大截面DIEVAR鋼模塊固溶冷卻行為的數值研究
2018-05-03 01:27:59左鵬鵬黎軍頑吳曉春
上海金屬 2018年2期
關鍵詞:工藝
蔣 波 左鵬鵬 黎軍頑 閔 娜 吳曉春
(省部共建高品質特殊鋼冶金與制備國家重點實驗室、上海市鋼鐵冶金新技術開發應用重點實驗室和上海大學材料科學與工程學院,上海 200072)
大截面模塊是重大行業裝備制造的重要材料來源,其各項力學性能要求極高,然而模塊的力學性能指標與熱處理工藝密切相關[1]。固溶冷卻作為大截面熱作模具鋼模塊熱處理過程中的一個重要環節,對提高模塊的力學性能至關重要。由于模塊尺寸較大,在固溶冷卻過程中其心部與表面的冷卻差異明顯,導致心表組織和性能差別較大。在實際生產中常采用解剖法對模塊心部的溫度、組織和應力的演變過程進行在線檢測與控制,不僅造成人力、物力和財力上的消耗,且測量值不是瞬態,也不夠準確。大截面熱作模具鋼模塊生產具有單件、小批量的特點,前期投入大,如果產品報廢則會造成較大經濟損失,因此要求生產工藝具有更高的合理性[2]。同時,熱處理過程并不是簡單的溫度變化過程,而是一個溫度場、應力場和組織場相互耦合的復雜物理過程[3- 5],在冷卻過程中熱傳導、相變和應力的變化均不能直接觀測[6]。計算機數值模擬能夠直觀反映模塊內任意部位在任意時刻溫度、應力/應變及組織的分布及變化情況,既可節省物力和時間,也可達到精確控制的目的[7- 8],相關研究早已證實數值模擬應用于熱處理過程的準確和可靠性。姚善長等[9]利用數學模型計算了圓柱體工件淬火過程中的溫度場、相變過程和應力分布,計算結果與試驗數據吻合較好,證明了數值模擬可以控制、分析和優化淬火工藝。樊夢婷等[10]對大型壓力機模座的油淬和水淬過程進行計算,獲得了溫度和應力分布的演化規律。
本文以尺寸為470 mm×800 mm×4 000 mm的大截面DIEVAR鋼模塊為研究對象,基于有限元方法建立了模塊溫度場、應力場和組織場耦合的數值分析模型,討論了不同冷卻介質和固溶冷卻工藝下模塊的冷卻行為、相變和應力變化規律,并從理論上預測了模塊可生產的最大規格,以期為大截面模塊的生產提供技術支持和借鑒。
1 DIEVAR鋼的相變特性
DIEVAR鋼是基于H13鋼成分降低Si含量、提高Mo含量的合金化改良型鋼種。相比于H13鋼,具有高溫疲勞裂紋擴展速度更小、抗熱裂性和高溫強度更高、晶界碳化物的析出和冷卻時貝氏體轉變的抑制更佳[11- 12]等特點。目前已生產的470 mm×800 mm×4 000 mm DIEVAR鋼大截面模塊的化學成分如表1所示。
