利用ABAQUS模擬不同模態下的金屬切削過程
2018-05-25 07:08:44陳祥瑤
機械工程與自動化 2018年2期
齊 康,閆 昊,陳祥瑤
(1.臨沂市農業學校,山東 臨沂 276600; 2.魯南技師學院,山東 臨沂 276000; 3.臨沂市技師學院,山東 臨沂 276000)
0 引言
切削過程是一個刀具和工件相互作用的復雜工藝過程,在此過程中涉及到彈性形變、塑性形變、摩擦等因素,切削的質量受到諸如刀具形狀、切屑流動、溫度分布等因素的影響,利用傳統的解析方法很難對切削機理進行定性和定量的分析[1]。計算機技術的高速發展使得利用有限元分析軟件來研究切削過程以及各種物理參數之間的關系成為可能。ABAQUS是一種大型有限元分析通用軟件,在處理彈塑性大變形及與溫度有關的材料性能等非線性問題上有著它獨特的優勢。本文基于材料形變的彈塑性理論,采用剪切失效和單元刪除方法作為切屑分離準則,利用ABAQUS有限元軟件,對不同摩擦狀態下的切削過程進行數值計算和仿真,并對切削過程中的切削力、切屑形狀和應力分布進行了分析。
1 基本理論與切削模型的建立
1.1 基本假設
利用ABAQUS有限元軟件分析時的基本假設如下:①切削模型中的刀具是剛體且鋒利;②被加工對象的材料是各向同性的;③不考慮刀具和工件在切削過程中的振動;④在切削過程中,切削厚度不變,采用平面應變來分析。
1.2 摩擦模型的建立
采用剪切-滑移摩擦模型來描述刀具與工件相接處面的摩擦狀態,剪切應力的計算公式為:
(1)
其中:τmax為極限剪切應力;μ為滑移區的摩擦因數;σn為接觸正應力。
根據工件-刀具接觸處摩擦狀態的不同,分為如表1所示的幾種摩擦情況。
1.3 建立切削材料本構模型
本文研究的2A12鋁合金材料在高速切削狀態下很短時間就會發生彈塑性變形,并伴隨著高溫、高應力和應變等現象[2],可以采用Johnson-Cook模型綜合考慮應變、應變率、熱軟化等因素對工件的影響,其本構模型可以表達為:
(2)


表1 工件-刀具接觸處的不同摩擦情況
2A12鋁合金材料的本構模型參數值見表2 。

表2 2A12鋁合金的材料本構模型參數值
1.4 切屑分離準則
本文采用Johnson-Cook剪切失效損傷演化模型作為切削材料損傷的準則[3],當材料的失效參數大于1時,材料失效;當所有積分材料都失效時,該單元從網格中脫離。時效參數ω的表達式為:
(3)



(4)

1.5 建立有限元模型
圖1為利用ABAQUS軟件模擬二維工件與刀具建立的正交切削模型,工件尺寸設置為5 mm×4 mm,刀具材料為硬質合金。由于刀具的硬度遠比工件硬度高,因此在建模時把刀具看成剛體,刀具的前角為10°、后角為9°,刀具的進給速度為0.25 mm/r、切削深度為0.3 mm、切削長度為5 mm。在加工開始之前,需要對工件進行約束,根據實際加工約束狀態,在ABAQUS軟件模型中限制工件在X方向和Y方向的移動。
2 模擬結果及分析
2.1 等效應力及切屑情況分析
分析得到了不同摩擦因數情況下的等效應力云圖, 如圖2所示。
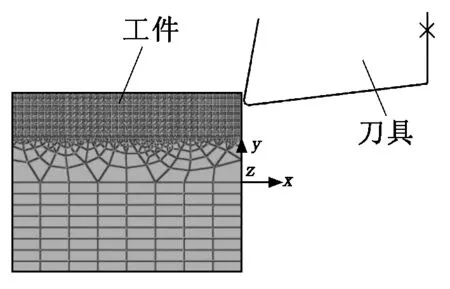
圖1 工件與刀具二維正交切削模型

圖2 不同摩擦因數情況下的等效應力云圖
由圖2可知:等效應力主要集中在刀尖和第一變形區,工件材料在第一變形區受到嚴重的塑性變形,從而形成切屑,塑性流動在切屑的起始部分達到最大值,且向兩邊逐漸減少;在切削過程中,當刀具-工件處于干摩擦和有潤滑狀態時(圖2(a)~圖2(c)),工件的切屑呈現崩碎狀,這種切屑容易飛濺傷人并產生微振現象,造成刀具切削刃負荷過大,影響刀具使用壽命;當工件-刀具接觸區處于較好潤滑狀態時(圖2(d)),工件的斷屑呈現C形,這種斷屑不會纏繞在工件或刀具上,一般不會傷人,是粗車中比較理想的斷屑,良好的潤滑有助于改善切削環境,增加刀具的使用壽命。
2.2 不同摩擦因數對切削力的影響
圖3為不同摩擦因數情況下的切削力變化曲線。由圖3可知:在切削過程中,切削力迅速由零增大到某一數值,并在切削過程中有一定的振動,這說明在切削起始階段,工件主要發生彈性變形,刀具對工件的作用力逐漸變大,隨后進入塑性切削,切削力有所下降,材料軟化并脫離工件;隨著摩擦因數的降低,切削力明顯減小 ;干摩擦情況下,切削力最大,當在有潤滑狀態時,切削力有所下降,在良好潤滑狀態下,加工過程中的切削力最低。總之,在切削過程中,如果工件-刀具的接觸表面處于良好潤滑的狀態,切削力會大大降低。
3 結語
本文利用有限元軟件ABAQUS,采用高速變形條件的Johnson-Cook材料模型和斷裂準則,模擬刀具切削2A12硬鋁的切削過程。得到了工件-刀具在不同摩擦狀態下對切屑形成、等效應力分布和切削力的影響,當處于良好潤滑狀態時,刀具的切削力會大大降低,切屑會得到良好的改善。本文的研究為機械加工過程中采用合理切削液,保證工件-刀具接觸處的良好摩擦狀態提供了借鑒和參考。
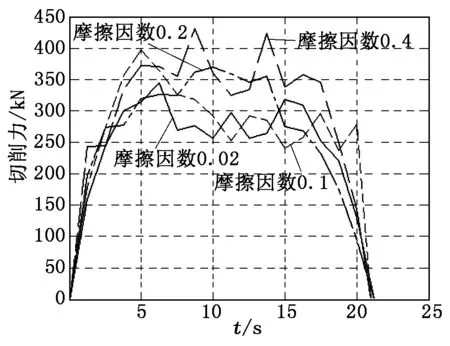
圖3 不同摩擦因數情況下的切削力變化曲線
參考文獻:
[1] 劉加富,張洪才.基于ABAQUS的二維金屬切削有限元分析[J].機械設計與制造,2006(10): 68- 70.
[2] 艾興.高速切削加工技術[M].北京:國防工業出版社,2003.
[3] Zorev N N.Inter-relationship between shear processes occurring along tool face and shear plane in metal cutting[C]//International Research in Production Engineering.New York:ASME,1963:42-49.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24