基于超聲波的點火線圈檢測方法
2018-07-04 07:25:28孫道培李金鴿楊萬里王瑞平
汽車電器 2018年6期
楊 陳,孫道培,徐 友,侯 越,李金鴿,李 博,周 飛,楊萬里,2,王瑞平,2
(1. 寧波吉利羅佑發動機零部件有限公司,浙江 寧波 315336 ;2.浙江吉利羅佑發動機有限公司,浙江 寧波 315800)
點火線圈是將低壓電轉變成高壓電的電氣元件,是汽車電子點火系統的關鍵部件,其工作穩定性直接影響著汽油機及汽車的安全運行。隨著環保、油耗等法規的日趨嚴格,汽油發動機逐步向高轉速、高壓縮比、高功率、低油耗和低排放方向發展,這就要求點火線圈具備更高的點火能量、點火電壓和更長的點火時間。目前市場上汽油機采用的點火線圈次級電壓普遍在35 kV以上,因此處理好點火線圈的絕緣強度是提高產品品質、可靠性和耐久性的關鍵。
從點火線圈的成型工藝來分析,灌膠和注塑是影響點火線圈絕緣強度的關鍵工藝,因此對灌膠和注塑過程品質的檢測是不可或缺的。然而點火線圈產品不大,但內部結構非常復雜,由多種不同材料(如塑料、金屬、樹脂、導線等)和形狀的元件組成,要實現全面檢測難度非常大。目前行業內還沒有任何可以實現直接檢驗評判點火線圈是否合格的方法,只能依靠經驗來改善灌膠工藝控制,無法實現對產品的設計—檢測的閉環品質進行控制。在這種情況下,流出產品具備很大的未知風險。
超聲波檢測屬于無損探傷檢測中的一種,可以在不損害被檢產品的前提下完成對產品缺陷的檢測。本文結合點火線圈結構、生產工藝、檢測現狀等幾個方面的情況及超聲波檢測的特點,提出了一種基于超聲波的點火線圈在線品質檢測方法。通過超聲波實現對點火線圈產品的全面檢測,對行業是非常有意義的。
1 點火線圈組成及生產工藝
1.1 點火線圈組成
點火線圈類似于一種變壓器,其作用是將接收到的汽車蓄電池低電壓通過電磁感應轉換成高電壓,擊穿火花塞間隙產生電火花,并點燃缸內混合氣。目前廣泛應用的點火線圈為頂置閉磁式點火線圈,由初級線圈及骨架、次級線圈及骨架、T型鐵心(主鐵心)、C型鐵心(副鐵心)、殼體、二極管、插接件和抑制電阻等多種部件構成,其內部組成比較復雜。圖1為某型號點火線圈內部結構示意圖。
1.2 點火線圈生產工藝
點火線圈生產過程主要包括來料檢測、外殼注塑、初級次級骨架生產、初級次級繞線、部件組裝、灌封、固化、功能檢測、包裝等,如圖2所示。

圖1 某型號點火線圈內部結構示意圖
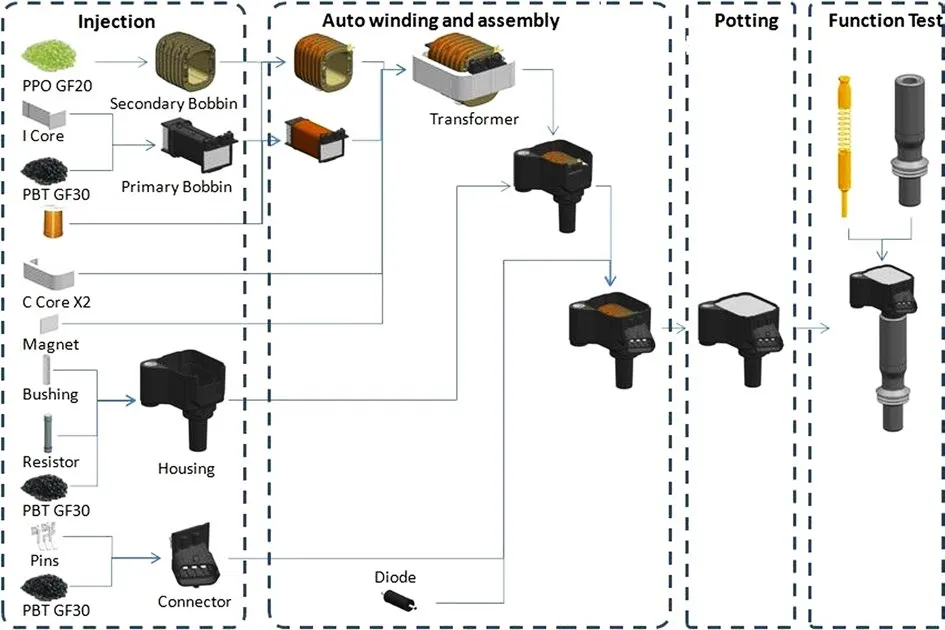
圖2 點火線圈生產工序示意圖
每個部件及工藝過程的品質都直接決定著最終產品的性能、使用壽命等。在行業內生產中,灌膠和注塑件的品質標準是相對模糊的,因此本文重點圍繞灌膠工藝進行闡述。
灌封過程是點火線圈生產中的關鍵工藝[1],采用此工藝主要目的是為了除去繞組間的氣隙,提升絕緣強度,因此灌膠品質直接決定著產品的絕緣強度和耐久性。目前點火線圈灌封工藝通常采用環氧樹脂作為填充絕緣物,可以起到提高絕緣強度、導熱降溫的作用,另外也可以提高線圈的機械強度、防震、緩沖、實現對線圈內部氣隙和部件相對位置的固定。
圖3是目前行業內較為普遍應用的點火線圈灌膠工藝示意圖,但即使采用同樣的流程,由于工藝經驗積累差異,不同廠家的灌封,品質效果也是參差不齊。比較常見的有以下問題:①環氧樹脂和固化劑型號選擇和配方不合理;②聯結件的預處理方式不合理;③環氧樹脂除濕脫氣不充分;④澆灌室時間和真空度設定不合理;⑤環氧樹脂固化不合理。

