汽車鋁合金控制臂輥鍛制坯工藝研究
2018-05-29 08:08:09包其華蕪湖禾田汽車工業有限公司
鍛造與沖壓 2018年7期
文/包其華·蕪湖禾田汽車工業有限公司
控制臂是汽車轉向系統中關鍵部件,為保證批量生產過程中產品的穩定性和高效性,工藝過程中采用輥鍛制坯工藝替代傳統的自由鍛制坯工藝,可避免自由鍛制坯隨意性和高勞動強度,同時可大幅度地提高生產效率。本文將對鋁鍛控制臂臂體鍛件的輥鍛制坯工藝、輥鍛模具設計以及輥鍛數值模擬分析進行研究。
隨著汽車工業的發展,汽車輕量化、安全性、舒適性、節能和低排放量的要求越來越高。汽車懸架控制臂為底盤系統的關鍵安全件,以鋁代鐵能減輕汽車重量、降低汽車的排放。鋁合金鍛造控制臂在汽車上的應用越來越廣泛,需求量大。其鍛件的制造精度、機械性能直接影響零件的使用壽命。
目前生產汽車鋁鍛控制臂鍛件的主要生產方式是:錘上拔長,模鍛壓力機模鍛成形。該工藝的缺點是:⑴錘上拔長是打擊力鍛造,噪聲大。⑵打擊次數多,生產效率低。⑶成形的坯件表面粗糙。⑷主要靠工人經驗控制,工人技術、體力和情緒對產品質量影響較大。
選用先進的鍛造工藝生產控制臂鍛件以提高產品質量,具有極其重要的意義。本文以一種鍛造鋁合金控制臂(圖1)作為研究對象,采用輥鍛制坯工藝,并對其進行模擬分析,以制備高質量的鍛件。
輥鍛成形工藝概述
輥鍛是坯料通過一對裝有鍛模的旋轉輥子,在輥子旋轉中發生變形,得到各種鍛件和鍛坯的成形技術。輥鍛變形的原理如圖2所示,坯料被輥鍛模咬入后,高度方向受到壓縮,少部分金屬寬展,大部分金屬沿著長度方向流動,其特征表象為連續局部塑性變形。輥鍛工藝按其用途可分為制坯輥鍛與成形輥鍛。

圖1 鍛造鋁合金控制臂

圖2 輥鍛變形原理圖
控制臂的結構及工藝分析
圖3是轉向系統中的上控制臂設計圖。屬于連接桿狀一字形控制臂,中間桿部截面為T字形,呈高肋狀,此部位截面面積最小。左端為扁平形,右端成圓柱形,此部位截面面積最大。此鍛件的制坯工藝采用輥鍛,具體生產工藝流程為:圓棒料→清洗→加熱→輥鍛制坯→模鍛成形→切邊→T6熱處理。
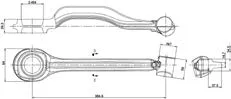
圖3 控制臂毛坯圖
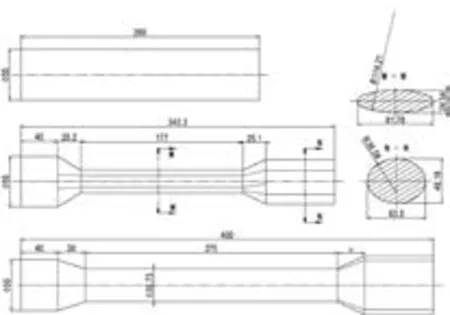
圖4 第一、第二道次輥坯料圖
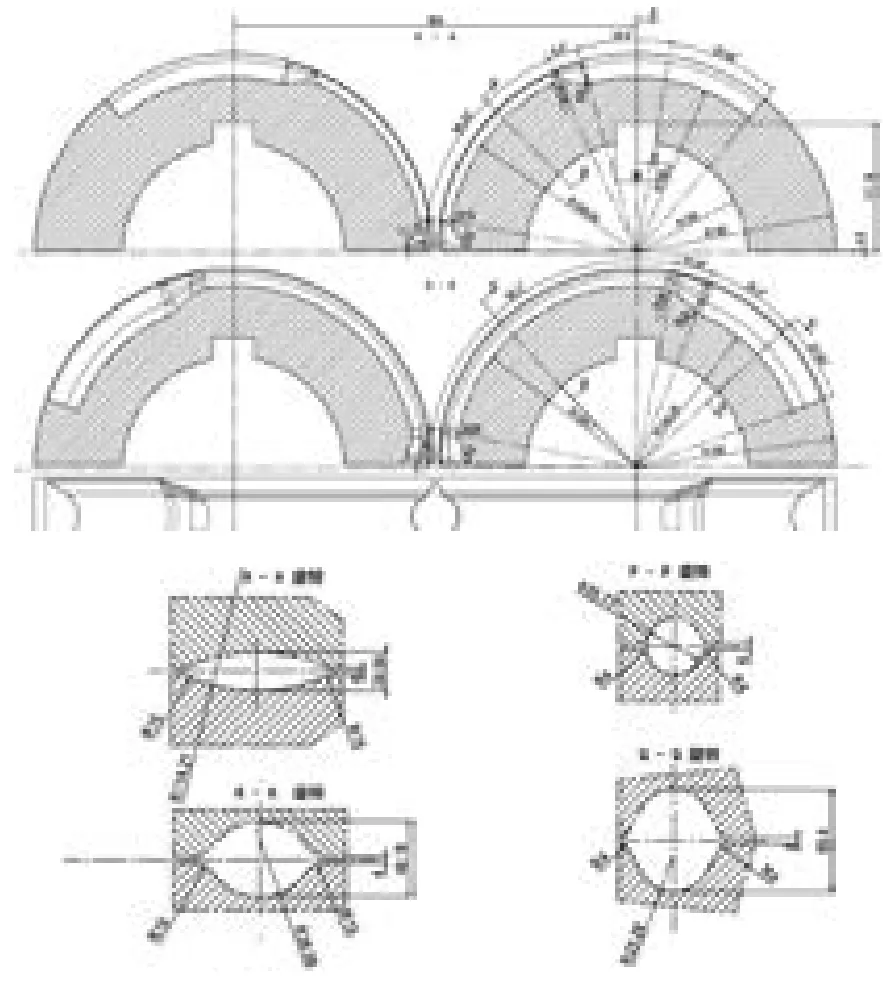
圖5 第一、第二道次的輥鍛模具平面圖
根據各段的延伸率數、軸長比和充滿系數計算各截面橢圓形狀尺寸。計算結果得出各道次輥鍛坯料圖(圖4)。
控制臂輥鍛模具設計
根據相應計算方法可以得到控制臂制坯輥鍛的各道次模具圖(圖5)。
控制臂制坯輥鍛工藝有限元模擬
以設計的輥鍛模具平面圖為基礎,使用三維設計軟件,建立輥鍛模具。將建好的造型導入成形模擬軟件,建立各個道次輥鍛工藝的有限元模型,進行輥鍛成形過程的有限元模擬分析。
輥鍛成形模具的建立
在三維設計中,利用旋轉與剪切等運算,得到兩道次輥鍛模具的造型結果(圖6)。

