波紋安裝板沖壓成形
2018-04-20 09:02:16馬聯(lián)合陜西渭河工模具有限公司
鍛造與沖壓 2018年8期
文/馬聯(lián)合·陜西渭河工模具有限公司
波紋安裝板是汽車上的一個產(chǎn)品,呈波浪形,需求量大,工藝上使用鋼板沖壓成形,成形所需壓力較大,成形時容易破裂,形狀尺寸不穩(wěn)定,平面度難以保證,通過多次分析、計算和試制,制定出合理工藝,可高效地生產(chǎn)出合格的產(chǎn)品。該波紋安裝板外形尺寸為1100mm×800mm,尺寸較大,材料為SQ650,厚度為8mm,如圖1所示。
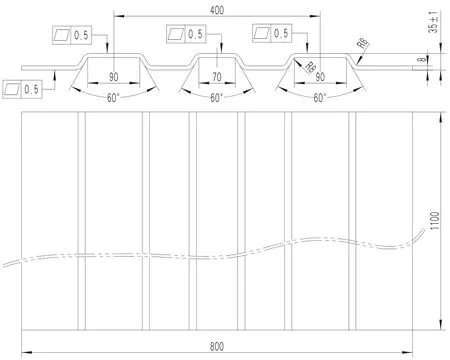
圖1 波紋安裝板
波紋安裝板成形部分相當(dāng)于三個U形彎曲件,按自由彎曲力計算成形力,F(xiàn)自由彎曲力=0.7Kbt2σb/(r+t),其中,K為安全系數(shù),b為彎曲件寬度,t為材料厚度,σb為材料抗拉強(qiáng)度,r為彎曲圓角半徑尺寸,分別取K=1.3,b=3×1100mm,t=8mm,σb=650MPa,r=8mm。經(jīng)計算,F(xiàn)自由彎曲力=780.7t,為保證平面度及成形尺寸,增加一部分校正力,需要壓力機(jī)噸位為1500t。根據(jù)以上分析,我們決定采用一次成形,并在2000t壓力機(jī)上進(jìn)行壓制。
設(shè)計制作完模具后,在模具試沖時,碰到的第一個問題是壓力機(jī)噸位明顯不夠,只能壓到成形深度的一半,而且工件出現(xiàn)破裂現(xiàn)象,特別是中間的波浪形,由于材料流動時兩邊波浪形結(jié)構(gòu)產(chǎn)生的阻力較大,更容易破裂。
通過分析和結(jié)合公司的實際生產(chǎn),確定采用熱壓工藝,將成形件加熱到650℃~700℃,材料的強(qiáng)度可以降低40%,塑性可以提高50%,從而解決沖床壓力不足的問題和消除彎曲破裂的現(xiàn)象。
通過材料加熱,在原冷壓模具上進(jìn)行熱壓試驗,所沖壓的產(chǎn)品尺寸精度和平面度都達(dá)到圖紙要求,產(chǎn)品一致性很好,通過一年多來的生產(chǎn),產(chǎn)品質(zhì)量非常穩(wěn)定。
熱壓工藝生產(chǎn)產(chǎn)品符合要求,質(zhì)量穩(wěn)定,但又存在以下缺點(diǎn):⑴生產(chǎn)成本高,每加熱一件坯料,需要費(fèi)用較高。⑵生產(chǎn)效率低,由于受加熱速度限制,生產(chǎn)效率無法提高。⑶需要操作人員多,包括加熱人員、沖床操作人員、送料取料人員,至少需要四個人。
因市場競爭激烈,產(chǎn)品降成本的壓力非常大,公司對工藝再次進(jìn)行改進(jìn),力爭做到保證質(zhì)量,提高效率,降低成本。
