API SPEC 5CT標(biāo)準(zhǔn)使用中的要點分析
2018-05-09 02:03:04韓華剛
石油工業(yè)技術(shù)監(jiān)督 2018年4期
關(guān)鍵詞:標(biāo)準(zhǔn)產(chǎn)品
呂 能,閆 凱,韓華剛
中國石油集團(tuán)石油管工程技術(shù)研究院 (陜西 西安 710077)
API SPEC 5CT標(biāo)準(zhǔn)第9版[1](以下簡稱標(biāo)準(zhǔn))內(nèi)容豐富,分類詳細(xì),若無針對性地翻閱該標(biāo)準(zhǔn)時,則無從下手,不得要點。對API SPEC 5CT第9版PSL1的產(chǎn)品要求進(jìn)行了歸納分類,將標(biāo)準(zhǔn)中一些容易忽視的細(xì)節(jié)羅列出來,便于記憶和理解。
1 關(guān)于鋼管鋼級和制造要求
在標(biāo)準(zhǔn)中鋼級分為4組、15個鋼級。標(biāo)準(zhǔn)對此15個鋼級從煉鋼、制造工藝、試驗、管加工到成品發(fā)運等各個方面進(jìn)行了規(guī)定或指定推薦做法[2],目前各大鋼管制造公司油管及套管等產(chǎn)品的生產(chǎn)檢驗也都是依據(jù)此標(biāo)準(zhǔn)的指導(dǎo)思想進(jìn)行。關(guān)于標(biāo)準(zhǔn)中對鋼管產(chǎn)品過程工藝要求的歸納匯總見表1。
2 有關(guān)接箍需要注意的問題
根據(jù)標(biāo)準(zhǔn)相關(guān)規(guī)定,在對標(biāo)準(zhǔn)使用過程中,接箍的生產(chǎn)、驗收需要注意以下5個問題:
1)接箍中沒有M65鋼級的接箍,M65管子采用的是L80-1的接箍。
2)接箍、接箍毛坯和接箍材料應(yīng)采用無縫工藝制造,未經(jīng)適當(dāng)熱處理的冷拔管材產(chǎn)品是不能接收的。
3)接頭上扣前,應(yīng)在接箍或管子螺紋的整個嚙合表面上涂上螺紋脂,經(jīng)購方和制造廠協(xié)商,可在接箍和管子上同時涂敷。
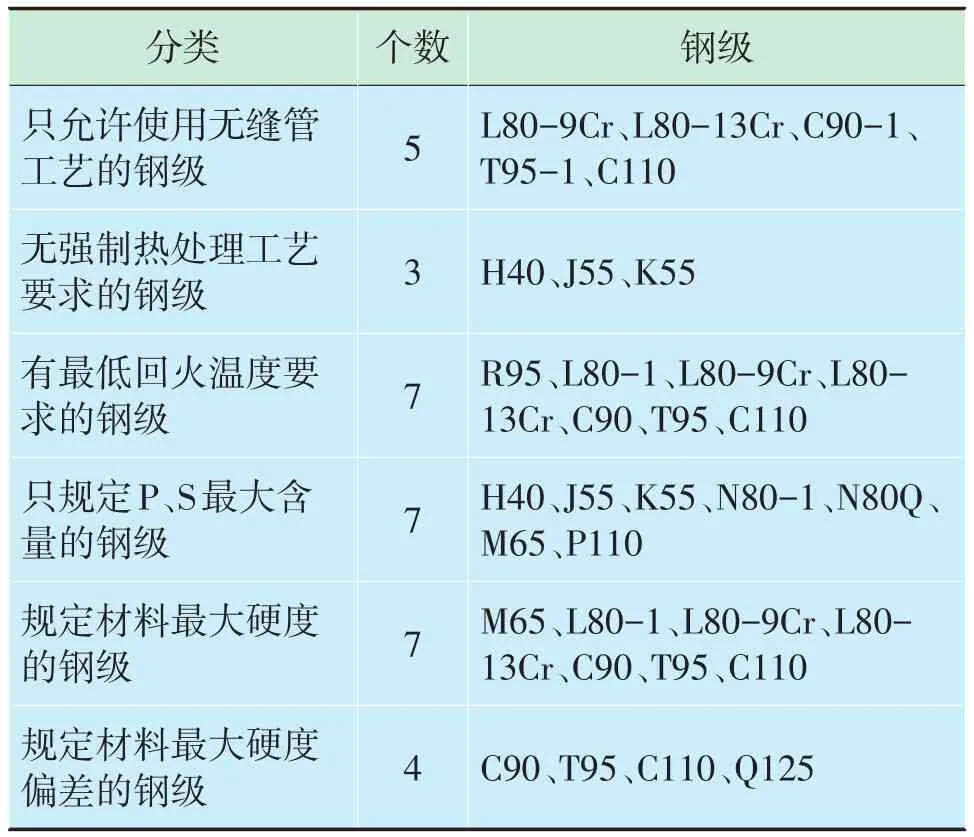
表1 標(biāo)準(zhǔn)對鋼管產(chǎn)品過程工藝要求匯總
4)接箍承載面的內(nèi)外棱邊應(yīng)為圓角或倒角。
5)所有接箍在最終加工之后,內(nèi)表面或外表面電鍍之前應(yīng)進(jìn)行內(nèi)、外表面檢驗。應(yīng)采用ISO 13665或ASTM E709的環(huán)向磁場濕熒光磁粉法檢驗表面縱向缺欠,或采用已向購方證明具有相同靈敏度的其他無損檢驗方法進(jìn)行檢驗[3]。經(jīng)購方和制造廠協(xié)商,H40、J55和K55鋼級接箍可不進(jìn)行無損檢驗,但應(yīng)在最終加工之后、電鍍之前進(jìn)行內(nèi)、外表面外觀檢驗,且不應(yīng)有肉眼可見的發(fā)裂、裂紋和氣孔。
3 關(guān)于兩組相似鋼級的區(qū)別與聯(lián)系
