基于量綱分析法的旋轉(zhuǎn)超聲磨削鈦合金刀具磨損數(shù)學模型
2018-05-07 08:22:25劉凡秦娜牛健地鄭亮
機械制造與自動化 2018年2期
劉凡,秦娜,牛健地,鄭亮
(西南交通大學 機械工程學院,四川 成都 610031)
0 引言
鈦合金因密度小、比強度高、耐高溫、耐腐蝕等一系列優(yōu)點,廣泛應用在航空制造業(yè)中[1]。但鈦合金材料亦具有導熱系數(shù)小、高溫化學活性大和彈性模量低等特性,是典型的難加工材料[2]。鈦合金的難加工特性直接影響零部件的加工效率和加工成本。隨著鈦合金應用日益廣泛,急需一種新的加工方法滿足日益增長的鈦合金市場擴展的需要。
旋轉(zhuǎn)超聲磨削加工是固結(jié)磨料工具的磨削加工與普通超聲振動加工為一體的復合加工方式[3]。相對比傳統(tǒng)加工鈦合金的方法而言,旋轉(zhuǎn)超聲磨削加工具有磨削力較小、材料去除率高、加工表面質(zhì)量好等突出優(yōu)勢,可以有效地提高刀具使用壽命與已加工表面的表面完整性,因此固結(jié)磨粒旋轉(zhuǎn)超聲磨削加工在許多工業(yè)領域正得到越來越廣泛的應用。
1 旋轉(zhuǎn)超聲磨削刀具磨損
在旋轉(zhuǎn)超聲磨削加工中,影響刀具磨損的因素眾多,例如刀具主軸轉(zhuǎn)速、進給速度、超聲功率、超聲頻率、磨料粒度、磨料類型、磨料濃度、刀具內(nèi)壁厚度、刀具結(jié)合劑類型等。這些因素對超聲振動刀具磨損的影響程度不盡相同,且某些因素之間存在一定的交互作用,因此將影響超聲振動刀具磨損的因素全部加以考慮不現(xiàn)實。本文在相關預實驗分析的基礎上,確認了6個主要并且相對容易控制的加工工藝參數(shù)和刀具結(jié)構參數(shù),即:刀具主軸轉(zhuǎn)速(S)、進給速度(V)、超聲功率(W)、超聲頻率(F)、磨料粒度(R)、磨料濃度(C),將影響刀具磨損的其他因素忽略。因此旋轉(zhuǎn)超聲磨削刀具模型可由函數(shù)關系式(1)來表示:
T=f(S,V,P,F,R,C)
(1)
2 量綱分析法
量綱分析[9]是物理領域中建立數(shù)學模型的一種方法,在經(jīng)驗和試驗的基礎上,利用物理定律的量綱其次性原則和用于量綱分析建模的BuckinghamΠ定理,可以確定各物理量之間的關系。BuckinghamΠ定理[10]描述如下:若一個物理關系f(s1,s2,s3,…,sn),是由一組量綱不同的物理量S1,S2,S3,…,Sn所組成。設在這組物理量中有j個量綱相互獨立,并且選作為基本量綱,這個物理關系一定可以用k=n-j個無量綱量Π1,Π2,…,Πk完全表示出來,即:
f(Π1,Π2,Π3,…,Πk)=0
(2)
從 BuckinghamΠ定理來看,它是一種數(shù)學分析方法,因此量綱分析法不失為建立振動刀具磨損數(shù)學模型的有力工具。本文借助于量綱分析法確定式(1)中含6個變量的函數(shù)關系。
刀具磨損以刀具縱向長度磨損量作為刀具磨損評價指標,因此式(1)中共有7個變量,變量具體量綱見表1(應用的量綱分析系統(tǒng)是“質(zhì)量系統(tǒng)”,即“LMT”系統(tǒng),以L-長度量綱、M-質(zhì)量量綱、T-時間量綱為3個基本物理量綱,其余物理量的量綱均為導出量綱)選取長度L、質(zhì)量M、時間T為3個基本物理量綱,則由式(2)知無量綱量Π的個數(shù)是4。從7個參量中選擇3個作為問題的重復變量,選取的重復變量應是線性無關的并且此線性無關物理量組成的量綱矩陣子行列式不應為0,因此根據(jù)量綱矩陣,選擇S(主軸轉(zhuǎn)速)、V(進給速度)、P(超聲功率)作為重復變量,量綱矩陣如表2所示。
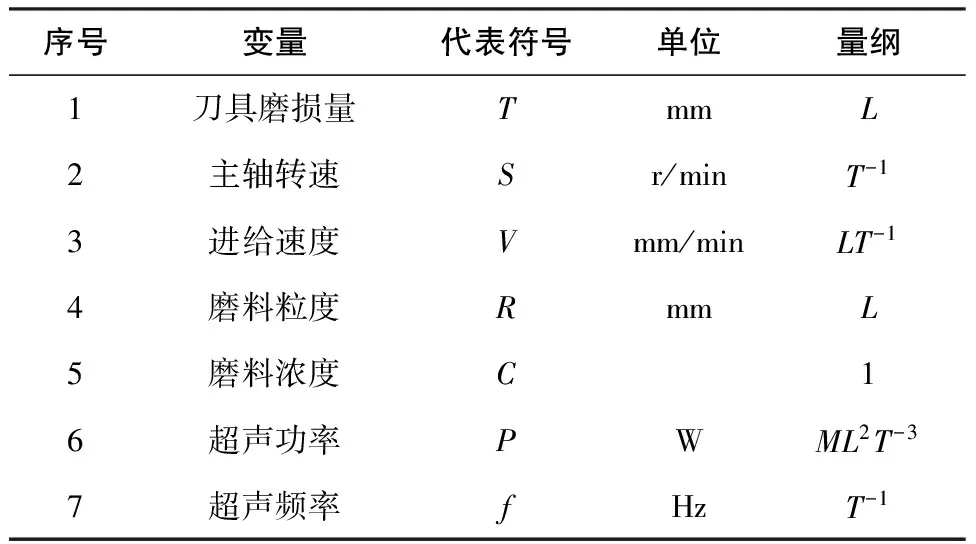
表1 變量及其量綱
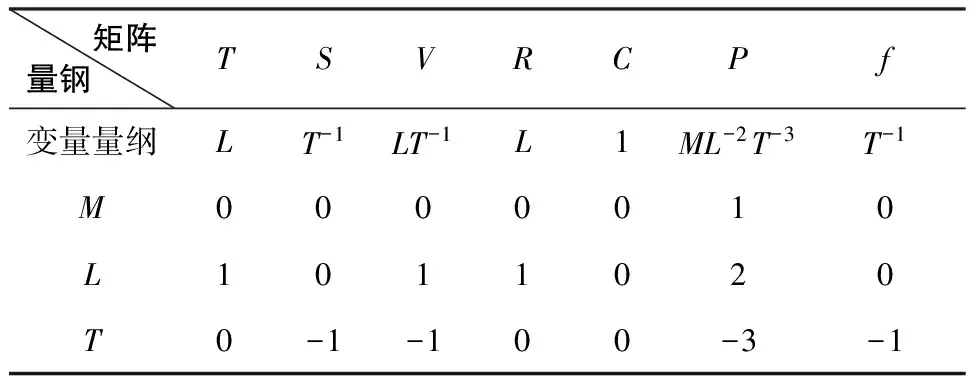
表2 量綱矩陣
根據(jù)BuckinghamΠ定理與3個重復參量寫出4個無量綱量的表達式如下:
Π1=L(T-1)α(LT-1)β(ML2T-3)γ
(3)
Π2=C
(4)
Π3=T-1(T-1)α(LT-1)β(ML2T-3)γ
(5)
Π4=T-1(T-1)α(LT-1)β(ML2T-3)γ
(6)
Π為無量綱量,根據(jù)量綱一致性原理[10]可以求得Π的具體表達式,Π1的求解過程如下:
1+β=0
-α-β=0
γ=0
解之,α=1,β=-1,γ=0,則Π1=RSV-1,同理求出其余3個無量綱量Π,分別為:Π2=C,Π3=fS-1,Π4=TSV-1。則根據(jù)BuckinghamΠ定理,式(1)中刀具磨損與各參量的關系可以表示成如下關系:
f(RSV-1,C,fS-1,TSV-1)=0
(7)
式(7)轉(zhuǎn)化成:TSV-1=φ(RSV-1,C,fS-1),式中φ為某個函數(shù),在處理試驗結(jié)果或者數(shù)值結(jié)果時,通常可以把結(jié)果表示成冪次關系[11],即:
TSV-1=C1(RSV-1)α(C)β(fS-1)γ