大截面DIEVAR鋼模塊固溶冷卻工藝的制定依賴于鋼的相變特性,本文依據《YB/T 5127鋼的臨界點測定方法(膨脹法)》和《YB/T 5128鋼的連續冷卻轉變曲線圖的測定方法(膨脹法)》,采用DIL 805A熱膨脹儀分別測得DIEVAR鋼的臨界相變點Ac1、Ac3和Ms以及在不同冷速下相變點所對應的溫度,最終獲得了DIEVAR鋼的CCT曲線,如圖1所示。圖中虛線表示鋼中碳化物的析出曲線,固溶冷卻過程中應控制模塊冷速高于碳化物析出的臨界冷速(約0.1 ℃/s),以避免碳化物的沿晶析出,降低其抗疲勞性能。同時,DIEVAR鋼模塊的冷速應盡量大于0.2 ℃/s,以避免進入貝氏體轉變相區。

表1 DIEVAR鋼的化學成分(質量分數)Table 1 Chemical composition of DIEVAR steel (mass fraction) %

圖1 DIEVAR鋼的CCT曲線Fig.1 CCT curves of DIEVAR steel
2 固溶冷卻過程的數值模擬
2.1 固溶冷卻工藝
為了討論冷卻介質和固溶冷卻工藝對DIEVAR鋼模塊冷卻行為、組織及應力演變的影響,選擇如圖2所示的兩種固溶冷卻工藝,其中工藝1為先將模塊均勻加熱到1 100 ℃,保溫2 h后空冷至大表面中心900 ℃,然后水/油冷至模塊心部200 ℃;工藝2在工藝1的基礎上增加了一個空冷過程,即在水/油冷至心部550 ℃,隨后空冷15 min,再冷至心部200 ℃。
2.2 大截面模塊的有限元模型
由于模塊為對稱性幾何體,為了提高運算效率,采用對稱邊界條件僅對模塊的1/8進行數值模擬,并用六面體網格對其進行離散,單元和節點總數分別為3 000和3 927個。模塊幾何及有限元模型如圖3所示,其中P1到P4分別代表模塊心部、寬度、厚度和長度方向的表面中心。在整個模擬過程中空氣、水和油的溫度均設為25 ℃,且把DIEVAR鋼看作由奧氏體、珠光體、貝氏體和馬氏體的復合相組成,模擬過程中所涉及冷卻介質的換熱系數如圖4所示。
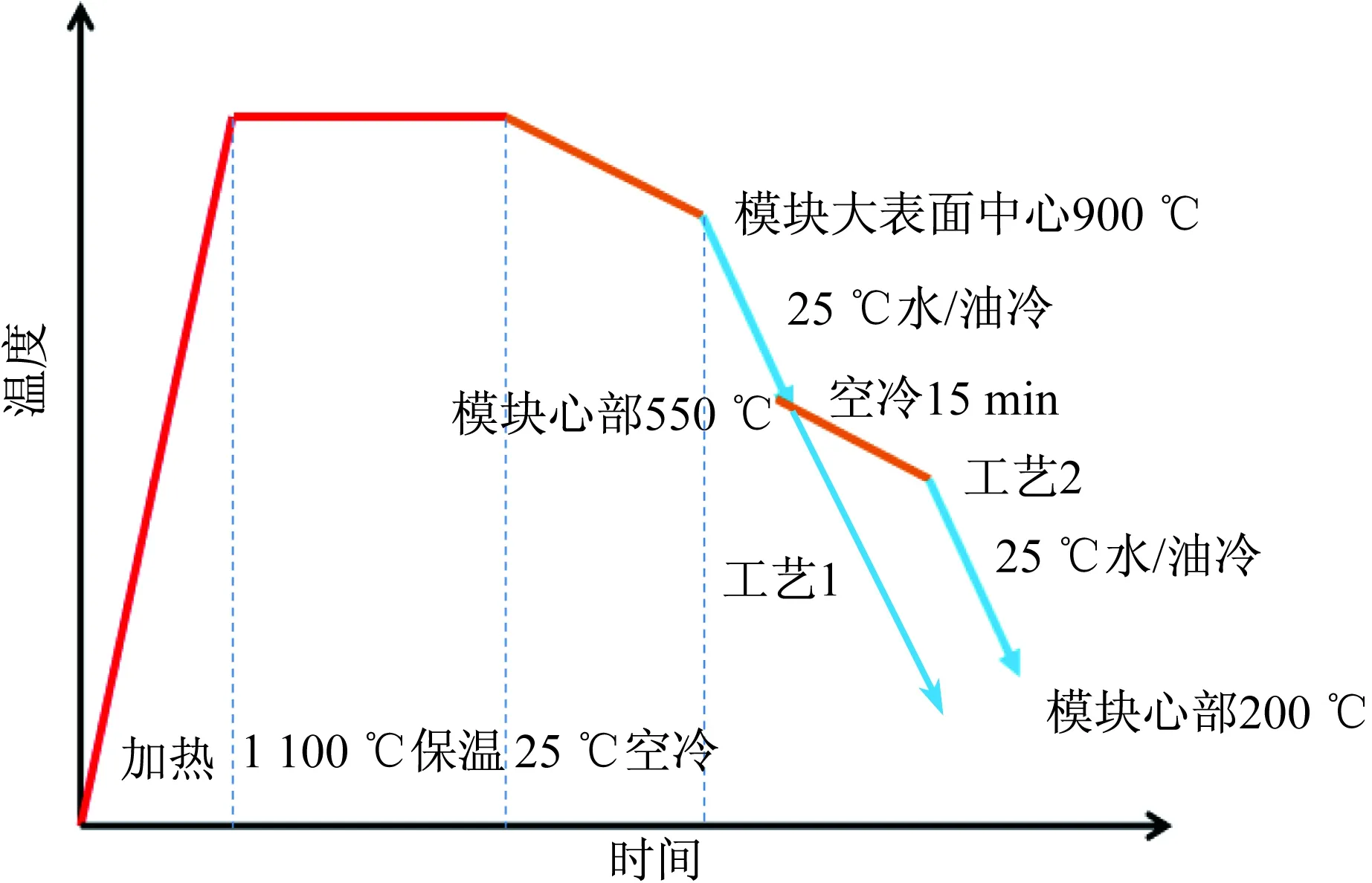
圖2 固溶冷卻工藝示意圖Fig.2 Illustration of solid solution cooling processes

圖4 水和油的換熱系數隨溫度的變化Fig.4 Heat transfer coefficient of water and oil as a functin of temperature