圖6 兩道次的輥鍛模具三維圖
輥鍛數值模擬模型與工藝參數設定
按實際設備情況,輥鍛采用中心距離為360mm的輥鍛機。采用有限元軟件進行數值模擬分析,坯料選用AlMgSi1材料模型,模具視為剛性。采用粘塑性有限元分析,坯料溫度500℃和模具溫度200℃。φ55mm×260mm,坯料初始溫度460℃;模具預熱溫度200℃;上下鍛輥中心距為364mm。運用有限元軟件,建立剛塑性材料模型。在模擬過程中,第一道次完成后需將工件翻轉90°,在數值模擬軟件中將定義好工件翻轉和平移兩道次自動計算完成。
模擬結果與分析
圖7是每個輥鍛道次結束后輥鍛件的形狀,從圖中可知,所得到的各道次尺寸與用逆算法計算所得截面尺寸及縱向尺寸相差較小,最終所得鍛件計算結果正確,為輥鍛模的設計提供了有效依據。
變形過程應變場分析
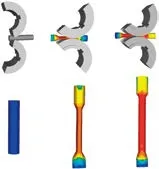
圖7 原坯料、輥鍛第一、第二道次模擬結果
分別選取四個道次輥鍛成形過程模具與坯料即將脫離后的變形狀態作為研究對象,利用后處理中Effective Strain查看各道次的應變場分布,圖8是第一道次輥鍛應變場的分布云圖,圖9是第二道次輥鍛應變場的分布云圖。
通過觀察圖8和圖9可知,等效應變的極大值主要出現在截面發生變化較大中部的桿部區域,分布較均勻。截面變形量越大,等效應變值越大。

圖8 第一道次輥鍛應變場的分布云圖

圖9 第二道次輥鍛應變場的分布云圖
結束語
輥鍛是一種特殊鍛造工藝,坯料在輥鍛過程中的塑性變形情況復雜,金屬的流動形式不同于傳統的鍛造工藝,具有一定的特殊性與復雜性。
本文基于有限元模擬分析軟件,對鋁合金控制臂的輥鍛制坯過程進行有限元模擬分析,觀察并記錄坯料在預成形輥鍛模具及終成形輥鍛模具中的金屬流動規律、模具型腔的充滿程度,并對坯料進行應力、應變分析。如若模擬的過程不理想或者坯料出現褶皺則對模具進行參數重置,修改模具,并重新進行模擬,直到所得到的模擬結果達到理論上的要求。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
銅業工程(2015年4期)2015-12-29 02:48:39
機械工程師(2015年10期)2015-02-02 01:14:03
石油化工應用(2014年8期)2014-03-11 17:40:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
