沖壓溫度對鍍鋅22MnB5鋼板鍍層中裂紋的影響
2018-04-27 01:51:06啟富
腐蝕與防護 2018年4期
關鍵詞:裂紋
, ,,啟富,,,
(1. 河北科技大學 材料科學與工程學院,石家莊 050018; 2. 鋼鐵研究總院 先進金屬材料涂鍍國家工程實驗室,北京 100081; 3. 首鋼技術研究院,北京 100043)
提高高強鋼在車身中的使用比例有助于實現汽車輕量化。熱成形技術是提高鋼板強度的有效方法,它通過將奧氏體化含硼合金鋼快速冷卻淬火,可以使鋼板獲得1 500 MPa以上的超高強度馬氏體組織,不僅保證了車身安全性,還有效解決了傳統冷成形中尺寸精度低等問題,在汽車制造領域得到越來越廣泛的應用[1-3]。由于在奧氏體化過程中,熱成形鋼表面易出現氧化和脫碳[4],各大鋼鐵企業和科研機構對帶鍍層的熱成形鋼開展了相關研究。最早開發并實現商業化生產的帶鍍層熱成形鋼是歐洲Arcelor公司的Al-Si鍍層USIBOR1500系列產品。Al-Si鍍層具有優異的耐高溫性,但是該系列鍍層在室溫或高溫下進行成形時均易開裂,且生產成本較高[5-8]。近年來,各大汽車廠商將研發重點轉向具有獨特陰極保護作用的鋅基鍍層。鋅基鍍層成本較低,具有優異的涂裝性、良好的美觀性和足夠的抗氧化性,是汽車熱成形零部件的理想鍍層[3]。
在熱成形過程中,鋼板和鋅基鍍層同時被加熱。鋼板在高溫下塑性較高,易于成形[9],而鋅基鍍層熔點較低,在高溫成形時易出現液態金屬導致脆性(LMIE)裂紋[10]。因此,鋅基鍍層熱成形鋼的加熱工藝和熱成形溫度等參數需要權衡鋅基鍍層與鋼鐵基體二者之間的矛盾。選擇合適的成形溫度對鍍層的組織成分以及沖壓后鍍層中裂紋的產生情況具有很大影響。成形溫度過高,鍍層中易出現液態Zn導致的LMIE裂紋,成形溫度過低,則會降低零件的力學性能[11-13]。本工作在不同溫度下對鍍鋅22MnB5鋼板進行了熱沖壓,研究了沖壓溫度對鍍層組織以及沖壓后鍍層中裂紋產生情況的影響。
