Ti-48Al-2Nb-2Cr合金鑄造收縮特性研究
2018-05-24 04:00:15魏戰雷任貴娟李建崇黃東莫曉飛羅倩南海
精密成形工程 2018年3期
魏戰雷,任貴娟,李建崇,黃東,莫曉飛,羅倩,南海
(1. 中國航發北京航空材料研究院,北京 100095;2. 北京市先進鈦合金精密成型工程技術中心,北京 100095;3. 中國科學院過程工程研究所,北京 100190)
TiAl基合金由于其原子的長程有序排列和原子間金屬鍵與共價鍵的共存性,使其具有高比強度、高比彈性模量的優點,尤其是在高溫時依然可以維持這些性能,同時具有良好的抗蠕變、抗氧化能力,密度不到鎳基合金的 50%,使用溫度可達700~900 ℃,甚至更高,成為航空、航天、汽車發動機用輕質耐熱結構件極具競爭力的材料[1—3]。但是TiAl基合金室溫塑性低、成形性差,成為限制其研制和應用的瓶頸,熔模精密鑄造采用液態成形,可以一次成形復雜、薄壁零件,具有高的尺寸精度和低的表面粗糙度,易批產、成本低等優點,成為制作TiAl金屬間化合物構件有效可行的方法之一[4—5]。2006年6月,GEnx發動機第6、7級低壓渦輪葉片實現了 TiAl合金的首次應用[6],采用的就是 Ti4822合金的熔模精鑄工藝。羅羅公司擬在Trent發動機上應用的45XD低壓渦輪葉片也是采用熔模精密鑄造技術[7—8]。
國內TiAl合金熔模鑄造技術研究主要集中在合金制備、鑄造工藝設計及計算機模擬、陶瓷型殼、鑄造組織和性能控制等方面,并且取得了一定進展[9—14],但是缺乏TiAl合金鑄造收縮特性的研究,導致熔模精鑄尺寸精度不夠高。針對上述問題,文中開展了TiAl合金鑄造收縮特性的研究,為TiAl合金鑄件尺寸精度控制提供基礎性參考數據。
1 實驗方案
1.1 收縮模型設計
為了研究不同結構下 TiAl合金的線收縮數據,自由收縮設計兩種典型模型(圖 1所示),其中長方體理論尺寸為80 mm×60 mm×10 mm,圓柱體理論尺寸為Φ20 mm×80 mm;受阻收縮設計了兩種典型模型(見圖 2),其中回字形試樣外圍理論尺寸為 60 mm×50 mm×40 mm、內腔理論尺寸為 30 mm×30 mm×40 mm,圓柱體試樣外圍尺寸為Φ60 mm×40 mm、內腔理論尺寸為Φ40 mm×40 mm,每種試樣設計制作3個,測量后計算平均值。采用熔模精密鑄造工藝進行實驗,蠟模通過激光3D打印快速成形工藝制備,型殼采用氧化物陶瓷型殼工藝。
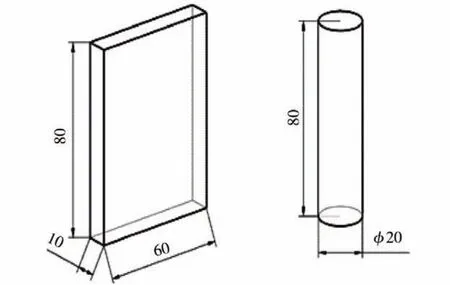
圖1 自由收縮模型Fig.1 Model for free contraction
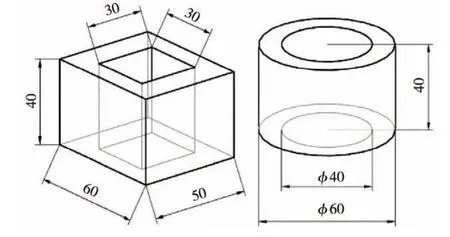
圖2 受阻收縮模型Fig.2 Model for hindered contraction
1.2 合金材料及熔煉工藝
