淺析海南瓊中抽水蓄能電站機組部分關鍵部位技術
2018-06-20 14:52:30林維相
珠江水運 2018年8期
林維相
摘 要:以海蓄電站機組部分結構安裝為例,闡述及淺析蝸殼、定子定位筋、軸線調整及數據計算分析的方法。
關鍵詞:蝸殼焊接 定子定位筋 軸線調整
1.前言
海南瓊中抽水蓄能電站安裝3臺單機容量200MW的可逆式水泵水輪發電機組,總容量600MW,為二等大(2)型工程,工程土建建設至首臺機組發電僅用時45個月,創國內建設速度之首,該成果得益于電站參建各方施工管理有效,溝通協調充分,同時在機組安裝部分利用高效管理及豐富經驗成功縮短安裝工期,保障調試需求,并最終提前實現首機發電目標。其中,機組安裝部分關鍵部位技術節約了直線工期,本文將從座環蝸殼安裝監測、定子安裝及大軸聯調等部位闡述其有效安裝技術。
2.座環蝸殼安裝及監測技術工藝
海蓄電站座環蝸殼已在廠內焊接為整體(除湊合節與延伸段外),座環蝸殼分為兩瓣運輸到現場安裝完成后進行保壓澆筑混凝土,現場施工重點如下:
(1)座環蝸殼組圓,采用傳統的中心架、求心儀器及水準儀檢測手段,使用支墩及千斤頂調整座環蝸殼組圓及水平布置,并留取2-4mm余量作焊接收縮。
(2)焊接:因其材質為B610CF高強鋼且兩處焊接板厚不均(最大板厚為58mm,最小板厚為18mm),故難以把控焊接變形,經現場多方商議決定,采取如下步驟進行控制:
①焊工持證上崗,樣本試焊實驗結果顯示,采取如下參數施焊:焊條d:打底2.5mm,填充及蓋面3.2-4.0mm,焊接電流I=(35-55)d,打底系數取38,填充系數為45,蓋面系數為40較為適宜,焊接速度:打底6mm/min,填充及蓋面10mm/ min。
②縱縫定位焊接長度約30mm,焊腳約為8mm,焊點距離100mm。加固焊縫要求其焊腳大于12mm,長度大于100mm,間隔大于300mm。
③焊前坡口(X型)打磨及清理,并烘焙焊條及預熱焊接部位(溫度100℃),焊接中清理焊渣并按每層風鎬錘擊消應,焊后加熱整體消氫(溫度180℃、4h)。
④焊接形式采取對稱分段退步焊方式,即蝸殼對稱兩側、焊接處環形對稱兩處同時作業,并通過監測數據及時調整焊接收縮來達到要求。
(3)監測:
①焊接變形監測:座環在焊接過程中需監視其變形情況,定時在上環板上測量水平變化(水準儀NA2+測微器GPM3測量),利用內徑千分尺檢測座環徑向變化,利用游標卡尺檢查座環焊縫收縮情況。測量座環上、下環板同心度變化值。如果出現異常現象立刻停止焊接,調整焊接速度、焊接順序等,直至合格為止。
②焊接溫度監測:遠紅外線測溫儀監視其溫度,通過溫控儀控制保溫溫度,根據溫度變化情況,保溫時間達到后緩慢冷卻。
③保壓澆筑監測:在座環蝸殼及延伸段安裝就位調整完成后,點焊固定支撐楔子板及拉錨螺栓。近年來其他電站座環蝸殼澆筑監測多采用在座環蝸殼軸線方向焊接鋼性支架監測點,并架設徑向和高程方向百分表進行位移監測,該方案實施難以保證各支架剛性及整個澆筑期間不因碰撞而引起百分表讀數發生變化,致使監測結果易失去真實性。海蓄電站采取澆筑期間以使用水準儀對座環水平進行監測為主,在水平監測數據發生較大變化時再用全站儀輔助進行監測及調整澆筑的方式,經施工成果顯示,該方法易操作且收效良好。
