混裝型印制板組件的通孔回流焊接工藝研究
2018-05-17 01:38:48楊小健於德雪
航天制造技術 2018年2期
關鍵詞:工藝
楊小健 沈 麗 於德雪 張 琪
?
混裝型印制板組件的通孔回流焊接工藝研究
楊小健 沈 麗 於德雪 張 琪
(北京計算機技術及應用研究所,北京 100854)

介紹了混裝型印制板組件的通孔回流焊接工藝技術。首先選用可用于回流焊接的表貼和通孔器件制作試驗板,繼而開展了焊膏印刷模板優化設計和印刷工藝參數研究;采用預成型焊片進行焊錫量補償的方法,解決了傳統通孔回流焊接工藝中通孔器件焊點焊錫量不足的問題;明確了通孔器件的插裝要求,合理設計了混裝回流焊接工藝參數。完成了試驗板的組裝和焊接,形成的焊點形態良好,孔內焊料結晶組織均勻,填充率達到100%,焊點質量滿足要求。
通孔回流焊接;模板設計;焊片;焊膏量
1 引言
隨著電子產品向小型化、多功能和高性能方向的發展,使印制板組件上的元器件密度越來越高,組裝工藝以表面貼裝為主的回流焊接工藝方式[1,2]。然而,軍品對印制板組件有高可靠性、高強度等適用性要求,設計上仍然會使用一定數量的耐高溫通孔插裝器件,使印制板組件形成以表面貼裝器件為主,部分通孔插裝器件為輔的混裝形式。目前混裝印制板組件采用的組裝工藝方法是先回流焊接表貼器件,再手工裝焊通孔器件,造成產品周轉環節多、加工周期長和焊接質量難以保證等問題。通孔回流焊接工藝非常適用于混裝型印制板組件產品,能使表貼器件和通孔器件一次焊接而成,減少一次焊接環節,印制板組件和器件受到的熱沖擊減少,不易變形;生產過程參數易控制,一致性好,產品質量可靠;中間環節少,生產效率高,降低了生產和質量控制成本[3]。