實驗所用材料名義成分為 Ti-48Al-2Cr-2Nb,實測成分見表1。采用0級海綿鈦、鋁豆和中間合金為原料,壓制電極后,采用真空自耗電極電弧熔煉爐進行兩次熔煉,獲得Φ120mm的鑄錠。澆注實驗在20 kg水冷銅坩堝真空感應懸浮熔煉鑄造爐進行重力澆注,熔煉過程真空度≤6 Pa,熔煉功率為450~500 kW。

表1 Ti4822合金實測化學成分(質量分數)Tab.1 Actural chemical composition of Ti4822 alloy(mass fraction)%
2 實驗結果
澆注后獲得的 Ti4822合金收縮率試樣鑄件見圖3和圖 4,對長方體和回字形試樣測量長寬高,對圓柱體和圓環試樣測量直徑和長度,按照公式1和公式2進行合金線收縮量和線收縮率的計算,獲得表2所示的線收縮數據。
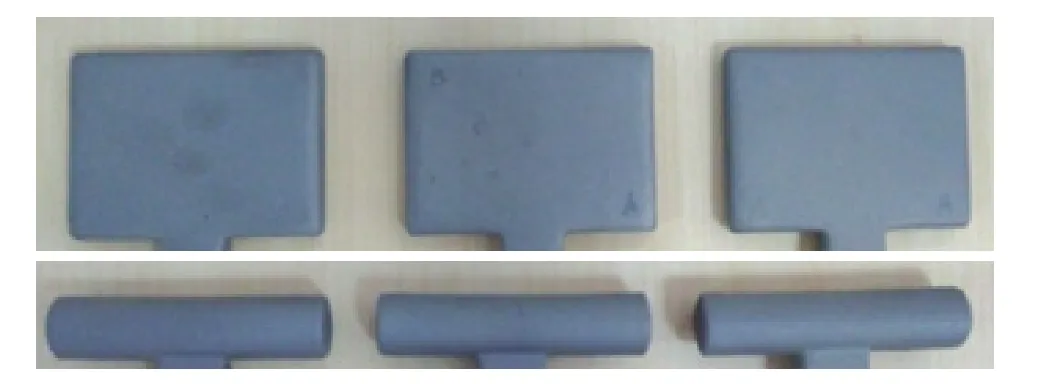
圖3 澆注后的自由收縮鑄件Fig.3 Castings for free contraction after pouring
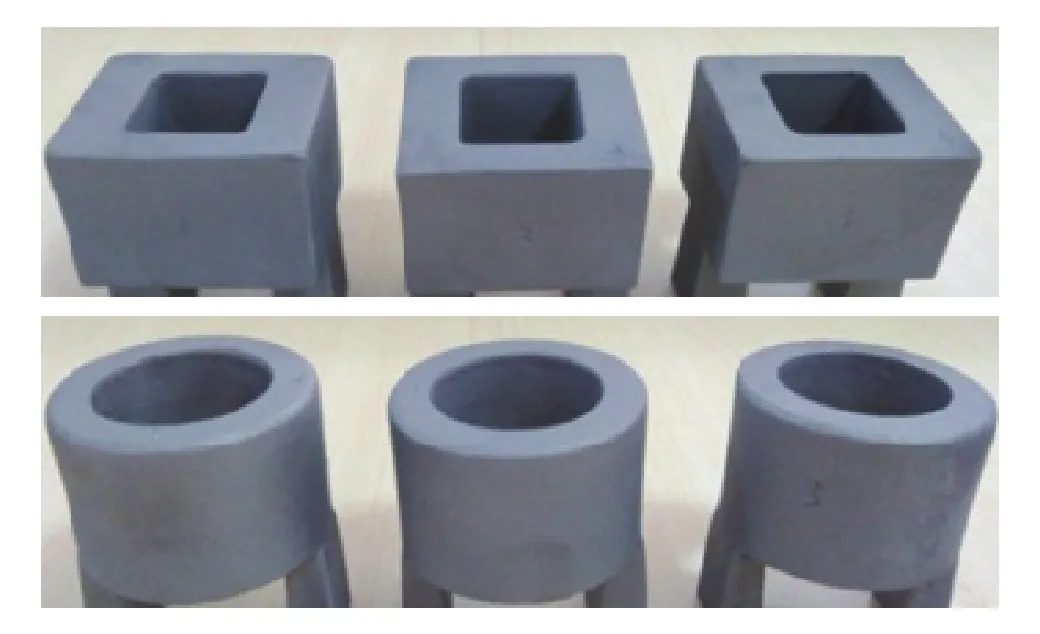
圖4 澆注后的受阻收縮鑄件Fig.4 Castings for hindered contraction after pouring
式中:L為收縮量;ψ為收縮率。

表2 Ti4822合金的線收縮數據Tab.2 Linear contraction data of Ti4822 alloy
從長方體和圓柱體的線收縮數據可見,當基礎尺寸在10~80 mm之間時,Ti4822合金的自由線收縮量約為0.31~1.88 mm,線收縮率在3.11%~2.09%之間,基本都在 2%以上,約是常規 ZTC4合金線收縮率1.2%~1.5%[15]的2倍左右。收縮量和收縮率隨基礎尺寸的變化見圖5,可以看出,長方體和圓柱體中隨著構件基礎尺寸的增加,線收縮量增加,但收縮率反而減小。受阻收縮數據分析顯示,回字形試樣 30 mm內腔的受阻收縮率為1.44%~1.74%,比60 mm和50 mm外圍的自由收縮率2.22%和2.37%低30%~40%左右;圓環試樣40 mm內徑的受阻收縮為1.01%,比60 mm外圍和 40 mm長度的自由收縮率 2.04%,1.95%低50%左右。此外,從回字形試樣可以看出壁厚10 mm處的30 mm內腔受阻收縮率為1.44%,而壁厚15 mm處的30 mm內腔受阻收縮率為1.74%,說明同樣基礎尺寸的受阻收縮會隨著壁厚的不同存在一定的差別。
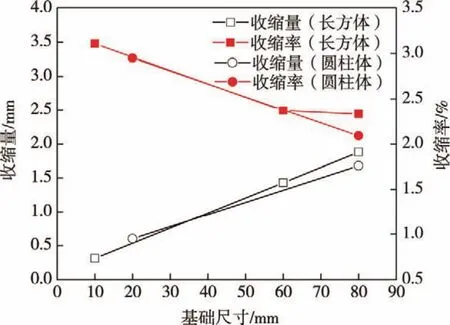
圖5 收縮量和收縮率隨基礎尺寸的變化Fig.5 Changing for contraction quantity and rate along with basic dimension
3 分析討論
鑄件在凝固和冷卻的過程中,存在體積和尺寸減小的現象,稱其為收縮。線收縮率是設計和制造模具的重要參數,其準確度直接關系到制造鑄件的尺寸精度。
