數控機械PLC運動控制庫研發與設計
2018-05-15 06:43:02晏永紅
現代電子技術 2018年10期
晏永紅


摘 ?要: 數控技術進行零部件加工不僅效率與加工精度高且質量好,因此其是制造業從傳統的勞力密集型模式向自動化生產模式轉變的核心技術。為了解決市場上由于不同的數控運動控制方案之間不兼容,使得數控機械PLC運動控制較為復雜的問題,文中基于IEC 61131?3標準開發了數控機械PLC運動控制庫。分別針對單軸運動和多軸運動進行功能模塊開發并封裝成標準函數庫,并使用Beremiz 軟件平臺進行控制程序的編寫,再編譯下載至實驗平臺以及剪板機進行運動控制試驗。測試結果驗證了運動控制庫的可行性。
關鍵詞: 數控機械PLC; 運動控制; 自動化生產; IEC 61131?3標準; 運動控制庫; Beremiz軟件平臺
中圖分類號: TN830.1?34; TP393 ? ? ? ? ? ? ? ? 文獻標識碼: A ? ? ? ? ? ? ? ? ?文章編號: 1004?373X(2018)10?0024?04
Abstract: Using the CNC technology for parts processing is not only of high efficiency and precision, but also of good quality. Therefore, it becomes the core technology for the manufacturing industry to shift from the traditional labor?intensive mode to the automated production mode. To resolve the problem that the CNC machine PLC motion control is complicated due to the incompatibility between different CNC motion control schemes in the market, a CNC machine PLC motion control library based on IEC 61131?3 standard is developed in this paper. Aiming at single?axis movement and multi?axis movement, the function module is developed and packaged into a standard function library. The Beremiz software platform is used to write the control program which is compiled and download to the experimental platform and cutting machine for motion control test. The test results verified the feasibility of motion control library.
Keywords: CNC machine PLC; motion control; automated production; IEC 61131?3 standard; motion control library; ?Beremiz software platform
0 ?引 ?言