3 結果與討論
3.1 冷卻介質對大截面模塊冷卻行為的影響
圖5為DIEVAR模塊在兩種固溶冷卻工藝下水冷和油冷后不同部位的冷卻曲線。由圖5可知,采用工藝1模塊入水后表面中心溫度快速從900 ℃降到100 ℃左右,而入油后表面溫度冷到200 ℃左右,隨后模塊心部與表面的溫度逐漸接近,溫差逐漸減小;在工藝2條件下,模塊心表冷卻曲線與工藝1趨勢一致,說明冷卻介質與工藝對模塊心部冷卻行為的影響較小。當心部冷到550 ℃時,由于進行15 min空冷,導致該期間模塊表面發生了不同程度的返溫,進一步減小了心表溫差,起到了緩解熱應力的作用。圖6為兩種介質下模塊心部冷至550 ℃時中截面的溫度分布,經水冷后模塊表面到心部之間的溫度梯度明顯比油冷大,而模塊心部溫度分布比較相近,說明冷卻介質對模塊心部溫度演變的影響較小,而對模塊心表溫度梯度的影響明顯,采用油冷有利于減小心表溫差。

圖5 模塊不同部位的冷卻曲線Fig.5 Cooling curves of at different points in the block
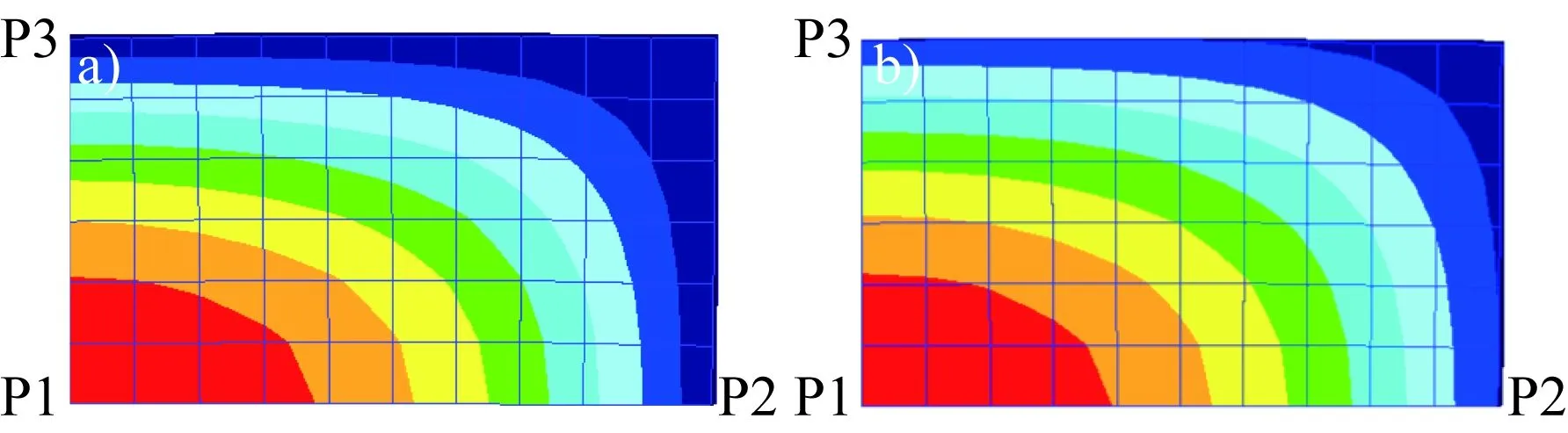
圖6 模塊心部水(a)和油(b)冷至550 ℃時中截面的溫度分布Fig.6 Temperature distribution in the middle section of DIEVAR steel block core cooled in (a) water and (b) oil to 550 ℃
由于模塊尺寸較大,心部冷速最慢,為模塊在冷卻中組織轉變能否達到要求的重要部位。圖7給出了兩種工藝下模塊心部冷速隨時間的變化曲線,其中Vc表示鋼中碳化物析出的臨界冷速。由圖可知,模塊入水或油后,心部冷速先隨著模塊心表溫差的增大而增大,當冷至約50 min時分別達到最大冷速0.16和0.14 ℃/s,隨后心表溫差減小,心部冷速降低,最后由于心部相變潛熱的影響冷速呈現小幅度回升;在冷卻30~100 min期間,模塊心部冷速均大于碳化物析出臨界冷速0.1 ℃/s,結合CCT曲線可知,兩種冷卻介質下模塊均可有效避免先共析碳化物的沿晶析出。

圖7 模塊心部冷速隨冷卻時間的變化Fig.7 Variation of cooling rate at the core of DIEVAR block with cooling time