1 試驗
1.1 試驗材料
22MnB5鋼是在C-Mn鋼的基礎上加入一定量的B元素,B的存在可以使其CCT曲線右移,避免鐵素體和珠光體的形成,從而在熱沖壓后得到完全馬氏體組織[14]。本試驗采用熱浸鍍鋅22MnB5鋼板,鍍層厚度為1.2 mm,具體化學成分(質量分數):0.23% C,1.20% Mn,0.25% Si,0.18% Cr,0.003% B,0.03% Ti,余量為Fe。
1.2 試驗設備及試驗方法
一般當溫度達到Ac1以上后,鋼板中的珠光體便開始轉變為奧氏體,當溫度達到Acm以上后,難溶的滲碳體便開始溶解,為了保證熱沖壓零件在成形后能夠得到超高強度,通常板料需要在Ac3以上保溫一定時間使其均勻奧氏體化。由于22MnB5鋼馬氏體開始轉變溫度為382 ℃,故其奧氏體化的最佳加熱溫度為880~950 ℃、保溫時間為3~5 min,加熱溫度過低不能完全奧氏體化,加熱溫度過高易造成過燒或晶粒過大,而保溫時間則與鋼板厚度有關[15-18]。實際生產中,在奧氏體化后的板料從爐內取出并轉移至模具上定位進行沖壓期間,板料通過對流和輻射向周圍環境快速散熱,導致熱沖壓時溫度急劇下降,而當其他條件相同時,板料溫度越高,其內能越大,塑性越好,變形抗力及成形應變力較低,成形精度較高[9,19]。因此,將奧氏體化后的鋼板從加熱爐中取出并放到熱成形模具的過程必須盡可能快。這是為了防止高溫下鋼板發生氧化,也是為了保證鋼板在沖壓時仍然處于較高的溫度,具有良好的塑性。在實際生產中,板料的轉移時間一般為5~8 s[20-21]。