考慮使用通孔回流焊接工藝技術,選用軍品常用表貼器件和耐高溫通孔器件制作實驗板,屬于混裝型印制板組件,通孔器件包括DIP封裝的耐高溫集成電路和接插件(引腳間距2.54mm),表貼器件包括常用的SOP封裝器件以及CHIP封裝的表貼電阻、表貼電容等器件。
2 通孔回流焊接模型
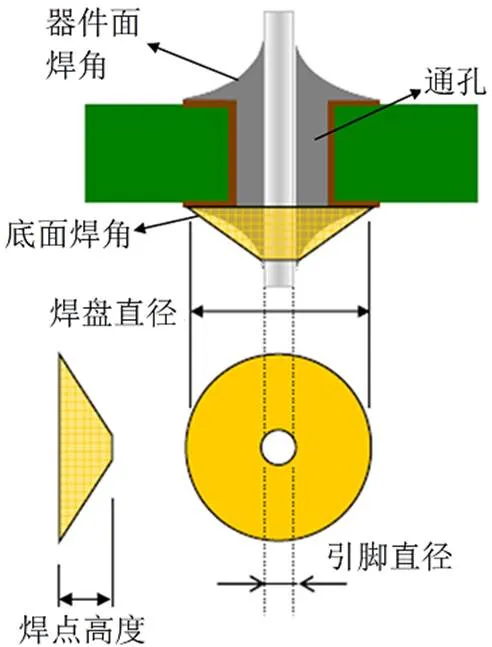
圖1 理想通孔焊點模型示意圖
通孔器件的焊盤除了有印制板上、下焊盤外,還有印制板厚度方向的通孔需要填滿焊膏,而且在元件引腳與印制板兩面焊盤的交接處還要形成半月形的焊點,因此需要的焊膏量約比表貼器件的焊膏量多3~4倍。理想通孔器件焊點包括器件面焊角、通孔、底面焊角,均需焊膏填充,如圖1所示,每個引腳所需焊膏體積V按以下方法計算[4~6]:
其中:V——每個引腳所需焊錫體積;V——通孔內填充焊錫體積;1——器件面焊角+底面焊角;2——引腳體積。
把通孔器件面焊角、底面焊角當作平截頭錐體,如圖1所示。
計算出理想通孔器件每個焊點所需焊膏體積=2.5277mm3。
3 通孔回流焊接工藝實施
3.1 印刷模板優化設計
表貼器件需求的焊膏量小于通孔器件,在設計印刷模板厚度時需要兩者兼顧,采用階梯模板,表貼器件對應模板厚度0.125mm,通孔器件對應模板厚度0.15mm。通孔焊盤區域開口選擇長方形形式,如圖2a所示,尺寸長設定2.3mm,寬設定1.9mm,以增加印刷的焊膏量,同時為避免了焊膏深入器件本體底部形成錫珠,開口間隙0.254mm,避免了橋連缺陷,如圖2b所示,表面元器件的模板設計按照IPC—7525《網板設計指南》進行設計。
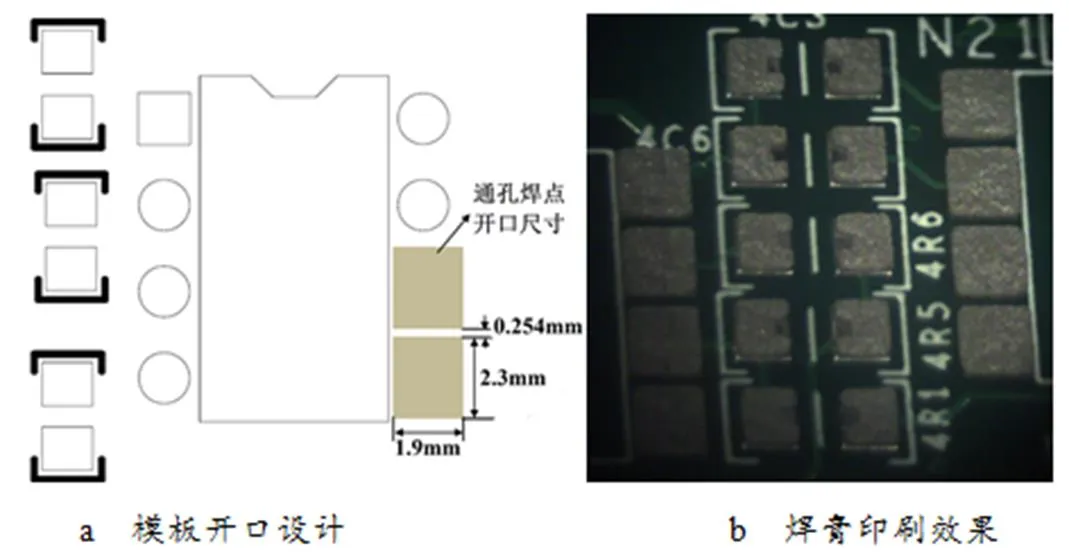
圖2 模板開口印刷后效果
3.2 焊膏印刷工藝研究