3.2 冷卻介質對大截面模塊組織演變的影響
圖8和圖9分別為模塊在兩種固溶冷卻工藝下水冷和油冷后,心部與表面中心組織隨時間的變化曲線。由圖8可知,DIEVAR鋼模塊在入水或油后表面在短時間內就轉變為馬氏體,而心部在100 min后發生貝氏體轉變,最終貝氏體體積分數分別為2.6%和3.5%,滿足了盡量避免模塊冷速進入貝氏體相區的要求,最終心部馬氏體體積分數分別為57.5%和55%。相比于水冷,油冷的組織轉變時間稍滯后,但最終組織相差較小,說明冷卻介質對大截面模塊心部組織演變的影響較小。由圖9可知,工藝2模塊心部及表面組織轉變與工藝1趨勢類似,冷卻結束時水冷和油冷的模塊心部馬氏體體積分數分別為58%和56.6%,貝氏體體積分數分別為3.1%和4.2%。在15 min空冷期間,模塊心部尚未發生組織轉變,表面馬氏體由于自回火出現了短暫的“停滯”現象,但由于自回火時間較短,隨后的水冷或油冷時組織轉變受到的影響很小,且脆性馬氏體得到了有效抑制,因此工藝2比工藝1更佳。
為了便于比較兩種介質及兩種固溶冷卻工藝對模塊心部組織演變的影響,表2給出了水冷和油冷下兩種工藝結束后模塊心部的組織含量。無論是采用水冷還是油冷,選擇工藝1還是工藝2,模塊心部最終的組織都比較接近,可見冷卻介質以及15 min空冷對大截面模塊心部組織演變的影響較小。
3.3 冷卻介質對大截面模塊應力演變的影響
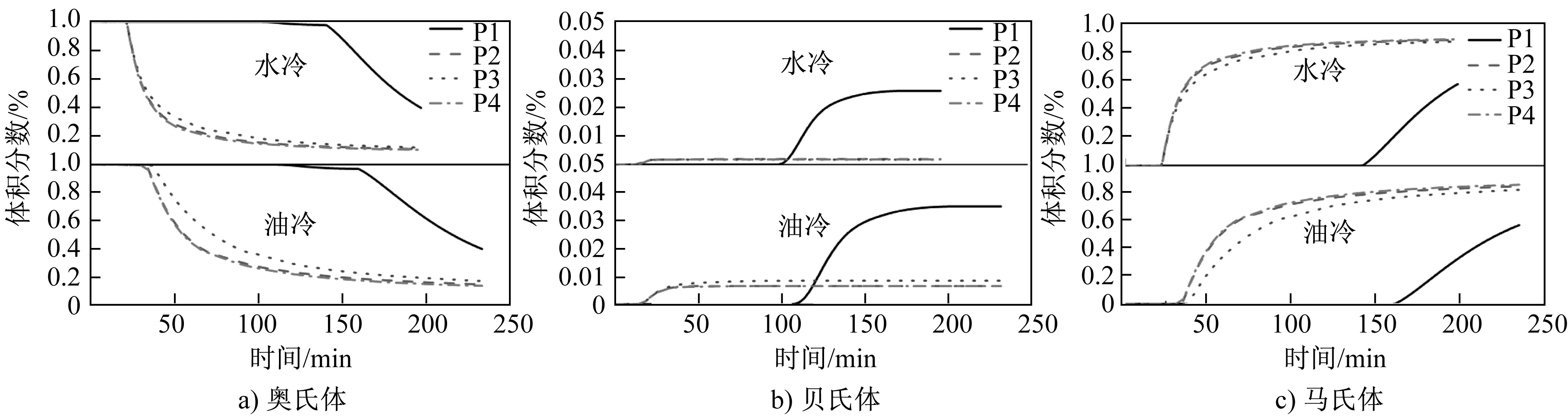
圖8 工藝1模塊心部和表面中心組織隨冷卻時間的變化Fig.8 Microstructure change at the core and surface center of block with cooling time for process 1

圖9 工藝2模塊心部和表面中心組織隨冷卻時間的變化Fig.9 Microstructure change at the core and surface center of block with cooling time for process 2
表2 固溶冷卻后模塊心部組織的體積分數Table 2 Volume fraction of microstructures at the core of block after solid solution cooling %