將鍍鋅22MnB5鋼板置于SX-G12123型箱式電阻爐中加熱至900 ℃保溫5 min進行均勻奧氏體化后,快速轉移至熱沖壓試驗機上進行熱沖壓。通過焊接在鋼板表面的K型熱電偶實時監測鋼板的溫度,沖擊溫度分別為740,780,820 ℃,熱沖壓后鋼板在模具中保壓淬火,保證其奧氏體組織充分轉變為高強度的馬氏體組織。通過線切割方法分別從熱沖壓鍍鋅22MnB5鋼板上取樣,取樣位置如圖1所示,對其鍍層組織和鍍層中產生的裂紋進行研究。
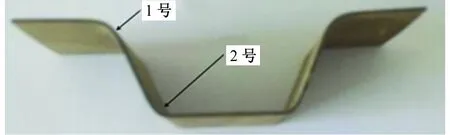
圖1 取樣位置Fig. 1 The positions of sampling
采用Olympus GX41光學顯微鏡(OM)對熱沖壓前后鍍鋅22MnB5鋼板的鍍層和基體組織進行觀察;利用FEI Quanta650場發射掃描電子顯微鏡(SEM)及附帶的能譜儀(EDS)對鍍鋅22MnB5鋼板的鍍層組織成分以及其熱沖壓后的裂紋分布情況等進行觀察和研究。
2 結果與討論
2.1 熱沖壓前鍍層的微觀形貌及成分
通過掃描電鏡及附帶能譜儀對熱沖壓前鍍鋅22MnB5鋼板鍍層的截面形貌進行觀察,結果如圖2(a)所示。由圖2(a)可見:鍍層由純鋅層和界面處抑制層組成。抑制層的完整性和均勻性對鍍層在浸鍍和退火處理過程中Fe、Zn原子的擴散程度有重要影響,從而成為影響鍍層最終質量的重要因素。采用10%(質量分數)H2SO4溶液去除鍍層表面鋅層,觀察抑制層形貌,結果如圖2(b)所示。由圖2(b)可見:鍍層抑制層較完整且顆粒較為均勻。
采用能譜儀線掃描方式測熱沖壓前鍍鋅22MnB5鋼板鍍層中各元素在鍍層截面上的分布情況,結果見圖3。由線掃描結果可以看出:Zn鍍層厚度約為10 μm,在鍍層與基體之間存在一層較薄的Fe-Al抑制層,一般認為其成分為Fe2Al5-xZn。
