高可靠性后部刮板輸送機總體配套技術研究
2018-06-04 12:03:00劉混舉
機械工程與自動化 2018年3期
關鍵詞:設計
劉 毅,孫 權 ,劉混舉
(1.太原理工大學 機械工程學院,山西 太原 030024;2.上榆泉煤礦,山西 河曲 036500)
0 引言
重型刮板輸送機是綜采設備的核心組成部分,因其適應好、協作性高以及運輸功率大等特點而被廣泛應用。隨著煤礦開采技術的不斷發展,如神東等大型煤炭基地400 m工作面的出現,對刮板輸送機的要求逐漸提高[1-2],高性能、高可靠性關鍵零部件的研發已成為刮板輸送機發展的重點。
針對14 m~20 m特厚煤層大采高綜放開采放煤量不均衡、沖擊大、含矸量不易掌控、易過載、后部空間小、維護困難等技術難點,本文研究了高可靠性綜放工作面后部刮板輸送機的軟啟動過載保護技術,并對其關鍵部件的研發進行了詳細介紹。
1 液力偶合器軟啟動方式分析研究
閥控充液型液力偶合器軟啟動系統是針對刮板輸送機的工作特點而研發的軟啟動系統,本文對閥控偶合器的關鍵技術進行了如下改進。
1.1 偶合器型腔的設計改進
放頂煤支架的狹小空間嚴格限制了工作輪的體積,因為內部液體流動決定了其外部特性,所以偶合器腔型的設計決定了偶合器性能的好壞[3]。
將標準桃形腔進行如下結構優化:將葉輪根部過渡段附近加厚,由直段改為傾斜,其中加厚部分為間隔分布,顯著降低了應力集中區域的幅值,并可保證力矩傳遞能力基本不變,滿足偶合器制動工況下的使用要求。
1.2 大流量電磁換向閥組的開發
偶合器調控性能受電磁閥組的通流能力及響應特性的影響,其性能對轉速、水溫調節影響較大。在實際應用中,閥控偶合器閥組內部小孔的通暢是保證刮板輸送機正常運行的前提。為此,研制了一種大流量電磁先導換向閥組,組合控制閥塊包括二位二通充液閥、二位三通排液閥(包含膜片和活塞)、流量控制器(8×30 L/min)和2個本安型電磁線圈,分別控制偶合器的進液、介質循環和排液過程等。加工制造的電磁換向閥閥組如圖1所示。3個閥在閥控偶合器性能試驗期間累計進行了3 000多次的開關動作,在閥控偶合器性能試驗期間工作正常、動作靈敏可靠、性能優異,滿足使用要求。
1.3 監測和控制系統
為實現偶合器在不同工況下的自動吸排液,需對耦合器的相關參數實施狀態監測。
根據偶合器的控制需求,監控系統設計方案是:應用監控中心通過數據通訊集中控制監控分站的方式來實現系統監控,監控系統元件如圖2所示。監控中心以數據通訊的方式與監控分站進行數據交換和指揮調度,同時集中顯示各個驅動部的監控數據。此外,通過監測電機電流獲取驅動電機的啟停、狀態,根據預設的參數獨立控制偶合器的啟動、調速、過熱保護等。