大截面模塊在固溶冷卻過程中產生的應力主要表現為心表冷卻差異以及組織轉變時產生的熱應力和組織應力。圖10為模塊心部與表面中心的等效應力變化曲線。由圖10(a)可知,工藝1模塊表面和心部等效應力在冷卻過程中都呈現先增大后減小的趨勢, 表面等效應力在冷卻70 min心表溫差較大時達到最大值,而心部應力在冷卻100~150 min發生貝氏體轉變期間達到最大值,且前120 min內表面應力大于心部。這說明固溶冷卻期間模塊表面產生較大熱應力,心部產生較小組織應力,因此模塊表面易發生開裂;由圖10(b)可知,工藝2模塊表面和心部等效應力與工藝1的變化趨勢類似,在空冷期間,模塊表面等效應力因心表溫差減小而明顯降低,熱應力得以有效緩解; 相比于水冷,油冷模塊表面等效應力低16%左右,油冷可有效降低模塊熱應力。
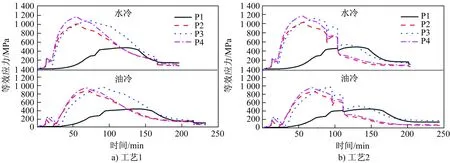
圖10 模塊心部和表面中心的等效應力隨冷卻時間的變化Fig.10 Equivalent stress at the core and surface center of block as a function of cooling time
3.4 模塊最大可生產規格的理論預測
為了提高大截面模塊的經濟效益,需要在一定條件下盡可能提高模塊的尺寸規格。圖11為150~650 mm厚模塊水冷和油冷時心部的最大冷速。由圖11可知,隨著模塊厚度的增加,模塊心部的最大冷速逐漸減小,模塊厚度越大,心部冷速差異越小。雖然650 mm厚模塊心部的最大冷速約為0.11 ℃/s,達到了心部避開碳化物析出的冷速要求,但從模塊應力方面考慮,該厚度模塊即使采用油冷應力也高達1 750 MPa,具有開裂的風險。對于550 mm厚的DIEVAR鋼模塊,水冷時最大等效應力為1 600 MPa, 油冷為1 460 MPa,可有效避免冷卻開裂的發生,因此可預測水冷550 mm和油冷580 mm為模塊最大可生產理論厚度。

圖11 水冷和油冷下不同厚度DIEVAR模塊心部的最大冷速Fig.11 Maximum cooling rate at the core of DIEVAR block with different thickness during water cooling and oil cooling
4 結論
(1)冷卻介質與工藝對模塊心部冷卻行為的影響較小,工藝2空冷期間模塊表面返溫,減小了模塊心表溫差,油冷較水冷溫度梯度小。水冷和油冷30~100 min期間模塊心部的冷速均大于0.1 ℃/s,可避免碳化物析出。