2.2 熱沖壓后鍍層的微觀形貌及成分
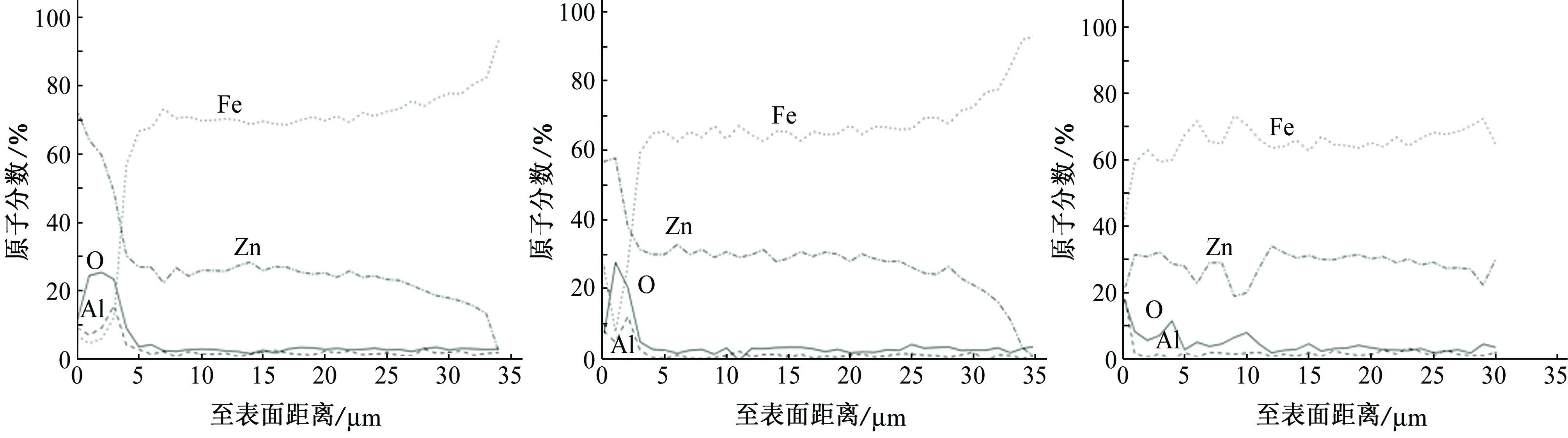
由圖4可見:沖壓溫度為740 ℃時,1號位置處鍍層中的Fe含量在70%(原子分數,下同)左右,Zn含量在25%左右,鍍層厚度相對較薄;沖壓溫度為780 ℃和820 ℃時,鍍層中Fe、Zn的含量無明顯變化,Fe含量約為65%,Zn含量約為30%。
傳統成形過程中,由鍍層中Fe含量較低,其發生包晶反應的溫度也較低,液態Zn在較低溫度下便已經存在,很容易滲入鋼鐵基體內部,導致LMIE裂紋的產生,而熱成形過程中,鍍層在奧氏體化之后具有足夠高的Fe含量,使鍍層中的液態Zn轉變為固態的α-Fe(Zn)組織,可以有效減少或避免LMIE裂紋的出現。
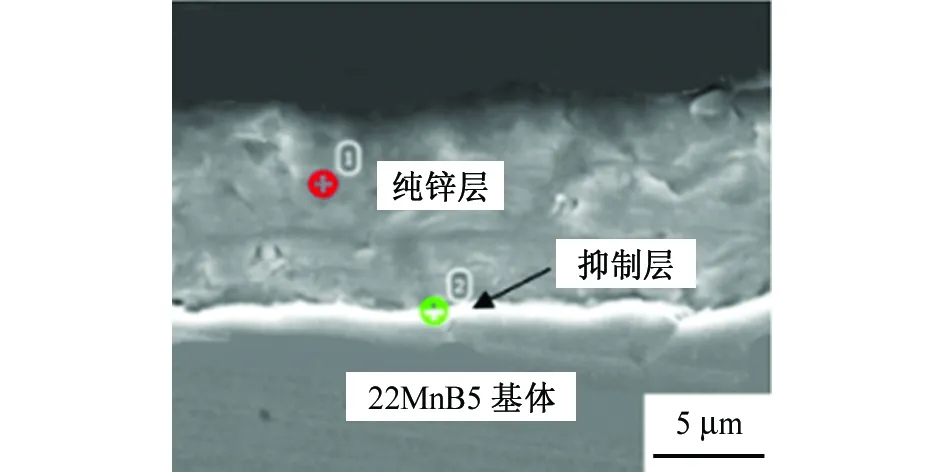
(a) 鍍層截面形貌
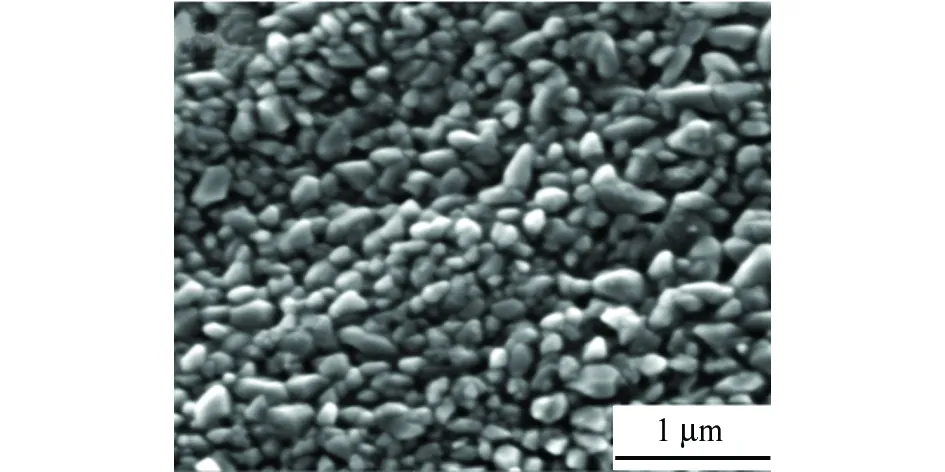
(b) 抑制層表面形貌 圖2 熱沖壓前鍍鋅22MnB5鋼板鍍層的截面形貌 及其抑制層表面形貌 Fig. 2 Sectional morphology of coating (a) and surface morphology of its inhibition layer (b) on galvanized 22MnB5 steel plate before hot-stamping
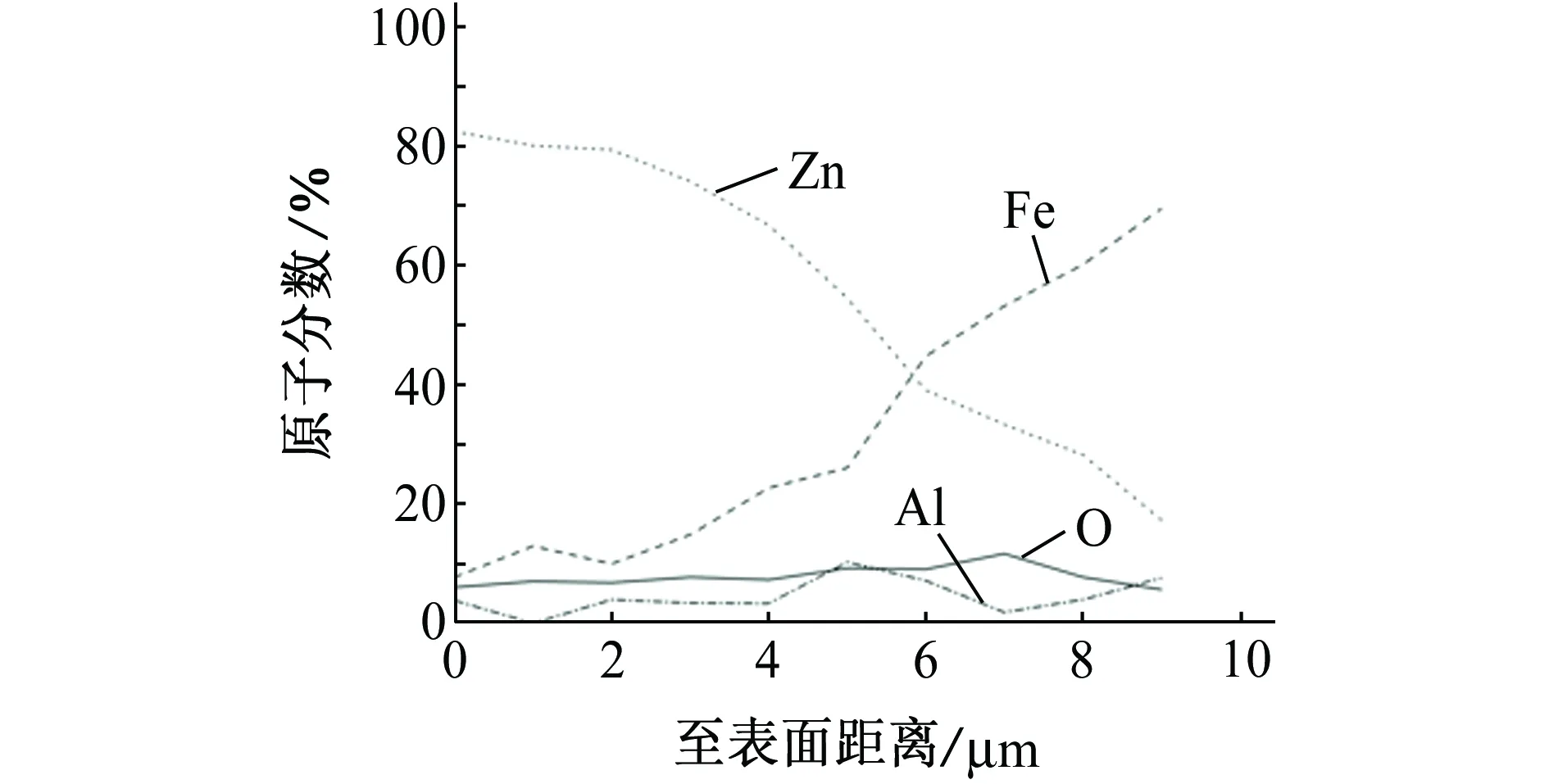
圖3 熱沖壓前鍍鋅22MnB5鋼板鍍層線掃描結果Fig. 3 Linear scanning results of the coating on galvanized 22MnB5 steel plate before hot-stamping