所謂數控技術,即是通過計算機編程來控制生產機器按照工作人員既定的程序進行零部件的加工。與傳統人工加工方式相比,通過數控技術進行零部件加工不僅效率與加工精度高,且質量好。因此,數控技術是制造業從傳統的勞力密集型模式向自動化生產模式轉變的核心技術。大力推廣數控技術以推動國家制造業技術革新,進一步提高產品質量及生產率,已成為各國加快經濟發展,提高綜合國力的重要途徑[1?5]。
數控系統的核心技術是運動控制,其對零部件的加工極為重要。而市場上出現了諸多不同的數控運動控制方案,但各個方案之間并不兼容,使得運動控制較為復雜。為此,本文基于IEC 61131?3標準開發了數控機械PLC運動控制庫,并搭建控制測試平臺來對其進行測試。測試結果驗證了運動控制庫的可行性。
1 ?開發技術
1.1 ?IEC 61131?3標準
IEC 61131?3標準[6?7]是1993年國際電工委發布的面向PLC的標準編程語言。傳統的PLC編程采用指令表、梯形圖等編程方法,其數據封裝性、程序可移植性與可重復性較差。而IEC 61131?3標準規定的編程標準不依賴硬件,且支持自上而下或自下而上的編程模式,同時也擁有標準化的通信組件。該標準統一了各廠家的編程標準,為工控軟件編程規范及統一發揮了重要作用。
1.2 ?數控機械PLC運動規范
為了解決不同廠家之間數控機械PLC控制不兼容的問題,本文采用PLCopen提出的運動控制編程標準化規范。其通過規范編程語言和運動控制接口,從而實現運動控制方案的標準化。數控機械PLC運動規范主要有單軸,軸組狀態轉移圖的定義以及運動控制接口的定義。PLCopen運動控制規范中單軸運動總共定義了8個狀態,分別為同步運動狀態、離散運動狀態、連續運動狀態、停止狀態、回零點狀態、靜止狀態、錯誤狀態和無效狀態,而每一個狀態代表當前軸所處的運動狀態。單軸狀態跳轉圖如圖1所示。軸組運動總共定義6個狀態,分別為軸組運動狀態、軸組停止狀態、軸組錯誤狀態、軸組待機狀態、軸組無效狀態以及軸組回零點狀態。其軸組狀態跳轉圖如圖2所示。圖1和圖2中,箭頭代表不同狀態之間彼此可以互相跳轉,實線表示可能發生由相關指令所引起的狀態轉換,而虛線代表當前相關狀態跳轉失敗所導致的狀態轉換。
2 ?運動控制庫設計
2.1 ?數控機械PLC運動控制平臺
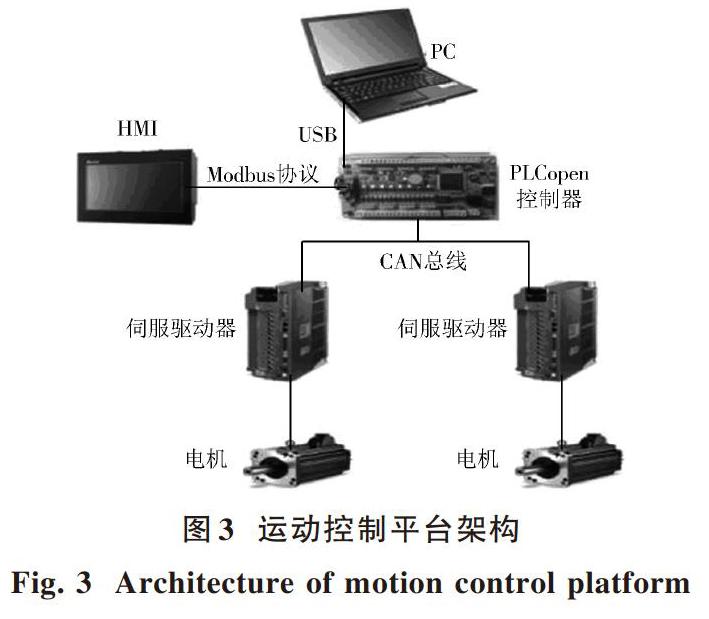
本文所采用的數控機械PLC運動控制平臺主要由PLCopen控制器、人機交互界面(HMI)、伺服驅動器、電機以及PC控制端等組成[8?9]。PLCopen控制器是整個控制平臺的核心部分,其通過CAN總線向伺服驅動器傳輸指令和數據,進而控制電機的轉動。使用PC控制端通過USB協議與控制器進行通信,也可由人機交互界面通過Modbus協議與控制器來進行通信。數控機械PLC運動控制平臺如圖3所示。
2.2 ?數控機械PLC運動控制軟件模型
本文采用IEC 61131?3標準編程語言來開發運動控制庫,首先對單軸和多軸運動控制程序進行編寫,然后打包封裝成標準函數庫。用戶在開發應用程序時,通過調用標準函數完成功能開發,然后編譯下載到PLCopen控制器中。再由程序中的指令驅動單軸和多軸進行相關運動,從而完成運動控制目的[10]。
為了完成標準函數庫的編寫,本文先對運動控制的軟件模型進行定義,如圖4所示,由輸入/輸出變量以及運動控制算法組成。
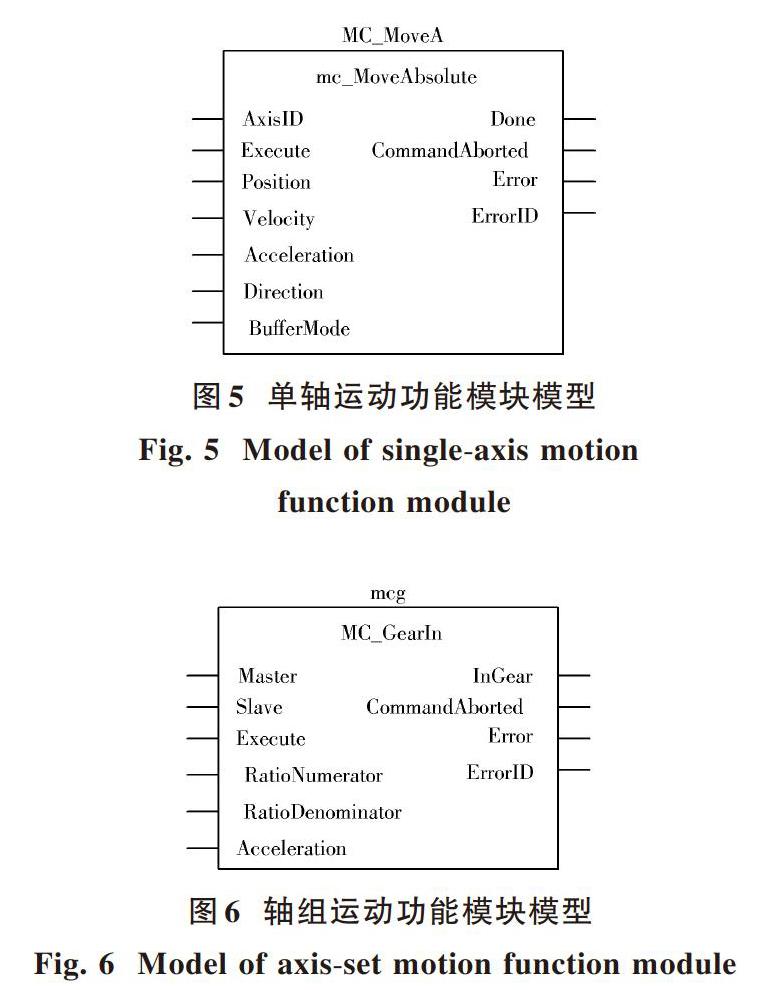