采用熔模精密鑄造工藝,鑄件基礎尺寸在10~80 mm之間時,Ti4822合金自由線收縮率為 3.11%~2.09%,遠高于常規的 ZTC4合金。金屬的收縮從微觀結構方面分析,當合金從液態凝固、冷卻形成固態時,原子從長程無序轉變為長程有序,原子呈規則、緊密排列造成的。Ti4822合金最終轉變為α2+γ相,ZTC4合金最終轉變為β+α相,其中Ti4822合金中的α2相為DO19六方結構,ZTC4合金中的α相為密排六方,兩種結構的晶胞致密度相當,均為 0.74左右;Ti4822中的γ相為 L10四方結構,晶胞致密度約為0.74,ZTC4中的β相為體心立方結構,晶胞致密度為 0.68,因此 Ti4822合金的總體原子致密度大于ZTC4,微觀上原子致密度的差異導致宏觀上 Ti4822合金收縮率大于ZTC4合金。
收縮規律顯示,線收縮量隨著鑄件基礎尺寸的增加而增加,而線收縮率呈下降趨勢,因此在設計鑄造模具時,為了保證鑄件高的尺寸精度,對于不同位置和理論尺寸的收縮率要進行差別性設計。
測試數據顯示壁厚差在10~15 mm時,Ti4822合金受阻收縮率比自由收縮低 30%~50%左右,主要原因是在合金凝固和冷卻過程中受阻收縮會受到型殼或型芯的機械阻礙,導致內腔的收縮小于外圍的收縮,此現象將導致鑄件壁厚變薄,在鑄件模具設計時應注意考慮。受阻收縮除受到合金特點、鑄件尺寸和壁厚影響外,還會受到型殼型芯強度性能的較大影響,要想獲得較為準確的受阻收縮數據,需要結合具體型殼工藝進行大量的研究和數據積累。在模具設計時應首先確定總體鑄造工藝,分析鑄件各個部位是受阻收縮還是自由收縮,分別設計收縮率,需要注意的是受阻收縮與自由收縮的差值需要結合收縮特點、鑄件壁厚、型殼及型芯強度等綜合設計,才能保證鑄件的尺寸和壁厚精度。
4 結論
1) 對于Ti4822合金,鑄件基礎尺寸為10~80 mm時,自由線收縮率約為3.11%~2.09%,約是常規ZTC4合金的兩倍左右,收縮率大導致 TiAl合金鑄件尺寸難以控制、殘余應力大、容易開裂。
2) 隨著基礎尺寸的增加,Ti4822合金的自由線收縮量增加,但是線收縮率減小,而相近基礎尺寸的受阻收縮率比自由收縮率低30%~50%左右。
3) 設計TiAl合金鑄件模具時,為了保證鑄件尺寸和壁厚精度,在參考本文收縮數據的基礎上,需要結合鑄件不同位置收縮特點、基礎尺寸、鑄件壁厚、型殼及型芯強度等對其收縮率進行針對性設計。
參考文獻:
[1] 李金山, 張鐵邦, 常輝, 等. TiAl基金屬間化合物的研究現狀與發展趨勢[J]. 中國材料進展, 2010, 29(3): 1—5.LI Jin-shan, ZHANG Tie-bang, CHANG Hui, et al. Recent Achievements and Future Directions of TiAl-Based Intermetallic Compounds[J]. Materials China, 2010, 29(3):1—5.
