
干法復合機應用PLC和變頻器技術的升級改造
2018-05-07 03:26:41殷曉東丁新彥
中國設備工程 2018年8期
殷曉東,丁新彥
(1.漯河天潤彩印包裝有限公司;2.漯河市泥河洼管理處,河南 漯河 462000)
雙匯集團天潤彩印公司在二十世紀90年代引進了韓國一臺干法復合機,由于元件老化,控制精度降低,故障率高,生產能力不能滿足工藝要求。經對該設備技術評審后,對驅動及控制系統進行升級改造,使干法復合機重新煥發青春。
1 原干法復合機組成及存在的問題
干式復合是在一種基材上均勻涂布一層粘和劑,通過烘箱干燥后與第二種復合基材粘合形成新的復合材料的設備。干法復合機由兩套放卷單元,一套進料單元,一套涂膠單元、三組干燥裝置、一套復合單元和一套收卷單元組成。干式復合機傳動系統如示意圖1所示。
原干法復合機設計最高復合速度150m/min,張力控制精度±0.5kg,張力控制范圍5~40kg/全幅。主要存在問題是控制系統是可控硅直流拖動,電子分立元件模擬調速,器件參數易漂移,元件老化,控制精度低,故障多。
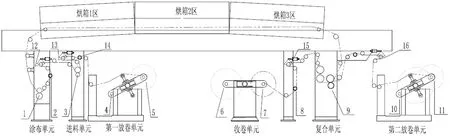
圖1 干法復合機的基本結構
2 干法復合機改造硬件組成設計
按照可靠性、合理性、先進性和經濟性,設計改造的電氣系統,對干法復合機的9個傳動點,每一個傳動點由一臺交流變頻電機拖動,主控單元采用S7-300,通過西門子MPI串行通信總線與觸摸屏連接,構成一個以S7-300為核心,以觸摸屏為操作終端,變頻器為終端執行機構的高速數字通信網絡系統。
變頻器調速裝置設計選用安川G7系列變頻器,每臺變頻器均由脈沖編碼器測量電機轉速,構成閉環速度負反饋控制系統。通過功能設置變頻器內部實現轉矩控制,系統具有很高的穩態精度和動態快速響應能力,靜態精度可以達到≤±0.01%,動態精度達到≤ ±0.05%。
變頻器功率型號的選擇如表1所示。
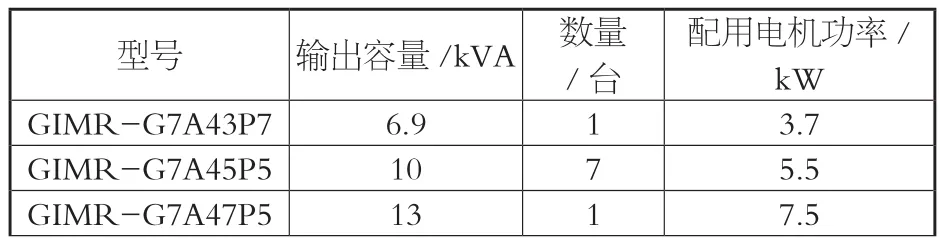
表1 變頻器選型一覽表
測速編碼器選用OMRON型號為E6B2-CWZ5B 600脈沖/轉。該編碼器為增量型光電旋轉編碼器,為非接觸式結構,使用壽命長、可靠性高,提高了信號的抗干擾能力和傳輸距離。
變頻器采用帶PG卡的矢量控制模式,具有過流、過壓保護控制、張力調節控制、故障檢測和保護、電機溫度監視等。PG卡的連接方式如圖2所示。

圖2 變頻器PG卡的連接路圖
PLC采用西門子公司S7-300的CPU314。該CPU上集成了兩個PROFIBUS-DP接口,其中一個作為MPI口,通過該口與裝有編程軟件Step7的計算機連接可進行編程、調試、診斷等。另一個DP接口,可以將S7-300作為DP主站或從站加入到MPI網絡中,對現場操作臺觸摸屏設備連接,實現相關控制。
觸摸屏選用西門子公司的MP277-10,主要用于現場設備運行狀況監測、數據采集及處理、電氣設備開關控制及用于參數調整的自動系統控制功能。
3 干法復合機的控制軟件設計
3.1 模擬量控制
改造設計利用PLC和變頻器傳動,將干法復合機的兩個放卷、進料、涂布、復合輥和收卷輥分別由單獨的變頻器拖動,通過控制各段傳動輥的線速度,實現張力的高精度控制。
干法復合機復合材料經過兩個放卷、進料、涂布、復合和收卷完成整個復合過程,由于各傳動輥的線速度差異,因此在各傳動輥間產生張力,根據復合工藝要求對各段張力進行控制,各段張力的控制精度要求在±1%以內。每臺電機需要一個張力給定或速度給定信號,需要占用的AO通道數為9路,收卷裝置需錐度控制,因此共需10個模擬信號通道。
3.2 控制系統構成
系統主要由人機界面、PLC、矢量變頻器、編碼器和擺輥式張力檢測機構組成,通過人機界面可以在線顯示設備運行狀況、設定設備各項參數;在系統中PLC是用作設備的張力控制和設備I/O控制;安裝在傳動軸上的編碼器脈沖信號回饋到矢量變頻器的PG卡中,形成速度閉環,使整體速度精度控制在3‰以內。
3.3 張力控制原理