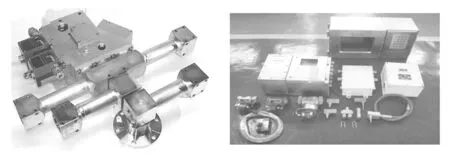
圖1 電磁換向閥閥組 圖2 監控系統元件
2 高可靠性刮板輸送機關鍵技術研發
2.1 無鍵連接與高壓拆裝技術
閥控充液型液力偶合器扭矩的傳遞采用無鍵聯接結構[4],這種無鍵連接結構是首次設計并應用到生產實際中的,這款產品在設計的過程中并沒有可參照的實際經驗。根據設計要求共加工三套傳動軸與軸套,對這三套傳動軸和軸套進行了三坐標測量,并對測量值進行分析計算,計算后進行高壓裝配、臺架試驗、高壓拆卸、測量分析,之后調整尺寸參數,再試驗。最終根據需要傳遞的扭矩確定了傳動軸與套過盈配合的尺寸參數和零件具體的加工工藝方法,為偶合器傳遞大功率的轉矩提供了可靠數據。
2.2 水冷卻與過濾系統元器件選型
設計過濾與冷卻系統可保持閥組內先導孔通暢無阻,降低故障率,散發偶合器在工況運行時由于滑差而產生的熱量[5]。減壓過濾與冷卻系統示意圖如圖3所示,它主要包括一個減壓過濾系統和一個冷卻系統。
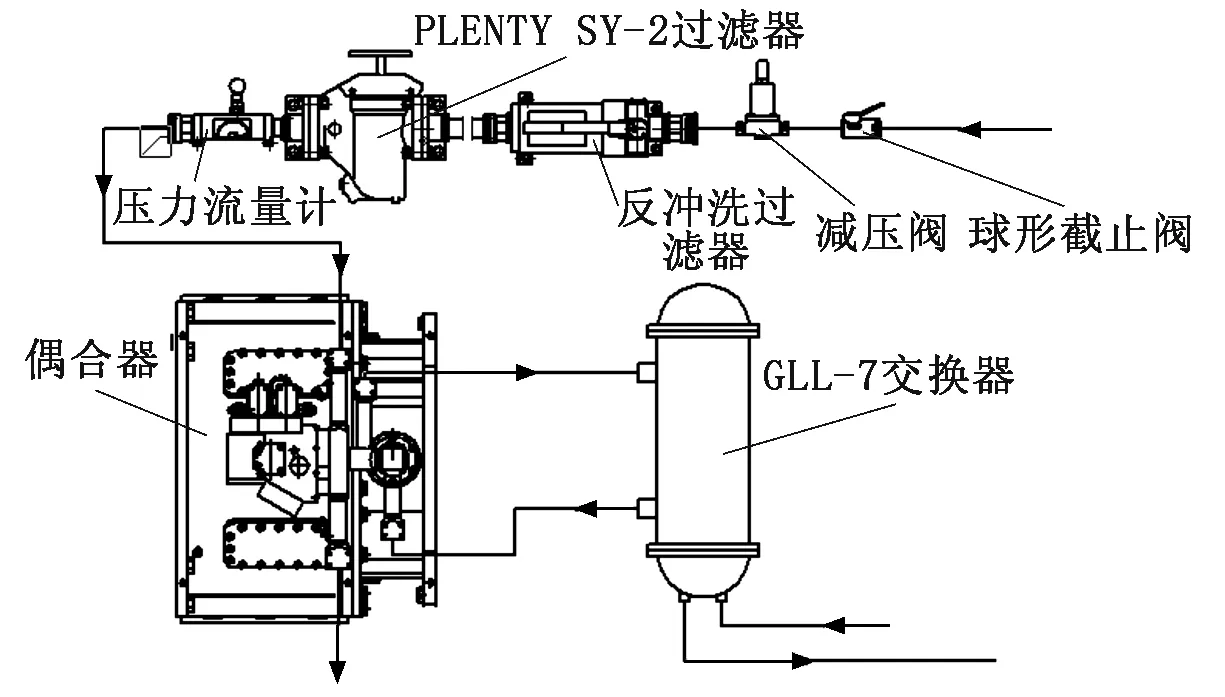
圖3 減壓過濾與冷卻系統示意圖
2.3 電液控制自動伸縮機尾裝置
本項目試制了自動伸縮機尾控制系統,其由4個部分組成,包括固定機尾架、活動機尾架、液壓系統和電器控制系統,如圖4所示。自動伸縮機尾控制系統通電啟動后,系統將根據刮板鏈的張緊程度自動對其進行調整,保證刮板鏈的張緊適度。但在自動伸縮機尾控制系統正式投入使用前需要對系統的一些參數重新進行設置。
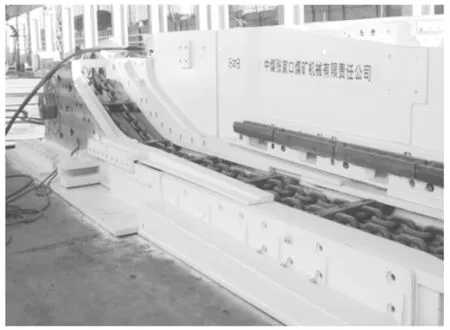
圖4 輸送機伸縮機尾
本次設計中采用單液壓設計,不會出現由于導向不良而發生卡滯的現象。同時將中板由兩層結構改為三層結構,徹底杜絕了中板翹曲,增加了伸縮機尾的使用安全性。
2.4 高可靠性鏈傳動系統
重載高強度鏈傳動系統核心技術的研究開發包括以下內容:
2.4.1 礦用緊湊型高強度圓環鏈及其接鏈環的開發
礦用高強度圓環鏈制造具有很強的專業性,為了提高鍛造立環質量,使用了具有自主知識產權的高強度礦用圓環鏈專用的特殊原材料及特殊的熱處理技術,從而使48×152緊湊型高強度圓環鏈的質量達到國際標準水平,破斷強度達到3 550 kN,疲勞試驗循環次數不低于10萬次。
2.4.2 配套高強度鍛造刮板的研制
首次研制了雙向對稱模鍛刮板(如圖5所示),以滿足刮板輸送機易安裝、減少刮卡及雙向運行的需要。在設計中重點考慮了降低和消除應力集中部位的最大應力值,以保證刮板的強度以及和鏈環聯接的可靠性等。刮板的固定采用了E型螺栓的結構形式(如圖6所示),以增加刮板的聯接強度。