[2] LORIA E A. Gamma Titanium Aluminides as Prospective Structural Materisals[J]. Intermetallics, 2000, 8(9/10/11):1339—1345.
[3] 陳玉勇, 孔凡濤. TiAl基合金新材料研究及精密成形[J].金屬學報, 2002, 38(11): 1141—1148.CHEN Yu-yong, KONG Fan-tao. Research on TiAl Based Alloys Materials and Precision Forming[J]. Acta Metallurgica Sinica, 2002, 38(11): 1141—1148.
[4] 李飛, 王飛, 陳光, 等. 熔模精密鑄造TiAl基金屬間化合物研究進展[J]. 中國材料進展, 2010, 29(2): 24—30.LI Fei, WANG Fei, CHEN Guang, et al. Review of the Investment Casting of TiAl Based Intermetallic Alloys[J].Materials China, 2010, 29(3): 1—5.
[5] 劉劍, 楊屹, 盧東. 基于 ProCAST真空條件下鈦合金熔模鑄造的探究[J]. 鑄造, 2008, 57(11): 1155—1158.LIU Jian, YANG Yi, LU Dong. Titanium Alloy Investment Casting Under Vacuum Circumstance Based on ProCAST[J]. Foundry, 2008, 57(11): 1155—1158.
[6] GOMES F, PUGA H, BARBOSA J. Effect of Melting Pressure and Superheating on Chemical Composition and Contamination of Yttria-coated Ceramic Crucible Induction Melted Titanium Alloys[J]. Journal of Materials Science, 2011, 46(14): 4922—4936.
[7] YOUNG W K, SANG L K. Advances in Gammalloy Materials-Processes-Application Technology: Sucesses,Dilemmas, and Future[J]. The Minerals, Metals & Materials Society, 2018, 70(4): 553—560.
[8] 楊銳. 鈦鋁金屬間化合物的進展與挑戰[J]. 金屬學報,2015, 51(2): 129—147.YANG Rui. Advances and Challenges of TiAl Base Alloys[J]. Acta Metallurgica Sinica, 2015, 51(2): 129—147.
[9] 陳玉勇, 賈燚, 肖樹龍, 等. TiAl基金屬間化合物熔模精密鑄造研究進展[J]. 金屬學報, 2013, 49(11): 1281—1285.CHEN Yu-yong, JIA Yi, XIAO Shu-long, et al. Review of the Investment Casting of TiAl-Based Intermetallic Alloys[J]. Acta Metallurgica Sinica, 2013, 49(11):1281—1285.
[10] LIU Ai-hui, LI Bang-sheng, NAN Hai, et al. Study of Interfacial Reaction between TiAl Alloys and Four Ceramic Molds[J]. Rare Metal Materials and Engineer, 2008,37(6): 956—959.
[11] 梁作儉, 許慶彥, 李俊濤, 等. γ-TiAl增壓渦輪近凈成形鑄造過程實驗研究[J]. 稀有金屬材料與工程, 2002,31(5): 353—357.LIANG Zuo-jian, XU Qing-yan, LI Jun-tao, et al. Experimental Research on the Near Net Shape Casting Process of Gamma Titanium Aluminide Turbochargers[J].Rare Metal Materials and Engineering, 2002, 31(5):353—357.
[12] 趙鵬, 南海, 黃東. TiAl合金葉片鑄造成形工藝研究[J].特種鑄造及有色合金, 2012, 32(1): 63—65.ZHAO Peng, NAN Hai, HUANG Dong. Investment Casting TiAl Alloy Blades[J]. Special Casting & Nonferrous Alloys, 2012, 32(1): 63—65.
[13] 包春玲, 謝華生, 趙軍, 等. 熱等靜壓熱處理對鑄造Ti-48Al-2Cr-2Nb合金組織和力學性能的影響[J]. 鑄造,2017, 66(1): 64—66.BAO Chun-ling, XIE Hua-sheng, ZHAO Jun, et al. Effects of HIP on Microstructure and Mechanical Properties of Cast Ti-48Al-2Cr-2Nb Alloy[J]. Foundry, 66(1):64—66.
[14] 王建吉, 楊莉莉, 鄭立靜, 等. B、Y及冷卻速度對Ti-47Al-2Cr-2Nb合金組織的細化作用[J]. 特種鑄造及有色合金, 2011, 31(3): 260—263.WANG Jian-ji, YANG Li-li, DENG Li-jing, et al. Effects of Minor B,Y and Cooling Rate on the Microstructure Refinement of Ti-47Al-2Cr-2Nb Alloy[J]. Special Casting & Nonferrous Alloys, 2011, 31(3): 260—263.
[15] 謝成木. 鈦及鈦合金鑄造[M]. 北京: 機械工業出版社,2004.XIE Cheng-mu. Titanium and Titanium Alloy Casting[M].Beijing: China Machine Press, 2004.
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