(8)
其中,C1是常數(shù),而α、β、γ是實數(shù)。將式(8)轉(zhuǎn)化為對數(shù)關系,即:
lnTSV-1=lnC1+αlnRSV-1+βlnC+γlnfS-1
(9)
分別令lnRSV-1=x1,lnC=x2,lnfS-1=x3,lnTSV-1=y,則式(9)可以表示為:
y=c+αx1+βx2+γx3
(10)
式(10)相對于式(1)而言,減少了自變量的個數(shù),大大減少工作量,并且使得結(jié)果更加具有普遍性。式(10)中實數(shù)α、β、γ將通過正交試驗法推導確定。
3 正交試驗
正交試驗設計簡稱正交設計(orthogonal design),它是部分因子設計的主要方法,是利用正交表科學地安排與分析多因素試驗的方法,其基本思想是從全面試驗中挑選出部分有代表的點進行試驗,這些點具有“均衡分散”和“整齊可比”的特點[12]。本文使用Design-expert軟件設計了六因素三水平正交試驗,正交試驗因素水平表如表3所示。刀具磨損量為刀具旋轉(zhuǎn)超聲磨削鈦合金前后刀具縱向長度的磨損量,超聲振動刀具縱向長度的磨損量由超聲振動機床中的激光對刀儀測定。根據(jù)式(10)中的替換規(guī)則,將正交試驗表中試驗設計與結(jié)果變換成表4所示。
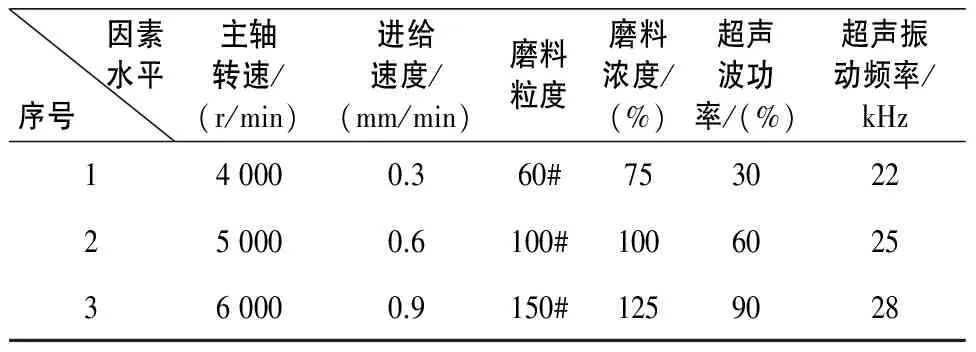
表3 因素水平編碼
試驗采用德國DMG Ultrasonic 70超聲振動機床,超聲振動刀具由鄭州磨料磨具磨削研究所制備。刀具外徑、內(nèi)徑分別為10mm和6mm,刀具結(jié)合劑類型為錫青銅基,如圖1所示。工件材料為鈦合金Ti6Al4V,工件尺寸為50mm×50mm×0.5mm。試驗系統(tǒng)冷卻方式為外冷,采用鈦合金專用切削液。每次試驗前后使用超聲振動機床中的激光對刀儀測量刀具縱向長度,獲得每次試驗中刀具磨損量數(shù)值,每組試驗重復3次,取3次實驗數(shù)據(jù)的平均值作為該組試驗刀具磨損結(jié)果。
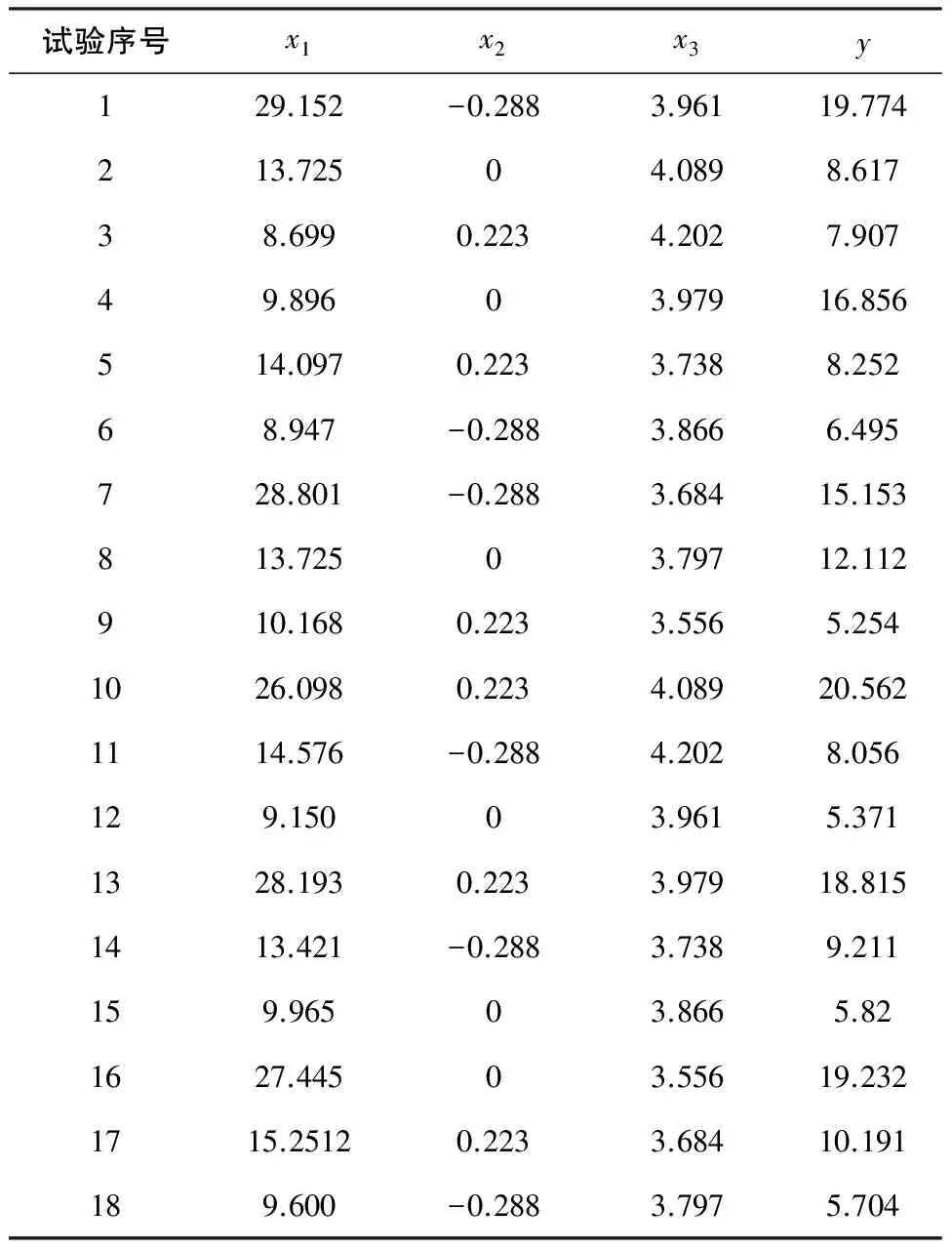
表4 試驗設計及結(jié)果

圖1 試驗用超聲振動刀具
4 結(jié)果與分析
使用Design-expert軟件對表4中18組刀具磨損數(shù)據(jù)進行多元線性回歸建模與分析,則可擬合出旋轉(zhuǎn)超聲磨削鈦合金刀具磨損數(shù)學模型。對式(10)進行多元線性回歸分析之后模型為:
y=-6.797 14+0.634 65x1+2.549 68x2+1.855 28x3
(11)
根據(jù)上節(jié)推導,將式(11)中的系數(shù)反推到式(8)中,獲得了旋轉(zhuǎn)超聲磨削鈦合金刀具磨損數(shù)學模型,模型具體公式為:
T=e-6.797 14×S-2.220 63×V0.365 35×R0.634 65×C2.549 68×f1.855 28
(12)
模型能否實現(xiàn)對實際響應的預測取決于模型建立得是否合適,因此必須對模型的有效性進行檢測。在Design-expert中,可以根據(jù)殘差的正太概率分布是否接近一條直線來判定,如圖2所示。從圖中可以看出,標準殘差的正態(tài)概率分布在一條直線上,充分表明了所建立的刀具磨損模型的有效性。
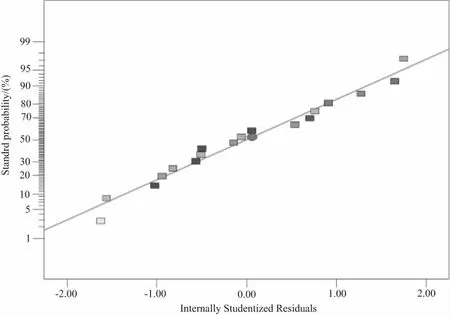
圖2 標準殘差概率分布圖
模型的顯著性反映了模型對實際響應的預測精度,因此需要對超聲振動刀具磨損模型進行方差分析,判斷其顯著性。設顯著性水平α=0.01,則模型方差分析如表5所示。

表5 模型方差分析表
根據(jù)模型和殘余誤差的自由度F分布表,得F0.01(3,14)=5.56,F=45.04>F0.01(3,14)=5.56,因此擬合的旋轉(zhuǎn)超聲磨削鈦合金刀具磨損模型顯著度非常明顯,即可以進行振動刀具磨損量的預測。
5 結(jié)語
本文在量綱分析的基礎上,以振動刀具縱向磨損量作為刀具磨損評價指標,建立了旋轉(zhuǎn)超聲磨削鈦合金刀具磨損與刀具結(jié)構參數(shù)(磨料粒度、磨料濃度)和加工工藝參數(shù)(主軸轉(zhuǎn)速、進給速度、超聲功率、超聲頻率)的數(shù)學模型,通過有效性和顯著性檢驗得出標準殘差的正態(tài)概率分布在一條直線上,模型F分布值為45.04,在顯著性水平α=0.01上,遠大于F分布臨界值5.56,充分表明了模型具有較高的顯著度,可以對旋轉(zhuǎn)超聲磨削鈦合金中的刀具磨損進行預測。
參考文獻:
[1] 孫玉晶, 孫杰, 李劍峰. 鈦合金銑削加工刀具磨損有限元預測分析[J]. 機械工程學報, 2016, 52(5): 193-201.
[2] 陳燕, 楊樹寶, 傅玉燦,等. 鈦合金TC4高速切削刀具磨損的有限元仿真[J]. 航空學報, 2013,34(9): 2230-2240.
[3] 秦娜. 旋轉(zhuǎn)超聲波磨削制孔的切削力建模與試驗研究[D]. 大連:大連理工大學, 2011.