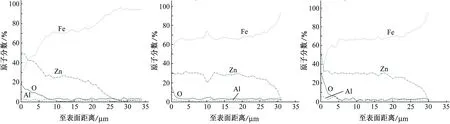
由圖5可見:在740 ℃下沖壓后,2號位置的鍍層中Fe含量在70%以上,鍍層中存在數條微細裂紋;在780 ℃下沖壓后,鍍層表層O含量增加,鍍層中的Fe含量為60%~65%;在820 ℃下沖壓后,鍍層中的Fe含量為60%~70%,Zn含量為20%~30%,并出現了一定波動。對比圖4和圖5中O、Al、Fe和Zn元素的含量可知,相同溫度下沖壓后, 2號位置與1號位置處,鍍層的成分基本一致。
鍍層中存在較多Zn元素,尤其是在奧氏體晶
(a) 740 ℃,截面形貌 (b) 780 ℃,截面形貌 (c) 820 ℃,截面形貌
(d) 740 ℃,元素分布 (e) 780 ℃,元素分布 (f) 820 ℃,元素分布 圖4 不同溫度沖壓后1號位置處鍍層的截面形貌和元素分布Fig. 4 Sectional morphology (a, b, c) and element distribution (d, e, f) of coating at position of No. 1 after stamping at different temperatures
(a) 740 ℃,截面形貌 (b) 780 ℃,截面形貌 (c) 820 ℃,截面形貌
(d) 740 ℃,元素分布 (e) 780 ℃,元素分布 (f) 820 ℃,元素分布 圖5 不同溫度沖壓后2號位置處鍍層的截面形貌和元素分布Fig. 5 Sectional morphology (a, b, c) and element distribution (d, e, f) of coating at position of No. 2 after stamping at different temperatures