在標(biāo)準(zhǔn)的使用過程中,經(jīng)常遇到這樣的問題:J55和K55與N80-1和N80Q這兩組常見的鋼級,它們在生產(chǎn)和制造中的區(qū)別與聯(lián)系不易分清。通過對兩組產(chǎn)品的工序過程及要求進(jìn)行比對,可清晰地看出兩組產(chǎn)品的區(qū)別與聯(lián)系,詳見表2、表3。API SPEC 5CT的鋼級存在如下兩種情況:鋼級相同而類型不同,強度等級相同而鋼級不同。

表2 N80-1鋼級和N80Q鋼級制造要求的區(qū)別與聯(lián)系

表3 J55鋼級和K55鋼級制造要求的區(qū)別與聯(lián)系
4 關(guān)于沖擊功的要求
在標(biāo)準(zhǔn)中,關(guān)于沖擊功最低值的確定,需要計算和對比,并且在實際的應(yīng)用中,還有很多需要注意的要求[4]。
4.1 沖擊功的單個最小值和平均最小值
計算或查詢出的沖擊功最小值為3個試樣試驗的平均最小值,其中允許1個沖擊試樣的沖擊功低于平均最小值,但是在任何情況下都不得低于吸收能要求的2/3。所以沖擊功的單個最小值應(yīng)該為平均最小值的2/3,但是僅允許有1個。
4.2 臨界壁厚
沖擊功要求是根據(jù)臨界厚度而定的,而臨界厚度的定義與用途相關(guān)。在計算最小沖擊功的過程中,計算公式涉及到壁厚問題,其中既有規(guī)定壁厚,還有臨界壁厚。規(guī)定壁厚很容易理解,臨界壁厚則較為繁瑣,如接箍縱向沖擊功計算公式Cv=YSmax(0.002 36 t+0.025 18)中,YSmax為規(guī)定最大屈服強度,MPa;t為臨界壁厚,mm。臨界壁厚的要求在特殊扣油套管接頭中體現(xiàn)的比較多,各組件部位臨界壁厚的規(guī)定見表4。
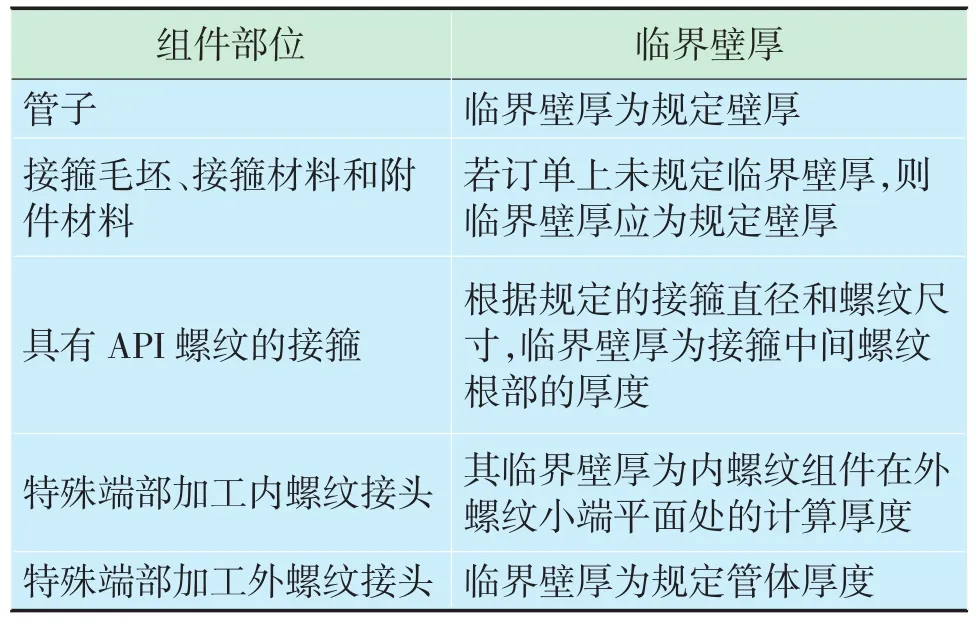
表4 標(biāo)準(zhǔn)對各組件臨界壁厚確定的位置
4.3 不需要進(jìn)行沖擊試驗的情況
當(dāng)外徑或壁厚不可能加工出1/2尺寸或更大的縱向沖擊試樣時,該產(chǎn)品不需進(jìn)行試驗。但制造廠應(yīng)采用文件化的,并經(jīng)證明其沖擊吸收能滿足或大于規(guī)定最低要求的化學(xué)成分和工藝。有些時候在實驗室采用1/3尺寸的沖擊試樣只作參考,不做判定。
5 加厚油套管的拉伸試驗問題
在標(biāo)準(zhǔn)使用過程中,經(jīng)常會遇到關(guān)于加厚油套管的拉伸試驗問題,而且問題的焦點主要集中在拉伸試驗試樣的取樣位置問題[5]。標(biāo)準(zhǔn)中是這樣描述的:加厚套管和油管的拉伸性能(加厚端伸長率除外)應(yīng)與管體的要求一致,如有爭議,加厚處的性能(伸長率除外)應(yīng)從加厚部位切取試樣進(jìn)行拉伸試驗來確定,并應(yīng)向購方提供這些試驗的記錄。當(dāng)要求對加厚部位進(jìn)行拉伸試驗時,購方和制造廠應(yīng)對試驗用最具代表性的試樣類型和尺寸達(dá)成一致意見。
標(biāo)準(zhǔn)中對加厚部位的拉伸性能要求做出了規(guī)定,使用方經(jīng)常質(zhì)疑工廠未從加厚部位取樣,認(rèn)為鐓粗部位的拉伸性能不能用管體部位的拉伸性能代替。
