淺談細胞規模化培養過程中引起污染的類型及防治策略探討
2018-06-22 06:42:48茍東東
科技與創新 2018年12期
關鍵詞:污染
茍東東
(楊凌金海生物技術有限公司,陜西 咸陽 712100)
細胞污染是指細胞培養過程中,由于操作不慎或滅菌不徹底將細菌、霉菌或其他異物等帶入細胞培養物中,對細胞的生存環境造成侵害的現象。20世紀自Moran和Schenerman等人發現,懸浮培養的規模可以從3 L放大到10 000 L,動物細胞培養的規模開始擴大,廣泛地應用于抗體的制備或病毒疫苗的生產,但由于細胞培養自身有其環境敏感性和培養條件苛刻性等特性,如果受到外源性污染,將對生物制品研究或制品生產帶來嚴重的危害。為了防止細胞培養過程中受到其他污染因素的影響,有必要了解細胞培養過程中污染來源、染菌種類等,建立起規范化的操作及防治策略,盡可能地保證細胞培養工序的穩定性及生產可靠性是有必要的。
1 造成污染的來源
1.1 操作人員
人是細胞培養過程中重要的污染源。據統計顯示,人自然活動時,人體散發出的熱量形成一股熱流,這股熱流便于微小粒子(大于0.3μm)的擴散,漫步時每分鐘產生5.0×106個,快步時產生1.0×107個。人體的各部位都生長著各類微生物,由此可見人體也會給微生物的生長繁殖創造一個良好的環境,因此,加強無菌意識顯得尤為重要。從事細胞培養工作人員一定要注意個人衛生習慣,要經常洗澡、洗頭、剪指甲,不得化妝、佩戴飾物和手表,工作時要帶上消毒好的口罩,以免因交談、咳嗽等導致傳播范圍擴大,且不定時對手部等風險較高的位置進行消毒。
1.2 培養環境
按照GMP廠房設施及《潔凈廠房設計規范》(GB 50073—2013)中對潔凈區內換氣次數的要求為15~25 h-1,其目的是為將潔凈室污染粒子消除,空調系統須送風于潔凈室中循環,對室內污染粒子進行稀釋,以保持潔凈室潔凈度處于可控范圍,且HVAC驗證合格后方可投入使用,按要求每年需進行檢漏試驗,并且每月進行一次大環境沉降菌檢測來確保環境符合要求。
隨著國內細胞工藝的改革,傳統的細胞轉瓶工藝已經遠遠跟不上醫藥產業的需求,在以往的無菌操作中,所有敞口操作都必須在酒精燈火焰旁,現如今采用細胞密閉培養系統(生物反應器),除非是取樣口等外部關鍵部位需要火焰對其進行外部消毒,但是為了排除后續細胞污染因環境因素所帶來的干擾,有必要按規定定期對環境進行消毒及環境質量檢測,并對區域內房間壓差進行監控,防止低級別房間的不潔凈空氣倒流。
按照獸藥GMP現行版的要求,在人、物流通道要加強管理。比如,所有進入潔凈區的物品必須在進入潔凈區之前脫去外包,并用消毒液對其表面進行擦拭消毒。防止包裝上的灰塵進入潔凈區,污染環境。筆者以前遇到過有員工在值班期間為了省事,不按照潔凈區更衣規程直接進入潔凈區域,因此,加強員工潔凈區管理意識等方面培訓顯得尤為重要。
1.3 設備器具
在筆者以前從事細胞轉瓶培養的過程中,潔凈室空氣潔凈度為局部環境百級,首先用75%酒精對進入百級環境中使用的物品進行表面消毒,并對層流下的操作臺進行擦拭處理,打開紫外燈進行照射15 min,然后打開風機進行自凈。使用中的轉瓶、除菌濾器、膠塞等工具必須經過121℃、60 min濕熱滅菌處理。之后,筆者從事了細胞規模化培養工作,對生物反應器有了新的認識,所謂“死角”,即SIP過程中蒸汽的高溫所達不到、消不透的角落。死角在生物反應器容易形成的部位有擋板的背后、罐內管路浸漬管內殘留的焦化物,罐體腰部培養基進料口、罐體取樣系統、溫度計、PH、DO等部位夾縫之間的殘留焦化物。以上的這些死角,在分批次規模化培養過程中,由于個別罐體培養周期過長,期間要進行取樣、計數、染色及培養基補料操作,操作結束后要及時清洗。如果清洗不徹底,則容易形成死角,這些死角中含有細胞培養懸液,經過高溫容易形成越來越多、堅硬的焦化層,這些焦化層是藏污納垢、雜菌避免高溫殺滅的絕好保護層。所以,罐體培養結束后,下罐檢查并清除罐內的死角和殘渣,是人為消滅雜菌的重要措施。具體流程如圖1所示。