單軸運動中只涉及到一維方向上的移動,因而單軸運動控制在于控制軸機在一維方向上按照既定的速度、加速度到達指定地點。以位移控制模塊為例,該模塊一共有11個輸入和輸出端口,如圖5所示。其中,[AxisID],[Execute],[Position],[Velocity],[Acceleration],[Direction],[BufferMode]為輸入端口。[AxisID]表示伺服驅動器的軸號;[Execute]表示執行條件;[Position]為所要移動的目標位置;[Velocity]表示伺服驅動器運行最大速度;[Acceleration]表示伺服驅動器運行最大加減速度;[Direction]表示移動方向;[BufferMode]則表示緩沖區模式。
對于多軸運動的運動控制,其主要通過多齒輪的協同傳動實現多軸運動。以齒輪耦合功能模塊為例,其主要協同主齒輪與從齒輪之間的同步運動,該模塊模型如圖6所示。模塊有6個輸入端口,4個輸出端口,共計10個端口。[RatioNumerator],[Master],[Acceleration],[RatioDenominator],[Execute],[Slave]為輸入端口;[CommandAborted],[InGear],[Error],[ErrorID]為輸出端口。[RatioNumerator]為主從軸的電子齒輪分子;[RatioDenominator]為主從軸的電子齒輪分母;[Master]為主軸軸號;[Slave]為從軸軸號;[Execute]為模塊執行信號,上升沿表示執行模塊;[Acceleration]為伺服驅動器最大加減速度;[CommandAborted]為指令中斷置位;[InGear]為指令完成置位;[Error]為異常置位;[ErrorID]為錯誤代碼。
本文采用三變量組合[(ExecuteFlag,DoneFlag],[CommandType)]來表示單軸不同狀態之間的跳轉,[ExecuteFlag]為0,表示當前功能模塊沒有執行或者執行結束;為1時,表示功能模塊正在執行;[DoneFlag]為0時,表示當前功能模塊尚未執行完畢;為1時,則表示當前功能模塊已執行完畢。[CommandType]為指令類型,其取值為1,2,···,n,不同的數字代表不同的指令。設定1指令為位移控制指令,則(1,0,1)代表位移控制指令正在執行;(0,1,1)代表位移控制模塊已執行完畢。軸狀態跳轉流程如圖7所示。
3 ?實驗驗證
本文搭建了運動控制實驗平臺來驗證運動控制庫的有效性,實驗平臺如圖8所示。采用Beremiz 軟件平臺進行控制程序的編寫,并編譯下載至實驗平臺的控制器上進行運動控制試驗。圖9所示為單軸位移控制模塊測試圖。首先讓軸的移動速度從0開始勻加速至最大速度3 cm/s,并保持勻速一段時間。然后,勻減速至2 cm/s并保持一段時間。最后,再勻減速至0。圖9a)為速度曲線,圖9b)為位移曲線。

對多軸運動齒輪運動控制模塊進行測試,齒輪分子為2,分母為1,測試結果如圖10所示。由圖可知,從動軸的速度隨著主動軸速度的改變而發生變化,且兩者速度關系滿足主齒輪和從齒輪的齒輪比關系。
此外,本文將運動控制庫應用于剪板機的運動控制上,測試結果如圖11所示。由圖11b)可看出,該運動控制庫是有效且可靠的。
4 ?結 ?語
通過數控技術進行零部件加工不僅效率與加工精度高,且質量好,因此,成為了自動化生產中不可缺少的核心技術。而數控系統的核心技術是運動控制,其對零部件的加工極為重要。而目前市場上出現了諸多不同的數控運動控制方案,但各個方案之間并不兼容,從而使得運動控制較為復雜。為此,本文基于IEC 61131?3標準開發了數控機械PLC運動控制庫,并搭建控制測試平臺來對其進行測試。其測試結果驗證了運動控制庫的可行性。

參考文獻
[1] 胡亞波,吳玉文.我國數控機床的狀況與發展[J].機床與液壓,2004(7):4?6.