為提高各段張力的控制高精度和速度響應性,本系統采用PID控制和同步控制相結合的方式。變頻器和編碼器組成速度控制內環,PLC、張力傳感器組成張力外環,實現對張力的串級控制;同時將測算出的放卷輥輸出線速度,換算成轉速后加到放卷輥后各傳動輥的速度環上,作為速度的初始給定,這樣,在進行張力調節之前,各傳動輥間線速度基本同步,此時各傳動輥間速度誤差在1%以內,張力誤差在3%以內(實測值),然后通過張力串級調節進一步提高張力控制精度。
(1)放卷線控制:放卷輥為干法復合機各傳動輥的第一級,其它各輥速度跟隨放卷輥,本方案在人機界面設定設備的運行線速度,通過測量放卷輥的半徑,可計算出卷輥的轉速。
(2)速度同步控制:為保證各傳動輥之間的線速度基本同步,各傳動輥的驅動單元需進行速度初給定,初給定的速度以放卷輥為基準。設備的運行速度在人機界面中設定,通過PLC計算后,換算成各變頻器運行的頻率,經PLC上模擬量輸出給各輥驅動變頻器。由于各變頻器的加減速及傳動機構的特性很難一致,需對放卷輥外其它變頻器的速度初始一個修正系數,在不加張力控制時,各傳動輥的速度偏差控制在0.8%以內。
(3)張力控制:各段張力的設定在人機界面中進行,設定張力由PLC計算,經D/A模塊送電氣轉換裝置,轉換成氣信號后給擺輥氣缸,當復合材料張力大于設定值時,擺輥上移,反之下降,同時送出電壓信號給PLC。
3.4 張力控制的方案
張力控制是干法復合機改造的最核心內容,本方案張力控制采用西門子S7-300、安川G7變頻器,以及日本藤倉無阻尼氣缸浮動輥上的旋轉電位器組成的閉環控制系統。
浮動輥上的電位器檢測當前浮動輥位置,亦即張力狀況,以模擬電壓信號反饋給PLC;PLC根據任務要求及自身程序,計算出相應輸出,向變頻器發出指令,保證各個電機工作在同步狀態,使張力保持穩定。
在設備一放料、二放料、進料、涂布、復合和收卷部位,共設計了6套張力檢測器,其中收卷部位除用于張力檢測外,還用于張力的直接控制,與電控轉換器、浮動輥和收卷變頻器共同組合,實現收卷的錐度控制。
收卷張力大小隨著收卷料卷直徑的增大而有規律地減少,控制模式由張力檢測器、電控轉換器、浮動輥和收卷變頻器和PLC共同組合,實現收卷的錐度控制。
3.5 系統界面設計
MP277-10觸摸屏通過組態畫面,實現了干法復合機的全數字控制,提高了操作機構的安全性和可靠性。
主顯示畫面顯示主機速度,收料A、B軸及總累積長度,顯示主機狀態等功能。擺輥顯示畫面,顯示牽引、復合、收、放料各擺輥的位置狀態。在設定畫面,操作員可設定最高速度(自動加速目標速度),最低速度(自動減速目標速度),加速時間(從0m/min到200m/min所需時間),減速時間,收料張力,收料錐度張力等。設備調試畫面便于工程師現場調試,在調試時輸入工程師密碼才能進入。
4 結語
干法復合機技術升級改造后,與原控制系統相比,機速由150m/min提高到200m/min,張力精度由<0.5%提高到<0.03%,設備運行穩定、控制可靠、操作便利,取得了顯著的經濟效益和社會效益,實現了自動化助力設備升級,使老設備再次煥發青春。
參考文獻:
[1]西門子s7-300可編程控制器應用教程,2011,(8).
[2]Varispeed G7 使用說明書,株式會社安川電機.
[3]北京ABB電氣傳動系統有限公司,ACS600固件手冊.
[4]HMI手冊,西門子(中國)有限公司.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
防爆電機(2020年3期)2020-11-06 09:07:42
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
測控技術(2018年5期)2018-12-09 09:04:50
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2017年7期)2017-06-05 09:36:13
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
自動化博覽(2014年12期)2014-02-28 22:34:39