[4] 秦國華, 謝文斌, 王華敏. 基于神經(jīng)網(wǎng)絡與遺傳算法的刀具磨損檢測與控制[J]. 光學精密工程, 2015, 23(5):1314-1321.
[5] Zeng W M, Li Z C, Pei Z J, et al.Experimental observation of tool wear in rotary ultrasonic machining of advanced ceramics[J]. International Journal of Machine Tools & Manufacture, 2005, 45(12):1468-1473.
[6] Shen J Y, Wang J Q, Jiang B, et al. Study on wear of diamond wheel in ultrasonic vibration-assisted grinding ceramic[J]. Wear, 2015, 332/333:788-793.
[7] 荊君濤, 劉運鳳, 李占杰,等. 旋轉(zhuǎn)超聲磨削加工中影響磨具壽命的結(jié)構參數(shù)優(yōu)化[J]. 光學精密工程, 2013, 21(4):972-979.
[8] 秦娜. 鈦合金固結(jié)磨粒旋轉(zhuǎn)超聲加中工具磨損的定量研究[J]. 學術動態(tài), 2014(3): 32-35.
[9] 付澤民, 莫健華, 陳偉,等. 基于量綱分析法的金屬板材折彎回彈數(shù)學模型[J]. 機械工程學報, 2010, 46(12):53-58.
[10] Sun B. Dimensional Analysis And Theory Of Similarity[J]. Fluid Mechanics, 2015(9):1-4.
[11] 談慶明. 量綱分析[M]. 合肥:中國科學技術大學出版社, 2005.
[12] 何為, 唐斌, 薛衛(wèi)東. 優(yōu)化試驗設計方法及數(shù)據(jù)分析[M]. 北京:化學工業(yè)出版社, 2012.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
中國公路(2017年18期)2018-01-23 03:00:38
數(shù)學物理學報(2017年6期)2018-01-22 02:26:40
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03