焊膏印刷的工藝參數主要有刮刀角度、刮刀壓力、印刷速度、脫模速度和脫模距離等。脫模速度和脫模距離會影響焊膏邊沿的清晰度,選擇脫模速度1mm/s,脫模間距-0.1mm;刮刀角度依據階梯模板的印刷經驗,選擇60°角度;印刷速度設定必須保證焊膏在遷移過程中處于滾動狀態,一般印刷速度低,焊膏填充性好,為保證其孔內漏印的焊膏量大,印刷速度選擇20mm/s,刮刀壓力選擇75N,試驗板印刷效果如圖3所示,焊盤上焊膏印刷的形狀規則,沒有焊膏橋連、拉尖和焊膏分離的現象,焊膏100%填充焊孔。但是,焊接后孔內焊錫量不足,無法形成合格焊點狀態,如圖4所示。
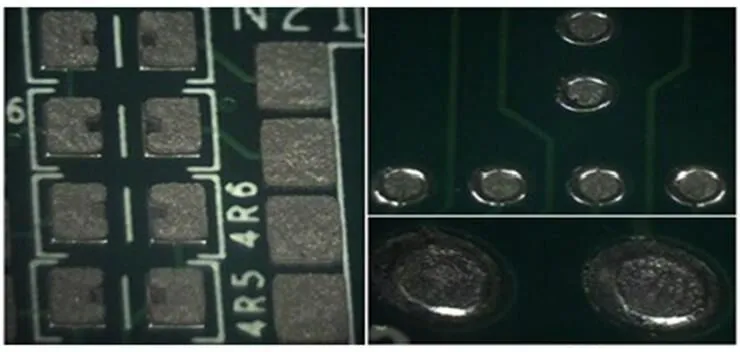
圖3 焊膏印刷效果
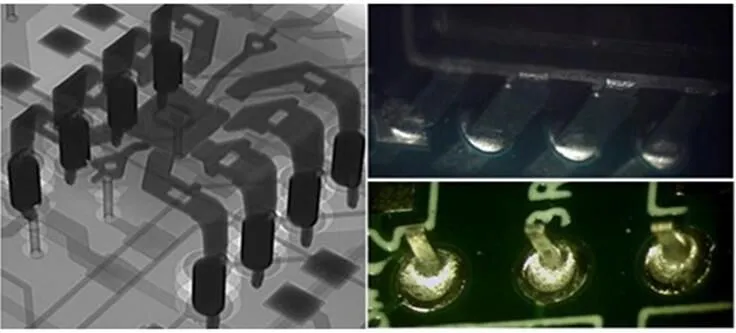
圖4 焊接效果
3.3 焊錫量補償方法研究
3.3.1 焊錫量理論計算
按模板厚度、模板開口尺寸、印刷參數印刷后,印制板組件通孔器件焊盤孔沉積的焊錫總量V:
V=(3+4)
其中:V——焊盤孔沉積的焊錫總量;3——焊盤表面沉積焊膏量;4——焊盤孔內沉積的焊膏量;——焊膏中焊錫金屬的體積分數,使用的焊膏(63Sn37Pb)金屬體積分數為80%。
混裝型印制板組件通孔器件焊盤孔沉積的焊錫總量V=1.54176mm3,與所需焊膏體積=2.5277mm3相比,印刷后的焊錫量不滿足通孔焊點填充率100%的要求,需補償焊錫量0.98594 mm3。
3.3.2 焊錫量補償方法實施
采用預成型焊片進行焊錫量補償,如圖5所示,焊片厚度0.3mm,外徑2.2mm,內徑0.6mm,焊錫量1.05504mm3,滿足需要補償的焊錫量。焊片統一模具批量加工成型,尺寸外觀一致性好,并且焊片可以編帶,滿足貼片機貼片的要求,在焊膏印刷后采用全自動貼片機對每個通孔焊盤上貼放焊片,生產效率高,回流焊接后器件引腳與印制板兩面焊盤的交接處形成了很好的焊點形態,通孔內焊錫填充率達到100%,如圖6所示。