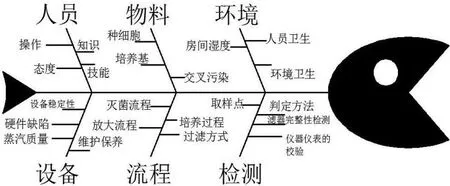
圖1 具體工作流程
2 污染的種類
2.1 細菌污染
由于體外培養的細胞自身沒有抵抗污染的能力,污染較常見的有大腸桿菌、白色葡萄球菌、假單孢菌等。加用抗生素的培養液可預防和排除少量細菌的污染。一旦發生細菌污染,則很容易發現,多數情況下培養液短時間內變黃,表明有大量酸性物質產生,并出現明顯渾濁現象;有時靜置的培養液起初不混,但稍加震蕩,就有許多渾濁物漂起。倒置顯微鏡下觀察,可見培養液中有大量圓球狀顆粒物漂浮,有時在細胞表面及周圍有大量細菌存在。有的培養液改變不明顯而又疑似污染,也可按照現行版《中國獸藥典》中關于無菌檢測等方法判斷。在規模化生產過程中,用革蘭氏染色方法可以快速辨別染菌情況,如圖2所示。

圖2 用革蘭氏染色方法快速辨別染菌
2.2 真菌污染
真菌的種類很多,污染的多是曲霉菌、白色念珠菌、酵母菌、黑霉菌、孢子菌等。真菌污染后多數在培養液中形成淡黃色或是白色的漂浮物,一般肉眼可見,較易被發現,但培養液仍是清亮的,倒置顯微鏡下無雜質,37℃培養箱培養兩三天仍清亮,但出現絮狀雜質,鏡下可見呈細絲狀的團狀漂浮物,可看到明顯的菌絲,細胞仍可生長,但時間長之后,細胞的活力狀態變差,短期內培養液多不變渾濁。倒置顯微鏡下可以看見細胞之間有縱橫交錯穿行的絲狀,樹枝狀或管狀菌絲,并漂浮在培養液中。很多菌絲在高倍鏡下可以看見鏈狀排列的菌株。念珠菌及酵母菌菌株呈卵圓形,散在細胞上及細胞周邊生長。
2.3 支原體污染
支原體是一種大小介于細菌和病毒之間(最小直徑0.2μm)并獨立生活的微生物,約有1%可通過除菌濾器。支原體無細胞壁形態呈高度多形性,并且國內血清很多都沒有做支原體陰性檢測,而支原體是牛血清中最常見的微生物之一。支原體多吸附或散在于細胞表面和細胞之間。當細胞(特別是傳代細胞)被支原體污染后,培養液一般會渾濁,細胞內的DNA、RNA及蛋白表達發生改變,而細胞的生長率一般并未發生顯著的影響,因而細胞被支原體污染一般難以察覺。
3 細胞培養過程中的異常現象
3.1 DO異常變化
引起DO異常下降的原因有以下幾個:①罐體染菌,導致細菌消耗大量溶氧,致使罐體溶氧監測值在短時間內迅速下降;②細胞培養接種時初始密度超出規定值,氧需求量增加,使溶氧下降;③生物反應器培養體積較大時,如果攪拌轉速較慢、停止或者悶罐 (關閉排氣閥)等,都有可能使溶氧下降。
引起DO異常上升的原因有污染烈性噬菌體、補料時間或間隔不當。綜上所述,根據培養系統中溶解氧濃度的變化來判斷細胞代謝是否正常,有助于查找細胞培養異常的原因。
3.2 p H異常變化
大多數細胞適于pH7.2~pH7.4條件下生長,筆者所培養的BHK-21細胞pH要求為pH6.9~pH7.1范圍內。當罐體細胞染菌時,由于細菌消耗大量營養物質,產生過量酸,pH補償系統崩潰,導致罐體pH值全線下降。即使在不確定染菌情況下,所采取的補救措施也于事無補。
3.3 其他變化
可以根據其他現象,比如細胞形態異常、罐體尾氣氣味、培養過程中泡沫異常增多、細胞懸液顏色異常變化等來判斷,不確定時也可通過罐體取樣進行革蘭氏染色來判斷。
4 污染的防治策略
4.1 對蒸汽質量要求