HU Yabo, WU Yuwen. The development and current situation of NC machine in China [J]. Machine tool & hydraulics, 2004(7): 4?6.
[2] 呼文豹,郭銳鋒,王志成,等.高性能交流伺服系統中的控制方法[J].組合機床與自動化加工技術,2013(1):7?11.
HU Wenbao, GUO Ruifeng, WANG Zhicheng, et al. Control method in the high performance servo control system [J]. Modular machine tool & automatic manufacturing technique, 2013(1): 7?11.
[3] 郭慶鼎,張志鋒.基于ZPETC和混合靈敏度復合控制的交流伺服系統[J].沈陽工業大學學報,2006,28(6):619?622.
GUO Qingding, ZHANG Zhifeng. AC servo system based on ZPETC and hybrid sensitivity control [J]. Journal of Shenyang University of Technology, 2006, 28(6): 619?622.
[4] 趙明峰.基于PLCopen的運動功能模塊的建模與實現[D].武漢:華中科技大學,2013.
ZHAO Mingfeng. Modeling and implementation of PLCopen based sports function module [D]. Wuhan: Huazhong University of Science and Technology, 2013.
[5] 喬東凱.PLC在數控機床開發中的應用[J].機械與電子,2015(1):37?39.
QIAO Dongkai. Application of programmable controller to CNC machine tool development [J]. Machinery & electronics, 2015(1): 37?39.
[6] 金麗娟,嚴義,劉罡.基于IEC 61131?3的運動控制模塊設計[J].機電工程,2013,30(6):759?763.
JIN Lijuan, YAN Yi, LIU Gang. Design of motion control module based on IEC 61131?3 [J]. Journal of mechanical & electrical engineering, 2013, 30(6): 759?763.
[7] LI Shiyong, LI Xianglong, Wang Y T. Research and development of PLCopen function blocks for motion control [J]. Modular machine tool & automatic manufacturing technique, 2014, 13(10): 1519?1534.
[8] 潘迪夫,習可.以PLC為通信主站的Modbus控制網絡的設計與實現[J].現代電子技術,2010,33(5):142?144.
PAN Difu, XI Ke. Design and implementation of Modbus control system based on PLC as master station [J]. Modern electronics technique, 2010, 33(5): 142?144.
[9] 鄧國超.基于PLC的生產自動化控制系統的開發與設計[J].自動化與儀器儀表,2016(8):37?38.
DENG Guochao. Development and design of automatic production control system based on PLC [J]. Automation & instrumentation, 2016(8): 37?38.
[10] 張宏飛,包睿,李超.工業自動化監控系統中PLC技術的應用研究[J].現代電子技術,2015,38(11):150?151.
ZHANG Hongfei, BAO Rui, LI Chao. Application of PLC technology in industry automation monitoring system [J]. Modern electronics technique, 2015, 38(11): 150?151.
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
裝備制造技術(2020年4期)2020-12-25 05:26:30
湖北農機化(2020年4期)2020-07-24 09:07:16
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
軟件導刊(2016年9期)2016-11-07 21:35:42
通信電源技術(2016年5期)2016-03-22 01:09:49
專用汽車(2016年4期)2016-03-01 04:13:43
石油知識(2016年2期)2016-02-28 16:20:16
自動化儀表(2015年11期)2015-04-01 01:02:40