圖5 預成型焊片
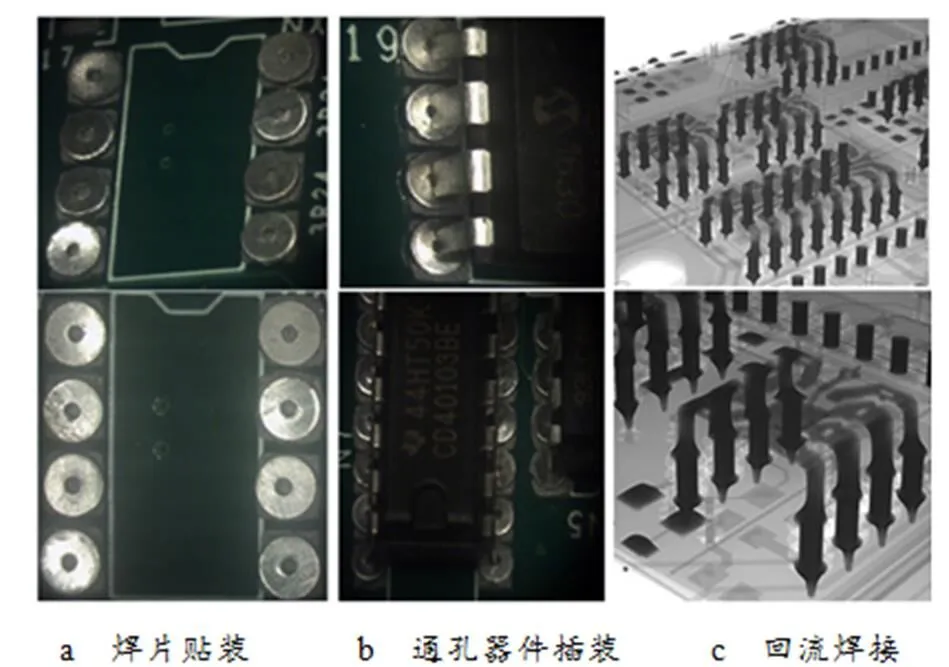
圖6 預成型焊片使用效果
3.4 通孔器件插裝工藝
通孔器件引腳伸出印制板板面長度對焊盤孔焊錫填充率有著重要影響,長引腳會帶走過多焊膏,甚至導致焊膏塌陷,造成焊點錫量不足。因此通孔器件引腳需預先剪切,保留伸出板面高度1.0~1.5mm內,插裝后焊膏連續地覆蓋在引腳和焊盤上,引腳帶出的焊膏在焊接時由于表面張力可以將焊膏“拉回”,形成良好的焊點狀態,如圖7所示。
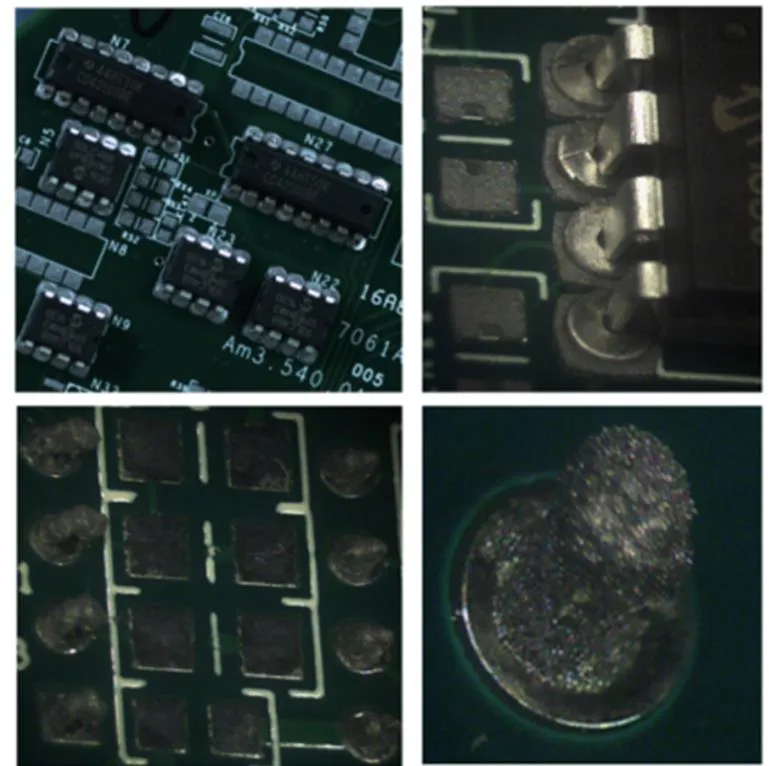
圖7 合格插裝效果
3.5 通孔回流焊接工藝研究
試驗板采用有鉛制程下的有鉛、無鉛混裝工藝,峰值溫度提高到228~235℃之間。由于通孔器件引腳焊接面較大、表貼器件引腳焊接面較小,回流焊接時要讓兩者之間的溫度差盡量小;通孔器件正反面都要形成焊點狀態,回流焊接時正反面溫度差也要盡量小;通孔器件焊膏填充了整個焊盤孔,焊膏量較大,回流焊接時必須有足夠的焊膏活化時間讓氣體揮發溢出,避免在孔內形成空洞,如果氣體不能及時溢出,就會形成氣泡,影響焊點強度,如圖8所示。據此分析設置了溫度曲線,如圖9所示,通孔器件引腳正反面焊接溫度差很小,正反面焊接溫度均達到235℃。

圖8 通孔回流焊接形成的氣泡
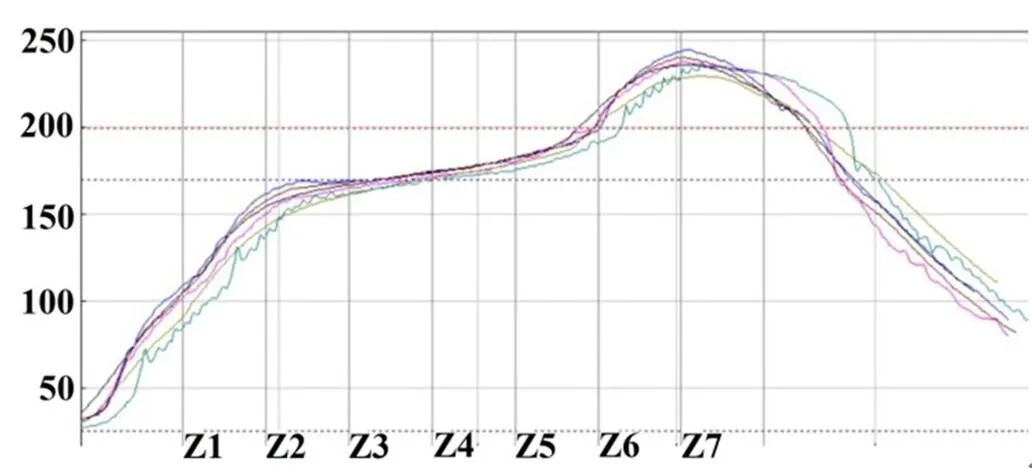
圖9 回流焊溫度曲線測試
3.6 焊接質量檢測
3.6.1 焊點形態檢測
回流焊接后焊點質量的檢測情況如圖10所示,表面貼裝器件和通孔插裝器件焊點形態良好,焊接面光滑、明亮,無針孔,無非結晶狀態;通孔插裝器件焊接面和元件面都形成半月形的焊點,焊料潤濕所有焊接面,形成良好的錫焊輪廓線,爬錫高度滿足要求,焊點潤濕角小于30°;通孔內焊料結晶組織均勻,填充率達100%,無空洞;板面無錫球、錫珠,整板焊接質量良好。