通過技術(shù)部門、生產(chǎn)部門的多次分析,決定用冷壓工藝,分兩次成形,第一壓,沖壓出中間形狀;第二壓,以中間形狀定位,沖壓兩邊形狀(用一個模具,分兩次沖壓),這樣可以降低沖壓力,材料流動性也好,不會破裂。基于以上分析,制作了兩套冷成形模具,并進(jìn)行試制。這種工藝在沖壓試制時,能夠壓出形狀,但產(chǎn)品平面度嚴(yán)重超差,尺寸穩(wěn)定性不夠,沖壓件底面成多折線不平行,無法校平,如圖2所示。

圖2 波紋安裝板成形示意圖
經(jīng)過這次的失敗,我們總結(jié)出兩點(diǎn):第一、三個U形最好一次成形;第二、最后成形時,必須有校正彎曲工序。在這兩點(diǎn)基礎(chǔ)上,再降低沖壓力,使用本公司現(xiàn)有設(shè)備進(jìn)行冷壓成形。此外,對工藝進(jìn)行更改,采用兩套模具,進(jìn)行兩次冷壓成形,第一次壓成波浪形,如圖3所示。
⑴ 一壓成波浪形的原因是,產(chǎn)品在一次成形過程中,中間部分的材料要繞過兩邊成形部分,相當(dāng)于增加了一道阻力檻,并非自由彎曲,這是實際需要壓力遠(yuǎn)大于計算壓力的原因,所以一壓必須采用大圓弧波浪形過渡,從而減少成形壓力。
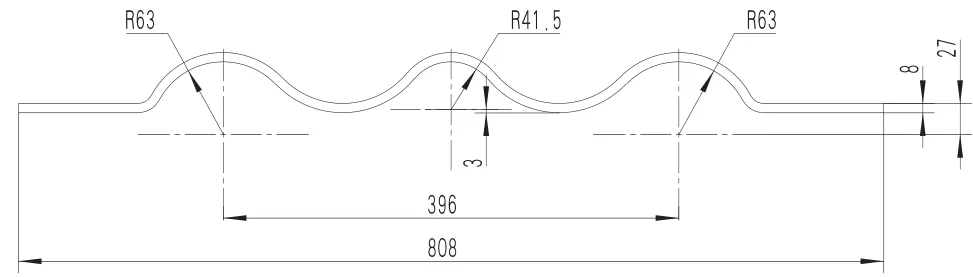
圖3 一壓成形圖
⑵ 一壓成形各圓弧部分中性層長度按產(chǎn)品對應(yīng)成形部分中性層長度的98%,這樣可以給二壓留2%的變形余量,來保證二壓后的平面度,如果大于98%,二壓沒有變形,平面度不好,如果小于98%太多,容易產(chǎn)生裂紋,而且易導(dǎo)致沖壓力太大。
⑶ 一壓總長808mm大于產(chǎn)品總長800mm,是為了補(bǔ)充二壓時材料所需的2%的變形余量,從而保證二壓變形后平面度符合要求。
⑷ 二壓和熱壓的一次成形產(chǎn)品結(jié)構(gòu)相同,由于存在一壓的預(yù)成形,二壓所需沖床的噸位降低,2000t壓力機(jī)完全可以滿足。
根據(jù)以上工藝制作模具,通過試制,產(chǎn)品尺寸和平面度均達(dá)到圖紙要求,模具使用半年后質(zhì)量也很穩(wěn)定,與熱壓成形相比,生產(chǎn)效率提高50%,使用人員減少一半,產(chǎn)品成本降低20%。
結(jié)論
⑴ 波紋安裝板各波紋部分成形必須一次壓成,各個U形部分不能一個一個分開成形,否則,無法保證尺寸精度的穩(wěn)定性,無法保證沖壓件平面度要求。
⑵ 可以采用波浪形預(yù)成形進(jìn)行過渡,減少成形壓力。
猜你喜歡
現(xiàn)代裝飾(2022年4期)2022-08-31 01:39:32
現(xiàn)代裝飾(2022年3期)2022-07-05 05:55:06
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
機(jī)械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
玩具(2009年10期)2009-11-04 02:33:14
