減少離子膜燒堿系統余氯措施總結
2018-04-24 02:27:47劉成軍葉得強荊新升張積微
中國氯堿 2018年3期
劉成軍,葉得強,沙 劍,荊新升,張積微
(金川集團股份有限公司化工廠,甘肅 金昌 737100)
離子膜燒堿裝置在系統開停車、液氯槽車充裝以及其他操作時會產生的部分雜散氯氣,該部分氯氣通過廢氣吸收裝置采用堿液進行吸收,最終形成次氯酸鈉,避免氯氣直接進入大氣對人員環境造成傷害。雜散氯氣的吸收會造成系統堿耗上升,運行成本增加。金川集團股份有限公司化工廠2016年系統次氯酸鈉生成量15 000 t左右,消耗折百堿1 600 t,折合人民幣720萬元,給系統的成本控制和節能減排工作造成一定難度。如何減少雜散氯氣的產生,對系統經濟性運行有著重要意義。
1 工藝流程及特點
1.1 脫氯單元
含氯淡鹽水用31%鹽酸調節pH值1.3~2.0,進入脫氯塔頂部,通過真空脫氯將溶解在鹽水中的游離氯脫出。脫氯后的淡鹽水加入32%堿液調節pH值10~11,加入亞硫酸鈉溶液反應進一步除去游離氯。
1.2 氯酸鹽分解
含氯淡鹽水經加熱、加鹽酸后進入氯酸鹽分解槽進行氯酸鹽分解。氯酸鹽分解后的鹽水進入氯水槽,分解產生的氯氣進入氯氣總管。
1.3 液氯槽車充裝
液氯貯槽內的液氯由液氯泵打入液氯槽車,通過液氯質量流量計對液氯充裝量進行計量。充裝結束后,連接管道內殘存的液氯送往廢氣處理吸收。
1.4 裝置開停車
裝置開停車和事故狀態的氯氣,由風機抽吸進入吸收塔和尾氣塔,被噴淋而下的稀堿液吸收反應生成次氯酸鈉,吸收液循環吸收,尾氣經堿霧捕沫器后排放至大氣。生成的次氯酸鈉輸送到液體罐區。
1.5 氯壓機氯氮混合氣
氯壓機采用三腔迷宮式軸端密封,無磨損,不會影響氯氣純度,密封安全可靠,可保證壓縮機常年不間斷運行;氯氮混合氣排至廢氣處理。
2 研究分析
通過對工藝進行研究分析,認為系統雜散氯氣產生過量的原因有以下幾個方面。
2.1 氯酸鹽系統
正常生產過程中,氯酸鹽分解槽分解后的氣相氯氣從分解槽頂部氣相管進入氯氣總管,液相的氯水通過溢流管溢流至氯水槽,氯酸鹽分解槽液位控制在85%左右(液位達到85%后自動溢流至氯水槽)。氯氣總管壓力(25~45 kPa)高于氯酸鹽分解槽壓力(0~15 kPa),氯水槽為負壓操作。總管氯氣通過氯酸鹽分解槽至氯水槽的溢流管倒入氯水槽,進入廢氣系統,導致廢氣處理系統余氯吸收堿耗升高,次鈉生成量大。此外,電解槽出口淡鹽水pH值平均在 3以上(規定控制在2.5~3.0),導致淡鹽水中氯酸鹽含量過高,分解后產生氯氣量多,導致廢氣處理系統余氯吸收堿耗升高,產生次鈉量多。
2.2 槽車泄壓系統
每次液氯槽車充裝前如果槽車壓力超過0.3 MPa,則緩慢打開槽車氣相閥門和棧橋上通往廢氣處理的閥門,將氯氣排往廢氣處理進行泄壓,同時通知聯合廠房廢氣處理工序負責人;當壓力低于0.3 MPa時則停止泄壓。充裝后緩慢開啟棧橋上的抽空閥,將管道中的液氯抽至廢氣處理,至抽盡余氯為止(約需20 min)。這樣將生成很多次氯酸鈉。通過長時間的生產總結,發現原有的槽車排壓系統在生產過程中既操作繁瑣,又要吸收廢氯浪費大量堿液,造成成本增加。
2.3 氯氣壓縮機密封氣
氯壓機密封氣會造成氯氣浪費,堿液消耗增加,次鈉生成量增加。
3 改措施及效果