圖10 焊點質量檢測圖
3.6.2 焊點強度分析
對通孔回流焊接引腳進行抗拉強度測試,測試結果見表1,所有測試點抗拉力值基本穩定,均大于90N,通孔器件波峰焊接焊點抗拉強度要求大于90N[7],并且所有測試點斷裂狀態都是引腳斷裂,如圖11所示,說明其通孔焊點具有優良的抗拉強度。
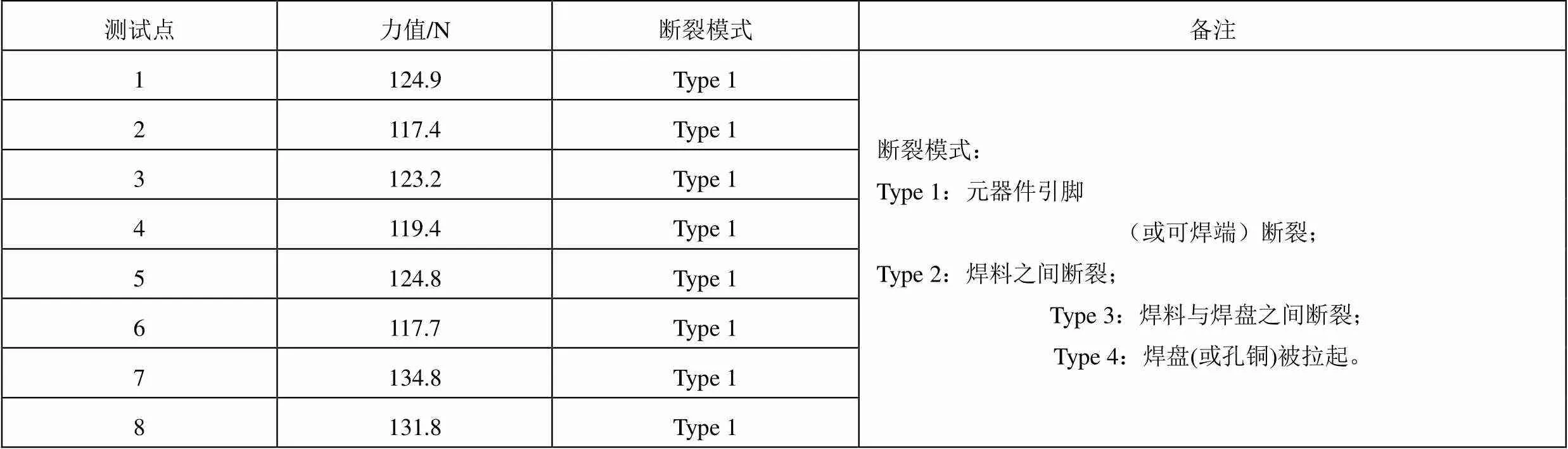
表1 抗拉強度測試結果
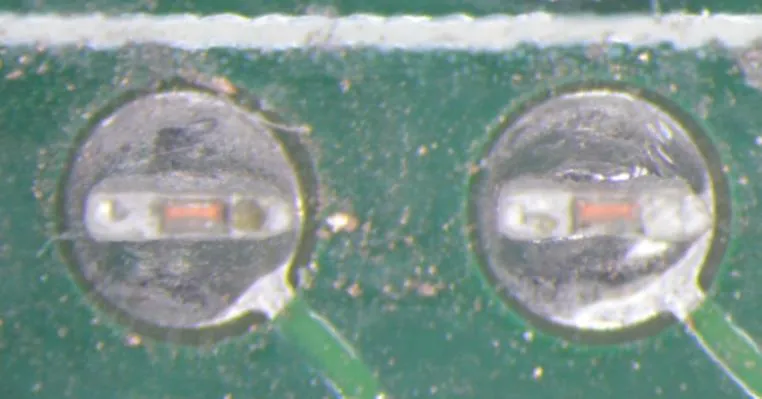
圖11 抗拉強度測試引腳斷裂情況
3.6.3 微觀結構分析
對焊接后試驗板的通孔焊點進行微觀結構分析,如圖12所示,焊點微觀結構組織均勻,形成了Cu6Sn5的金屬間化合物(IMC),且厚度控制在1~4μm內,符合通孔器件合格焊點要求。
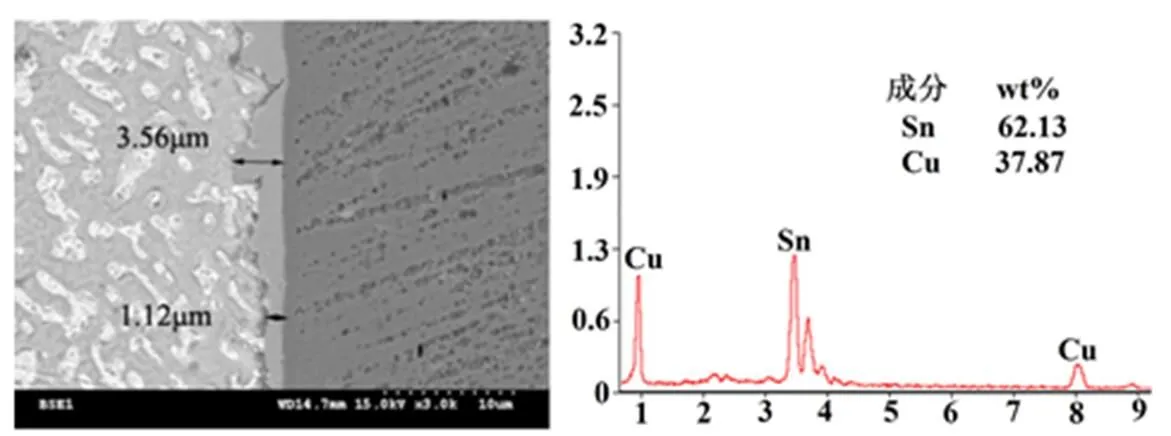
圖12 通孔焊點的金屬間化合物厚度及成分分析
4 結束語
本文研究了混裝型印制板組件的通孔回流焊接工藝,將通孔器件裝焊組合到表面組裝工藝中,減少了一次焊接環節,使印制板組件和器件受到的熱沖擊減少;形成的表貼器件和通孔器件焊點形態良好,焊料潤濕所有焊接面,形成良好的錫焊輪廓線,焊接面光滑、明亮,孔內焊料結晶組織均勻,填充率達到100%,焊接質量良好,有效提高產品的焊接質量及可靠性。
1 梁惠卿,唐纓,肖峰. SMT/THT混裝回流焊工藝技術研究[J]. 電子工藝技術,2013,34(6):359~362
2 張永忠. 無鉛PBGA用含鉛焊膏焊接的工藝研究[J]. 航天制造技術,2008(1):25~28