一般情況下,若采用的是鐓粗后整管熱處理,不必從加厚部位取樣,從管體上正常取樣即可。若使用方有要求或者加厚部位有爭議,應(yīng)從加厚部位取樣,但是加厚部位的取樣方式需要雙方達(dá)成一致。
6 結(jié)束語
API SPEC 5CT標(biāo)準(zhǔn)經(jīng)過多年的更改與完善,目前已經(jīng)成為油套管生產(chǎn)檢驗中的重要標(biāo)準(zhǔn)。通過歸納分類分析,對標(biāo)準(zhǔn)使用過程中容易遺漏、理解易出現(xiàn)偏差的要求重點列出,對使用人員快速、準(zhǔn)確把握標(biāo)準(zhǔn)要領(lǐng)提供了幫助。通過歸納分類要點,兼顧前后工序,可以準(zhǔn)確整理出某類產(chǎn)品的前后要求,起到提綱挈領(lǐng)的作用。
參考文獻(xiàn):
[1]American Petroleum Institute:Specification for Casing and Tubing:API Specification 5CT[S].9Th Edition,2011.
[2]American Petroleum Institute:Technical Report on Equations and Calculations for Casing Tubing,and Line Pipe Used as Casing or Tubing;and Performance Properties Tables for Cas?ing and Tubing:API TR 5C3[S].2008
[3]Standard Practice for Eddy-current Examination of Steel Tu?bular Products Using Magnetic Saturation.American Society for Testing and Materials:ASTM E309—11[S].2011
[4]Standard Test Methods for Notched Bar Impact Testing of Metallic Materials:ASTM E23—07a[S].2007
[5]Standard Test Methods and Definitions for Mechanical Test?ing of Steel Products:ASTM A370—10[S].2010.
猜你喜歡
現(xiàn)代裝飾(2022年4期)2022-08-31 01:39:32
現(xiàn)代裝飾(2022年3期)2022-07-05 05:55:06
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
當(dāng)代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:52
專用汽車(2016年4期)2016-03-01 04:13:43
質(zhì)量與標(biāo)準(zhǔn)化(2015年9期)2015-12-31 11:41:40
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14