界處Zn含量偏高,這些Zn在高溫下為液態,脆性斷裂將會發生在固態α-Fe(Zn)和液態Zn或Zn-Fe相的界面處,熱沖壓成形時,在外應力的作用下Zn原子在奧氏體晶界處以液態沿裂紋尖端擴展,會形成較長的LMIE裂紋。
2.3 鍍層裂紋分析
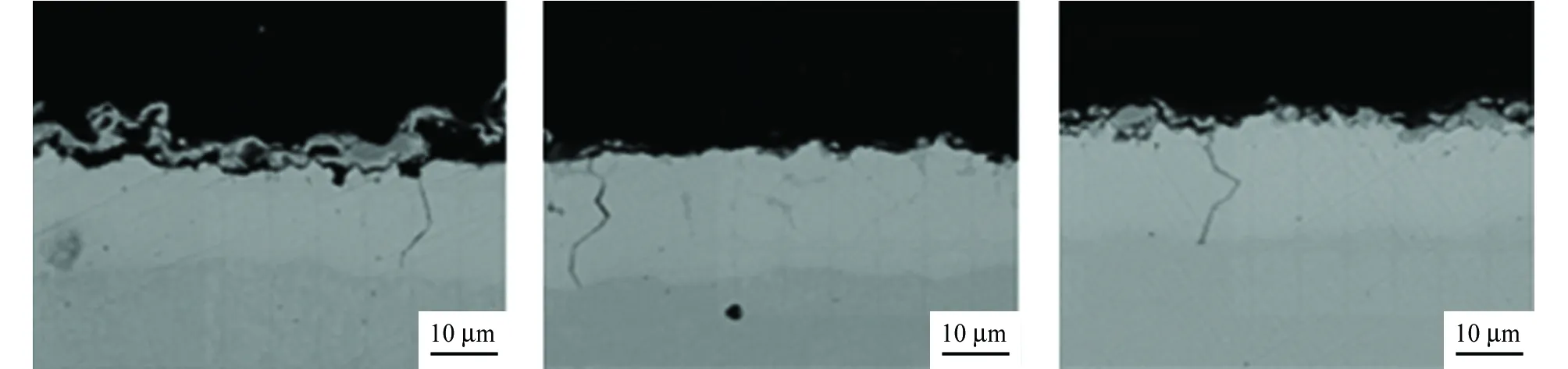
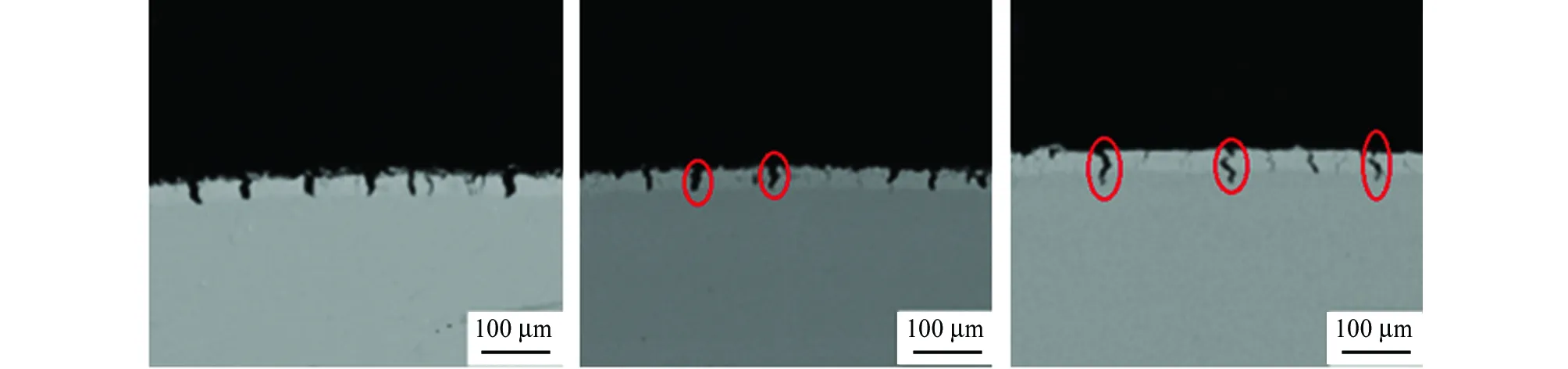
由圖6可見:熱沖壓后鍍層中產生的裂紋主要與Zn的擴散有關,在奧氏體化過程中,由于奧氏體晶界處能量較高,鋅鐵反應速度快,導致部分的Zn擴散到奧氏體晶界中,在780 ℃和820 ℃進行沖壓時,鍍層中仍然有液態Zn或Zn-Fe相存在,沖壓變形時,液態Zn或Zn-Fe相沿奧氏體境界擴展,導致較長的裂紋,如圖中圈內裂紋已擴展至鋼鐵基體;在低于Γ相熔點(782 ℃)的740 ℃沖壓成形時,晶界處的Zn-Fe相雖然能夠轉變為固態,但是由于Zn-Fe相是脆性相,在鍍層裂紋尖端的應力作用下,基體也會產生微裂紋[22]。
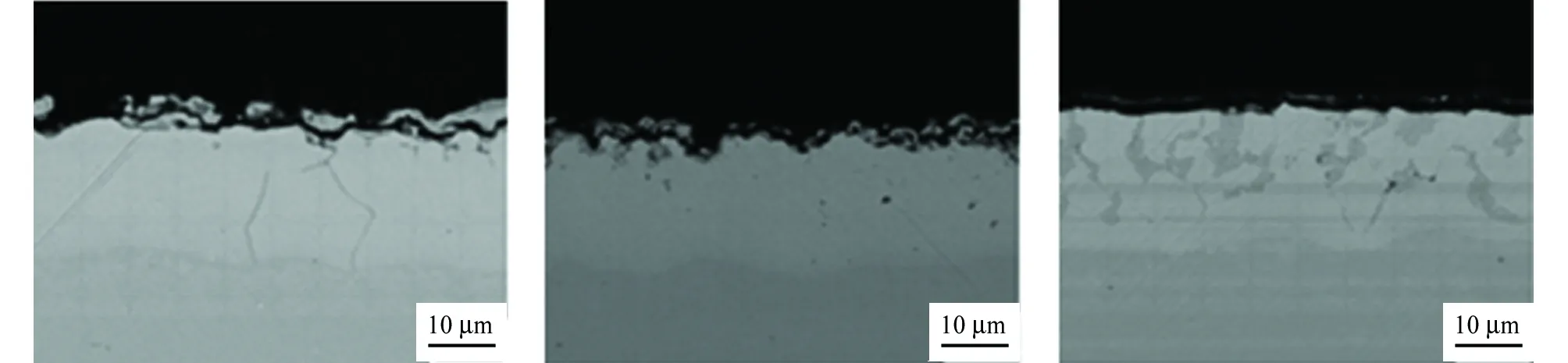
由圖7可見:沖壓溫度為740 ℃時,沖壓后產生的裂紋僅存在于鍍層內部,這是由于鍍層中主要由固態的α-Fe(Zn)相和少量Γ相組成;沖壓溫度為780 ℃時,鍍層中出現較多裂紋,且較1號位置處的裂紋寬;沖壓溫度為820 ℃時,鍍層中出現了數條擴展至基體中的長裂紋。

(a) 740 ℃ (b) 780 ℃ (c) 820 ℃ 圖6 不同溫度沖壓后1號位置處鍍層中的裂紋形貌Fig. 6 Crack morphology in the coating at position of No. 1 after stamping at different temperatures