3 劉少敏. 插裝元件通孔回流焊工藝研究[J]. 電子工藝技術,2013,34(2):22~52
4 張艷鵬,孫守紅,王玉龍. 通孔回流焊過程中錫膏收縮因子的晶體學建模[J]. 電子工藝技術,2015,36(1):21~24
5 張威,王春青,孫福江. 釬料量對通孔再流焊焊點強度的影響規律[J]. 電子工藝技術,2004,25(1):17~19
6 李佳賓,白邈,楊京偉,等. 通孔器件引腳與過孔間距對焊點透錫的影響分析[J]. 航天制造技術,2016(5):41~43
7 董景宇. 通孔再流焊技術[J]. 電子工藝技術,2004,25(5):205~207
Study on Pin-through-hole Reflow Soldering Process of Mixed-mounting Printed Circuit Boards
Yang Xiaojian Shen Li Yu Dexue Zhang Qi
(Beijing Institute of Computer Technology and Application,Beijing 100854)
The pin-through-hole reflow soldering process of mixed-mounting printed circuit boards is described in details. Firstly, the test board is made by using SMCs and THCs, and the optimum design of solder printing stencil and the study of printing process parameters are carried out. Then, the method of the solder perform for solder paste volume compensation is specially designed to solve the problem of insufficient quantity of through-hole solder joints in the traditional through-hole reflow soldering process. The requirements for the insertion of through-hole devices are clarified, and the process parameters of mixed reflow soldering are reasonably designed. The mixed-mounting printed circuit boards are completed with good shape joints, uniform crystal structure of the solder in the holes and 100% filling rate. The quality of soldering joints is up to the quality requirements.
pin-through-hole reflow soldering;stencil design;solder perform;solder paste volume
楊小健(1986),工程師,應用化學專業;研究方向:電氣互聯工藝技術。
2018-04-02
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52