2.定子安裝技術:
(1)定子組圓:
①測圓架安裝重點:第一,中心柱垂直度偏差:≤0.02mm/m,在測量范圍內最大傾斜不超過0.05mm;第二,測頭上下跳動量:≤0.5mm(轉臂旋轉一周測量);第三,測圓架轉壁回轉一周重復測量的偏差:≤0.02mm;
②按照定子機座組裝擺放方位與安裝方位一致的原則,安裝專用測圓架后,用220t+220t橋機將分瓣定子機座逐一立起組圓,機座焊接及監測手段參照蝸殼方式進行,不再贅述。其中,因定子機座上下共6道環板,按照先兩邊后中間的順序對稱焊接,變形可控。
(2)定子定位筋安裝及焊接:定位筋為雙鴿尾筋,共72根,沿定子6圈環板內圓均布,分布角為5°,定位筋安裝時,共計864處焊縫,周、徑、立向均有相連及變形,定位筋作為定子鐵心疊片的基準,是保證定子組裝質量的關鍵工序,過程控制及方法極為重要,以定位筋間弦距、定位筋豎直度及分布圓度為核心做如下控制:
①采用大等分弦距方法:將72根定位筋劃為9大等分,大等分弦距為2230.66mm,小等份弦距為284.49mm,復測測圓架中心及跳動,通過中心測圓架以及周向方向懸掛鋼琴線的方法測量基準筋及大等分定位筋的垂直度、扭斜度及安裝半徑等尺寸,誤差超過相應標準的,用螺旋式千斤頂調整基準定位筋。
②大等分各定位筋按要求安裝合格后,采用裝筋樣板以主定位筋為準,安裝大等分區內的各小等分定位筋。采用大等分上的弦距誤差消除辦法消除累積誤差,合格后將托塊點焊。
③焊接順序:在A/B/C/D四個象限內對定位筋托塊徑向縫進行同步、同環施焊,焊接前使用雙頭千斤頂焊接時按2→4→1→5→3→6(機座下環板為第1層,由下向上依次編號)的順序進行,并將安裝托塊時預留的余量退步焊接在定子環板上,逐焊逐查至定位筋全部焊完,在冷態下檢查:內徑為3261(0-0.2)mm;同高度相鄰兩筋半徑差<0.20mm;相鄰定位筋弦距差<0.25mm;定位筋徑向扭斜≤0.10mm;滿足廠家及國標要求。
(3)定子疊片:在定位筋基準良好的情況下,疊片只需控制波浪度及平整度,使用槽樣棒及整形工具,在200-300mm高度時及時整形添加整形片調整波浪度,同步位置安裝通風槽片及測溫裝置,并按廠家標準分五段對稱預緊,最終滿足設計及廠家要求。
(4)定子磁化試驗
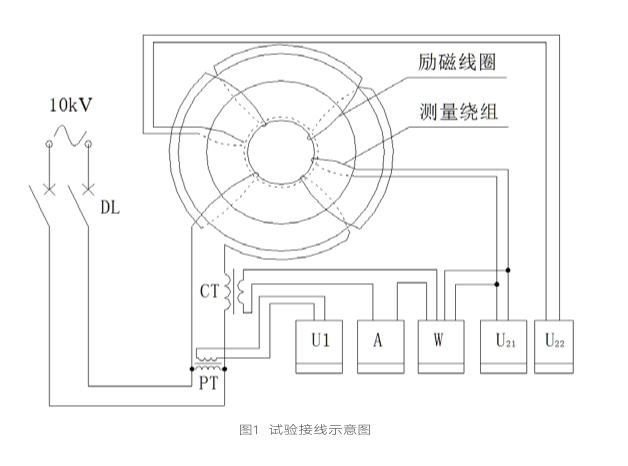
①鐵損試驗的基本原理是:在疊裝完成的定子鐵芯上纏繞勵磁繞組,通入交流電流,使之在鐵芯內部產生接近飽和狀態的交變磁通,從而在鐵芯中產生渦流和磁滯損耗,使鐵芯發熱。同時鐵芯中片間因緣受損或劣化部分產生較大的渦流將使得很快升高。用酒精溫度計測量鐵芯、上、下壓板及定子機座的溫度,計算出溫升和溫差;用紅外線測溫儀查找局部過熱點及輔助測溫;在鐵芯上纏繞測量繞組,測量其感應電壓,計算出鐵芯總的有功損耗。根據測量結果與設計要求比較,來判斷定子鐵芯的制造、安裝質量。
②試驗步驟:
第一,用50mm2的銅編織線將定子機座可靠接地,接地點在±Y方向兩點;
為了使試驗磁通密度盡量均勻,將勵磁線圈采用四組繞組同向纏繞對稱布置,且首尾相連,緊貼在鐵芯齒表面;將測量線圈應纏繞與勵磁線圈成90°位置,且電纜拉緊并緊貼鐵芯槽底;