2.4.3 長壽命驅動鏈輪組件的開發研制
圖7為鏈輪疲勞壽命預測流程,根據其可對鏈輪疲勞壽命及表面處理方式進行敏感性分析。提高構件疲勞強度的一種方法就是表面處理[6],不采用表面處理、采用ShotPeened(噴丸)、采用Cold Rolled(冷軋)和采用Nitrided(氮化)表面處理方式的鏈輪最小疲勞壽命分別為110天、189天、623天、3 331天。由此可見,采用適宜的表面處理方式將顯著增加鏈輪的使用壽命。

圖5 雙向對稱鍛造刮板

圖6 刮板鏈的裝配(E型螺栓)
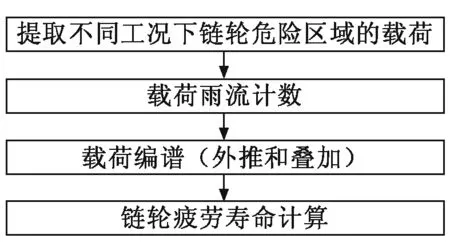
圖7 鏈輪疲勞壽命預測流程
3 高可靠性后部刮板輸送機的試驗與應用
本課題研究的SGZ1000/2000型綜采工作面后部放刮板輸送機,裝機功率和鋪設長度均為國內最大,綜合技術水平居國內領先。在上榆泉煤礦I031001綜放工作面開始工業性試驗,聯合試運轉,通過了整體竣工驗收,基本實現了預期的研發目標。在刮板輸送機運行過程中,可完成重載啟動和連續長時間運轉,未發生大的停機事故,由后部刮板輸送機原因造成的停機時間累計僅為7 h。工業性試驗運行證明:SGZ1000/2000型放頂煤后部輸送機的設計是合理的,制造質量是可靠的,該型輸送機開發研制是成功的。
4 結論
本文對高可靠性刮板輸送機的軟啟動方式進行分析研究,并對其電液控制自動伸縮機尾、水冷卻及過濾系統、鏈傳動等關鍵技術進行研發。工業性試驗運行證明:所研制的后部輸送機設計、制造合理,運行可靠,該型輸送機開發研制是成功的。
參考文獻:
[1] 姜翎燕.工作面刮板輸送機技術現狀與發展趨勢[J].煤炭科學技術,2007,35(8):16.
[2] 魏丕杰.對振興我國煤炭洗選裝備制造業的思考與建議[J].煤炭經濟研究,2011(11):26-29.
[3] 張德生.大功率閥控液力偶合器設計理論及關鍵技術研究[D].北京:中國礦業大學,2011:1-10.
[4] 聶文科,周新建,吳宗澤.無鍵聯接與高壓裝拆技術的應用[J].煤礦機械, 2010,31(11):197-199.
[5] 劉立寶,趙繼云,張德生,等.水介質閥控充液式液力偶合器電液閥常見問題分析及應對措施[J].礦山機械,2010(4):18-21.
[6] 付云飛.多種工況下的刮板輸送機鏈傳動系統可靠性研究[D].阜新:遼寧工程技術大學,2014:5-10.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