實踐已證明飽和蒸汽在滅菌過程中具有潛熱大、穿透力強等特點,所以,反應器在SIP過程中選用飽和蒸汽,罐體滅菌前應先將純蒸汽管道中的冷凝水排掉,在線對空氣濾器滅菌時應注意蒸汽壓力,廠家建議壓力范圍內不可以大幅度的波動,避免對濾芯使用壽命產生影響。按照各企業要求定期對不凝性氣體、過熱值、干燥值等檢測,確保將所需蒸汽符合相關要求。
4.2 對設備的要求
生物反應器及其附屬設備在管道對接過程中應注意墊圈大小是否匹配、法蘭是否平整、安裝是否對中、法蘭與管道的焊接是否有砂眼。全盤或半盤管應定期檢漏。過濾器在滅菌柜中滅菌時要注意冷凝水的排放且罐體進料所使用濾芯的大小筆者建議使用20in,罐體取樣裝置,建議使用原廠,包括GMP閥組(符合ASME-BPE要求)。
4.3 對工藝操作的要求
細胞培養結束后,用CIP對罐體及附屬設備進行預沖洗,操作人員進入罐體對罐內、附屬設備死角、傳感器安裝處及攪拌槳背面、罐頂等部位進行殘渣清除防止焦化層產生,并對空罐進行SIP滅菌后保存。培養基配制罐及培養基傳送管道使用后要及時清洗并滅菌,這樣既可以降低生物載荷,又可以起到控制制品熱源的作用。生物反應器及其附屬管道在SIP過程中,要嚴格執行SOP等規程要求。體積較大的罐體在滅菌過程中應保證蒸汽暢通及冷空氣排盡。SIP預熱過程中,應一路進氣,避免純蒸汽相互沖撞,將罐體及管道與外界相通的閥門調節到適當位置,能夠保證“水汽”排出,SIP過程中注意各閥門的出氣大小。
有條件的企業可以使用熱成像設備或手持式溫度檢測儀來建立巡查制度。細胞培養過程中取樣一定要注意取樣瓶是否是無菌狀態、關鍵部位消毒、閥門的開關順序,力求減少取樣時給罐體所帶來的污染風險。嚴格執行鏡檢崗位的操作要求,降低革蘭氏染色的錯判與誤判。罐體染菌后,禁止開啟罐體與外界相通的閥門并及時查明雜菌來源,并采取相應措施予以處理。根據罐體有效培養體積,計算好培養量,避免培養液面處于攪拌位置而產生泡沫,避免上升至罐頂對呼吸器造成堵塞,進而影響培養參數的正常調控。
5 結束語
現如今,生物制品行業利用多型號、大噸位生物反應器來培養細胞已趨于常態,如果無菌意識不增強、設備使用不規范、硬件設計制造不符合行業標準,都可能造成罐體污染。以上所列舉只是筆者生產中經常遇到及用到的,加強無菌意識并且建立規范化的操作及防治策略尤為重要,盡可能地保證細胞培養工序穩定性及生產可靠性。
[1]周麗薇.細胞培養技術與防止細胞污染的方法[J].醫學信息(上旬刊),2010,23(11):4387-4388.
[2]曾今誠,向文玉,孔彬,等.細胞培養過程中惡臭假單胞菌污染的去除及污染去除后細胞增殖和細胞周期的檢測[J].廣東醫學院學報,2015,33(01):28-31.
[3]安芳蘭,張榮,武發菊,等.大規模細胞培養過程中污染的類型及控制策略探討[J].甘肅畜牧獸醫,2016,46(19):27-30.
[4]曹忠玲.大規模細胞培養中控制污染的舉措[J].中國獸藥雜志,2010,44(02):56-58.
猜你喜歡
小學科學(學生版)(2021年8期)2021-08-30 09:16:18
小學科學(學生版)(2021年7期)2021-07-28 06:44:32
小學科學(學生版)(2020年6期)2020-08-13 07:47:12
當代陜西(2019年7期)2019-04-25 00:22:18
領導決策信息(2018年26期)2018-10-12 02:18:26
新高考(英語進階)(2017年10期)2017-12-23 09:14:50
食品界(2016年4期)2016-02-27 07:36:15
都市麗人(2015年5期)2015-03-20 13:33:49
裝備環境工程(2015年4期)2015-02-28 01:20:10
江蘇年鑒(2014年0期)2014-03-11 17:09:46