(2)兩種冷卻介質及工藝對模塊心部組織的影響較小, 冷卻結束后模塊心部最終組織的體積分數差異很小。
(3)冷卻過程中模塊表面和心部等效應力先增大后減小,工藝2的空冷過程有效降低了模塊表面應力。固溶冷卻過程中模塊表面產生較大熱應力,心部產生較小組織應力。油冷模塊表面等效應力比水冷低16%左右。
(4)隨著模塊厚度的增加,模塊心部的最大冷速逐漸降低,模塊要能避免碳化物析出的理論最大厚度為650 mm,從應力方面考慮,預測水冷550 mm和油冷580 mm為模塊最大可生產理論厚度。
[1] 崔曉龍, 萬妮麗. 大型鍛件熱處理過程的數值模擬研究[J]. 大型鑄鍛件, 2004,20(4):33- 36.
[2] 李廣睿. 大型鍛件軋輥熱處理工藝模擬及其實驗研究[D]. 秦皇島: 燕山大學, 2007.
[3] 潘健生, 胡明娟. 計算機模擬在材料科學中的應用[C]//第六屆全國熱處理大會論文集.北京:機械工業出版社, 1995: 8- 12.
[4] 賀連芳, 李輝平, 趙國群. 淬火過程中溫度、組織及應力/應變的有限元模擬[J]. 材料熱處理學報, 2011, 19(32):128- 133.
[5] 顧興武, 顧敏. 淬火冷卻過程數值模擬的研究現狀及展望[J]. 金屬熱處理, 2008, 33(10): 1- 7.
[6] 宿德軍, 陳軍. 熱處理過程數值模擬的研究現狀和發展趨勢[J]. 模具技術, 2004, (6): 54- 57.
[7] 顧劍鋒, 潘健生. 淬火過程計算機模擬及應用[J]. 金屬熱處理, 2000, 25(5):35- 37.
[8] 王慶亮, 續維, 潘健生, 等. 數值模擬技術在大模塊預硬化熱處理中的應用[C]//第二屆寶鋼學術年會論文集. 上海:寶鋼集團公司, 2006:4- 7.
[9] 姚善長, ERICSSON T. 淬火過程的計算機模擬[J]. 金屬熱處理, 1987, 12(8): 25- 32.
[10] 樊夢婷, 孫明月,李殿中. 大型壓力機模座熱處理過程模擬及工藝優化[J]. 材料工程, 2011(11): 44- 50.
[11] 王琦, 盧軍, 王靜, 等. 幾種熱作模具鋼性能研究[J]. 熱處理, 2014,29(6): 18- 20.
[12] 潘曉華, 朱祖昌. H13熱作模具鋼的化學成分及其改進和發展的研究[J]. 模具制造, 2006, 6(4): 78- 85.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52