3.1 氯酸鹽分解系統改進措施
利用車間停產檢修期間,分解槽的溢流高度會直接影響到淡鹽水在槽內的停留時間和分解時間,停留時間過短,會降低氯酸鹽在分解槽內的分解率,進而在溢流至氯水槽后,會發生較為劇烈的二次分解反應,使氯水槽內的氣相壓力不斷升高[1]。經過重新設計,在氯酸鹽分解槽至氯水槽的溢流管上增加了一根DN80,材質為CPVC,高度為4.5 m的管道液封裝置,增加了淡鹽水在氯酸鹽分解槽內的停留時間,提升了分解效率,見圖1。
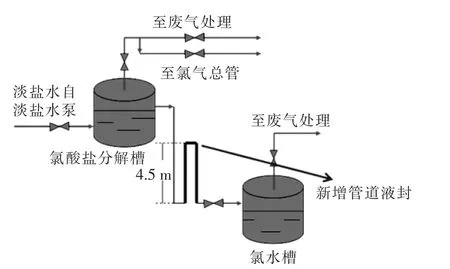
圖1 氯酸鹽分解槽溢流管線改造圖
對氯酸鹽分解裝置進行跟蹤,發現新增液封裝置后,氯氣總管壓力穩定,氯酸鹽分解槽內氯氣能夠并入氯氣總管,杜絕了總管氯氣借助溢流管倒入廢氣系統的隱患,減少了廢氣處理次鈉的生成量。
3.2 加酸裝置改進措施
利用系統停產檢修,在電解廠房西側增加了材質為CPVC外裹玻璃鋼、容積為10.17 m3的17%鹽酸配制罐和鹽酸濃度自動調節裝置。目的是配置濃度為17%的鹽酸,穩定進電解槽精鹽水的加酸濃度。
采用17%鹽酸加酸裝置后,運行一個月后,4#電解槽出口淡鹽水pH值與電槽鹽酸用量統計見表1。
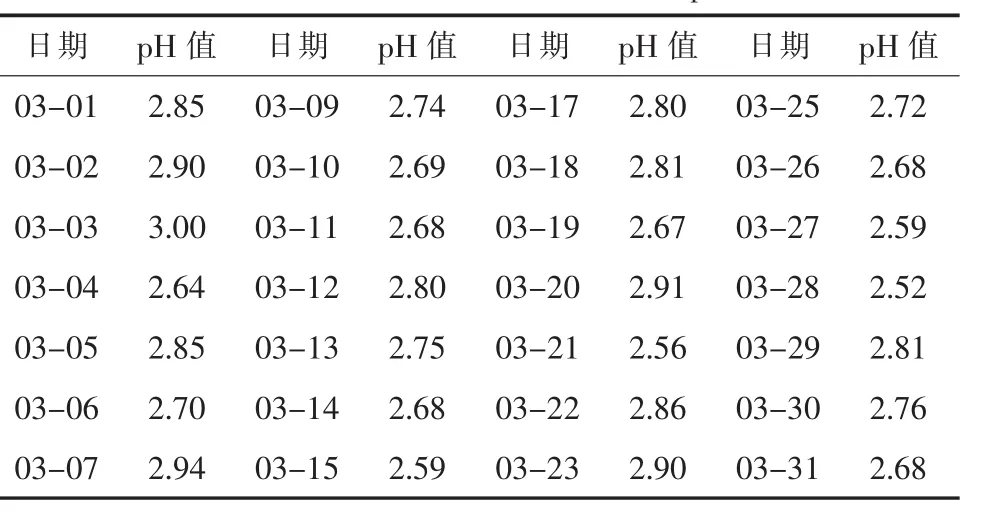
表1 2017年3月4#電槽出口淡鹽水pH值
從表1可以明顯看出,電解槽出口淡鹽水pH值能穩定控制在2.5~3.0,降低淡鹽水中氯酸鹽含量,分解后產生氯氣量少,產生次鈉量少。
3.3 槽車泄壓改進措施
將泄壓管道與原氯管道連接,中間加裝自動閥,自動控制閥后壓力,保證原氯總管壓力穩定,液氯槽車充裝前如果槽車壓力超過0.3 MPa時,則緩慢打開槽車氣相閥門和棧橋上通往原氯的自動閥,將氯氣排往液氯進行泄壓并二次液化,同時通知聯合廠房液氯處理工序負責人;當壓力低于0.3 MPa時停止泄壓。充裝后緩慢開啟棧橋上的通往原氯的自動閥,將管道中的液氯抽至液氯工序,至抽盡余氯為止(約需20 min)。這樣可以有效減少次氯酸鈉生成,提高廢氯回收利用,降低堿液消耗。按裝一臺槽車排放3 t氯氣計算,每天裝2臺槽車,每天可減少余氯6 t。
3.4 氯壓機氯氮混合氣產生次鈉改進措施
正常生產中氯壓機氯氮混合氣排至廢氣處理產生次鈉較多,利用系統停產檢修,將氯壓機氯氮混合氣管線增加閥門及配置DN50管道連接于氯壓機入口主管道,形成二次回收利用,再生產時,關閉至廢氣處理閥門,切換氯氮混合氣回至氯壓機入口,這樣即減少了次氯酸鈉的生成,又重復循環利用了氯氣。
4 結語
措施改進后,次鈉生成量由1 250 t/月(平均)降低到510 t/月(平均),有效減少了余氯吸收次鈉排放液的生成量,降低了燒堿的消耗和次鈉的拉運費用,減少了下游單位污染物的處理費用。折百堿價格按照4 500元/t,次氯酸鈉濃度按照平均值11%計算,帶來直接經濟效益196 703元/月[0.537×(1 250-510)×0.11×4 500],新增的 17%加酸裝置。保證了電解槽內鹽水的pH值,無形中延長了離子膜的使用壽命,節約了車間備件費用,并且減輕了操作人員的勞動強度,減少了環境污染,降低了物料的消耗。
參考文獻:
[1]張凱鵬.氯酸鹽分解技術改造總結.中國氯堿,2005(12),23.