(a) 740 ℃ (b) 780 ℃ (c) 820 ℃ 圖7 不同溫度沖壓后2號位置處鍍層中的裂紋形貌Fig. 7 Crack morphology in the coating at position of No. 2 after stamping at different temperatures
對比圖6和圖7中的裂紋形貌及分布可知,2號位置處裂紋較1號位置處裂紋寬,且2號位置處出現的擴展至基體的裂紋數量較多,這是由于兩個位置所受外界應力(主要是與模具之間的摩擦力)不同造成的。
3 結論
(1) 900 ℃保溫5 min均勻奧氏體化后,鍍層中Fe含量明顯增加,Zn含量明顯減少,鍍層中的液態Zn在熱沖壓后轉變為固態的α-Fe(Zn)相,可有效減少高溫下沖壓成形時由液態Zn或Zn-Fe相導致的LMIE裂紋。
(2) 隨著沖壓溫度的提高,鍍層中Fe含量呈現下降趨勢。沖壓溫度為740 ℃時,鍍層中Fe含量較高,為70%左右;沖壓溫度為780 ℃時,鍍層中Fe含量為65%左右;沖壓溫度為820 ℃時,鍍層中Fe含量為60%~65%。
(3) 在低于Γ相熔點的740 ℃時進行熱沖壓時,Zn或Zn-Fe相為固態,沖壓后未出現擴展至基體的長裂紋;在高于Γ相熔點的780 ℃和820 ℃沖壓時,鍍層中存在的液態Zn或Zn-Fe相,會在成形過程中沿奧氏體晶界擴展產生LMIE裂紋。
參考文獻:
[1] KARBASIAN H,TEKKAYA A E. A review on hot stamping[J]. Journal of Materials Processing Technology,2010,210:2103-2118.