第二,為了檢查鐵芯磁場是否均勻,在鐵芯180°方向布置兩組測量線圈,測量線圈用2.5mm2的導線,按圖1纏繞,各繞1匝,分別引至U21與U22并接線。測量繞組應包繞定子有效鐵芯,但不應包繞定子整個機座。
第三,用2500V兆歐表測量勵磁線圈的對地絕緣電阻,應符合制造廠要求。用1000V兆歐表檢查測量線圈對地電阻應大于1MΩ;測量定子鐵芯的總有功損耗及定子鐵芯機座等各部位的溫度,查找局部過熱點。
第四,在鐵心內表面均勻布置測點,分上、中、下各均勻布置8個測點,共24個測點。(見圖1)
圖中:U1—勵磁電壓測量電壓表U21、U22—感應電壓測量電壓表
A—勵磁電流測量電流表
W—低功率因素瓦特表
PT—電壓互感器
CT—電流互感器
DL—斷路器
③試驗數據的計算
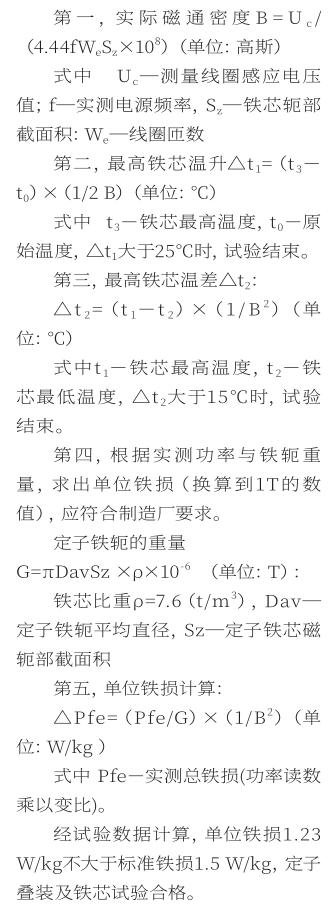
鐵芯磁化試驗過程中,需將所測試驗數據按下述公式換算到1T時的標準值,判斷實際感應磁通、溫升、溫差、單位鐵損是否滿足要求:
3.大軸調整技術
(1)盤車及數據分析
①盤車的方法:
盤車前先檢查機組是否處于中心,檢查定子和轉子上部、下部空氣間隙。發電機軸線檢查采用彈性盤車方式人工盤車,采用高壓油頂起后人工推動轉子旋轉。下導處安裝4塊導軸瓦,調整軸承瓦間隙為 0.02~0.04mm;瓦面及軸領上涂少許透平油。在四個軸線方向均布4個測點,各架設一塊百分表測量擺度,盤車部位由下至上順序為:水導、水輪機軸上法蘭、下端軸下法蘭、下導、上導、集電環。檢查轉動部件和固定部件應無接觸。
②轉動中心確定:檢查空氣間隙、上止漏環間隙。
③設置所有百分表初始讀數。啟動高壓油,用人工推動轉子旋轉至測點位置,待轉子停穩后,記錄百分表讀數。并測量轉輪上、下止漏環處間隙。
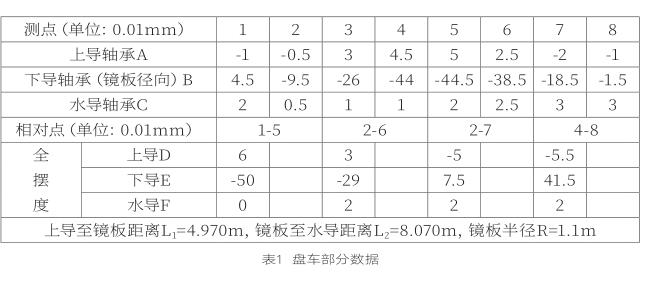
④數據分析:海蓄某臺機組擺度較關鍵的三處部位數據如表1所示,下列測點中1點初始值為0,所列數據為回零值。
根據上述數據可知,下導(鏡板)相對上導最大擺度方位為1-5方位。
(2)軸線及鏡板調整
①幾何中心調整:設定O1,O2,O3為上導、鏡板及水導幾何中心,O1,O2,O3為盤車機組旋轉中心,將上導幾何中心O1調整至T點,則上導、鏡板,下導幾何中心同線,擺度最小。其中,O1O1=D/2=0.03mm,同理O2 O2=0.25mm,O3O3=0mm。如圖2中所示,利用△O3O2O2相似于△O3 TO1的原理可得,TO1=0.42mm,T O1=0.45mm。
②鏡板跳動量:同理△O3O2 O2相似于△J1J2J3可得,鏡板最大跳動量J1J3= O2O2,x2R/L2=0.06mm,鏡板徑向跳動值為0.02mm/m<0.05mm/ m,滿足廠家及國家標準要求。
③故機組軸線調整方案為:上端軸由5點偏4點9°方向向對面移動0.45mm,轉子上法蘭面對應部位微量打磨。
(3)經上述調整后盤車數據良好(不再贅述),機組運行后,各部位擺度及振動均大大小于廠標及國標要求。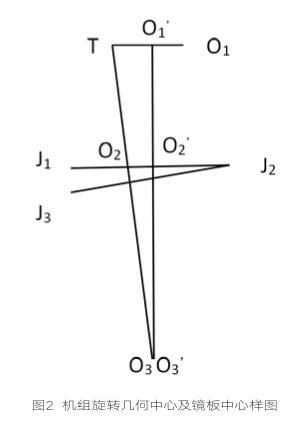
4.結語
本文所敘述海南瓊中抽水蓄能電站機組部分關鍵部位焊接、定位、試驗數據計算及調整方法均為實用技術,通過機組間運用驗證,進一步證明其可靠性,希望能供同類型電站安裝參考。
