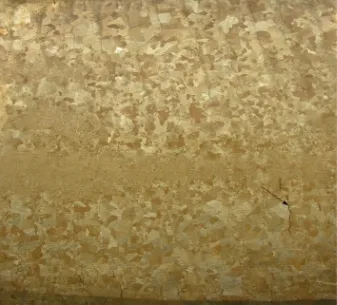
圖1 銑面前鑄錠宏觀組織形貌(圖中箭頭所示為裂紋)
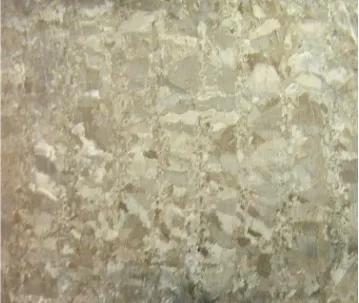
圖2 銑面后鑄錠宏觀組織形貌

圖3 銑面橫截面宏觀組織形貌
(2)微觀組織。在對大量水平連鑄鑄坯進行上下表面、橫截面及高溫均勻化退火后的試樣進行高倍組織分析后發現,試樣組織均為樹枝狀偏析,枝晶間能觀察到較多(α+γ)共析體,由于上下表面冷卻強度不一樣,(α+γ)共析體在下表面的偏析也較為嚴重,偏析層深度比上表面的要深,據大量的實驗實測結果觀察,(α+γ)共析層在下表面一般深度在2mm左右(如圖6所示),在經過高溫均勻化退火后發現高倍組織上存在大量的疏松群(如圖7所示)。
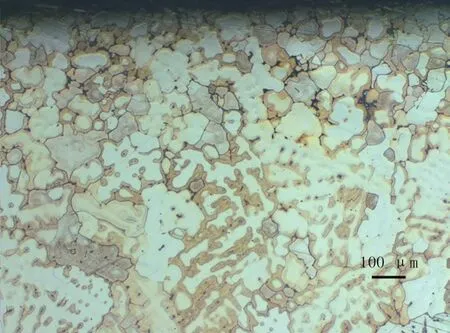
圖4 上表面顯微組織 倍率:100X

圖5 下表面顯微組織 倍率:100X

圖6 試樣下表面顯微組織(圖中綠線所示為α+γ共析層深度1884um)
(3)SEM共析體成分分析。對存在較多共析體的帶坯下表面試樣進行SEM能譜掃描分析共析體成分發現,共析體成分相較基體亮,說明共析體中成分中所含元素的原子系數較基體的銅的原子系數大,經能譜分析得知該共析體主要成分中還有大量的錫。
2 結論
綜上分析可知,水平連鑄鑄錠特征主要有:①從截面低倍組織上看,鑄錠結晶中心線均向上表面偏移;②鑄錠上下表面低倍組織存在明顯的規律性分布的晶粒大小的差異;③鑄錠高倍組織在上下表面均有較明顯的錫反偏析于晶界上,且下表面錫反偏析相對嚴重,偏析層深度一般在2mm左右;④高溫均勻化退火組織存在較多的疏松缺陷。
水平連鑄鑄錠在結晶過程中,由于下表面的冷卻強度大,柱狀晶長大速度比上表面塊,導致鑄錠結晶線向上表面偏移;澆鑄過程由于水平連鑄鑄錠的牽引特性,在鑄錠牽引過程中的停拉動作導致鑄錠在停拉處晶粒呈規律性的大小間隔分布的形貌特征;一般來說,晶界結構比晶內松散,具有一定的表面效應,溶質原子在晶內的能量比在晶界處的能量要高,所以溶質原子具有自發的向晶界偏聚的趨勢,這種結果就會導致溶質原子在晶界處產生偏析,高溫均勻化退火后晶界和晶內由于錫的溶解產生了大量的疏松缺陷。
這種結晶線的偏移意味著帶坯內部存在著較大的結晶組織的不均勻,鑄錠表面規律性的大小晶粒分布使得鑄錠帶坯在卷起時表面出現較多的小裂紋缺陷,同時偏析和疏松是共生的偏析越大,鑄錠鑄坯疏松度越嚴重,因此造成了后續冷加工的一系列質量問題。
長時間的高溫組織均勻化退火雖然可以通過原子擴散使偏析得以改善,但是這種改善只能限于晶粒內部,區域間(晶粒與晶粒間)的不均勻需要進行反復的冷軋加工和退火方能得到改善,因此澆注時拉-停時間、拉速、澆溫及冷卻強度均需要配合得當和反復進行試驗,才能得到高質量的水平連鑄帶坯。