[2] MORI K. Smart hot stamping of ultra-high strength steel parts[J]. Nonferrous Met Soc China,2012,22:496-503.
[3] STEINHOFF K,BARBAKEDZE N,SCHUPFER M. Press hardening-from galvanized UHSS to body-in-white application[C]//8th International Conference on Zinc Alloy Coated Steel sheet. Genava:Galvatech,2011:12-15.
[4] KONDRATIUK J,KUHN P,LABRENZ E,et al. Zinc coatings for hot sheet metal forming: comparison of phase evolution and microstructure during heat treatment[J]. Surface and Coatings Technology,2011,205:4141-53.
[5] GUI Z X,LIANG W K,LIU Y,et al. Thermo-mechanical behavior of the Al-Si alloy coated hot stamping boron steel[J]. Materials and Design,2014,60:26-33.
[6] 張杰,江社明,張啟富. 熱成形鋼鍍層研究進展[J]. 金屬熱處理,2015,40(3):169-172.
[7] GUI Z X,LIANG W K,ZHANG Y S. Formability of aluminum-silicon coated boron steel in hot stamping process[J]. Transactions of Nonferrous Metals Society of China,2014,24:1750-1757.
[8] LIU H S,XING Z W,LEI C X. Hot formation quality of high strength steel BR1500HS for hot stamping without cooling system[J]. Nonferrous Metals Society of China,2012,22:542-547.
[9] LEE R S,LIN Y K,CHIEN T W. Experimental and theoretical studies on formability of 22MnB5 at eleva-ted temperature by Gleeble simulator[J]. Procedia Engineering,2014,81:1682-1688.
[10] LAWERENCE C,Heeseung K,CHANGWOOK L,et al. Microstructure of liquid metal embrittlement cracks on Zn-coated 22MnB5 press-hardened steel[J]. Scripta Materialia,2014,90/91:25-28.
[11] 林建平,立影,孫國華,等. 超高強度鋼板熱沖壓成形研究與進展[J]. 金屬鑄鍛技術,2008,37(21):140-144.
[12] 張杰,江社明,張啟富,等. 加熱工藝對22MnB5鋼板組織和力學性能的影響[J]. 熱加工工藝,2014,43(14):204-206.
[13] ZHU L J,GU Z W,XU H,et al. Modeling of microstructure evolution in 22MnB5 steel during hot stamping[J]. Journal of Iron and Steel Research,2014,21(2):197-201.
[14] NEDERI M,KETABCHI M,ABBASI M,et al. Analysis of microstructure and mechanical properties of different boron and non-boron alloyed steels after being hot stamped[J]. Procedia Engineering 2011,10:460-465.
[15] TURETTA A,BRUSCHI S,GHIOTTI A. Investigation of 22MnB5 formability in hot stamping operations[J]. Journal of Materials Processing Technology,2006,177:396-400.
[16] 谷諍巍,孟佳,李欣,等. 超高強度鋼熱成形奧氏體化加熱參數的優化[J]. 吉林大學學報:工學版,2011(S2):194-197.
[17] GEIGER M,MERKLEIN,HOOF C. Basic investigations on the hot stamping steel 22MnB5[J]. Advanced Materials Research,2005(6/8):795-804.
[18] 侯紅苗,盈亮,吳秀峰,等. 加熱溫度對22MnB5微觀組織和奧氏體晶粒的影響[J]. 鍛壓裝備與制造技術,2012(6):89-91.
[19] 李肖科, 周隱玉,劉芳,等. 高強度硼鋼22MnB5的熱變形方程及其模擬應用[J]. 塑性工程學報,2011,18(6):53-58.
[20] 姜超,單忠德,莊百亮,等. 熱沖壓成形22MnB5鋼板的組織和性能[J]. 材料熱處理學報,2012,33(3):78-81.
[21] DRILLET P,GRIGORIEVA R,LEUILLIER G,et al. Memorie study of cracks propagation inside the steel on press hardened steel zinc based coatings[J]. La Metallurgis Italiana,2012,104(1):3-8.
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38