圖3 灌膠工藝示意圖
2 點火線圈主要失效原因
在實際使用過程中,造成點火線圈失效的原因有很多種,既包括點火線圈本身品質問題,也包括系統控制、線束等問題。本文主要根據點火線圈的工作過程對失效模式及原因進行闡述。
點火線圈本質類似于變壓器,其工作過程可以分為2個階段:充磁階段和放電階段。在充磁階段,初級線圈接通電源,隨著電流的增長形成很強的磁場,并將磁場能儲存于鐵心中;在放電階段,初級線圈電路斷開,初級線圈的磁場迅速衰減,次級線圈就會感應出很高的電壓。點火線圈工作過程如圖4所示。
與工作階段相對應,點火線圈失效模式也可分為初級燒蝕、次級擊穿2種。

圖4 點火線圈工作過程
2.1 初級燒蝕形成原因
點火線圈出現燒蝕現象,通常直接原因是因為點火線圈內部過熱造成,而造成過熱的根本原因常見的有以下幾種:①發動機控制單元故障,導致點火線圈初級長時間充磁,初級電流過大形成過熱燒蝕;②初級線圈內部拋線或混入雜質等導致短路。
2.2 次級擊穿形成原因
目前車用點火線圈絕大多數采用的是槽繞骨架結構,由多種元件組成,點火線圈工作時,在槽與槽之間、槽與搭鐵之間,特別是末槽與搭鐵之間都分布著不同容量的分布電容,使高壓點火線圈形成了一個不均勻的電場。
在此情況下,若點火線圈內部存在氣孔等,由于空氣的介電常數較小,在高的電壓作用下,繞組導線表面的某些薄弱點溫度逐漸升高,從而造成了絕緣層局部炭化和化學腐蝕,久而久之形成全放電,導致線圈局部擊穿,造成短路、損壞部件。
以某型號點火線圈為例,通過對故障件的解剖分析,其擊穿主要是發生在次級線圈與外部鐵心處,如圖5、圖6所示,也證實了擊穿產生主要是由線圈內部存在氣泡或密度低區域絕緣能力降低導致。

圖5 點火線圈擊穿后內部的異常熱點

圖6 故障件解剖后的擊穿部位
通過對點火線圈失效模式和原因分析,可以發現,除了系統控制等其它因素外,點火線圈生產過程中引入的雜質、氣泡、密度不均等是造成點火線圈失效的主要因素,這也與點火線圈售后失效模式統計情況基本一致,點火線圈燒蝕或擊穿是主要故障情況。
3 當前行業內檢測現狀
目前行業內各生產廠家基本已具備對點火線圈產品基礎電氣特性的在線檢測,如初級、次級電阻、點火電壓、點火能量等測試,但是對灌封后產品的整體絕緣、耐高電壓能力顯得有些有心無力,可以認為是點火線圈的檢測盲區。當前對于點火線圈絕緣強度的檢測尤其是灌封效果的檢測通常有3種方式。
第1種是采取抽檢打磨檢測的方式,通過每批次抽取一個樣件來慢慢打磨觀察有無氣孔存在。此方式由于檢測耗時長、效率低,而且抽樣樣本不足,并不能體現產品的真實品質水平。
第2種是做點火測試。有的廠家以此來實現缺陷產品識別。這種點火測試看似有效,實際上檢出能力依然不足,市場上有很多通過了下線點火檢測但依然很快失效的案例,這種方式顯然不能用來說明產品品質達到何種水平。
第3種是通過X光及對線圈內部結構進行檢測。由于線圈內部材料種類多樣性以及X光本身測試原理等因素,只能實現對金屬件部分的檢測,對樹脂或注塑部分不能識別。X光下的點火線圈成像圖如圖7所示。
綜上所述,點火線圈內部構成非常復雜,包含有樹脂、金屬件等不同材料和形狀的部件,要實現對點火線圈產品品質的整體檢測是非常困難的,目前行業內還沒有可應用于生產線在線檢測的有效手段。

圖7 X光下的點火線圈成像圖
4 超聲波檢測基本原理
超聲波檢測主要是利用超聲波在物體中傳播時受物體材料與結構等因素的影響會產生一定變化的原理來對物體缺陷(如裂紋、氣孔、疏松、夾雜等)進行檢測,屬于無損探傷的一種[2]。
常用的超聲波檢測方法有多普勒效應法、透射法、反射法等。其中反射法利用的是超聲波的反射特性,應用最為廣泛,即超聲波在由一種介質傳播至另一種介質的過程中,在兩介質的交界面處會產生反射,且介質間差別越大,反射程度也會越大。基于這種原理,在對物體缺陷進行檢測時,可以先對物體發射超聲波,然后對反射回來的超聲波進行接收,通過對比所發射的與接收到的超聲波的異同即可判定物體的內部結構是否含有缺陷、處于什么位置等。超聲檢測設備工作示意圖如圖8所示,圖9為脈沖反射法檢測原理示意圖。
本文即是在反射法的基礎上進行衍生處理來實現對點火線圈的檢測。

圖8 超聲檢測設備工作示意圖
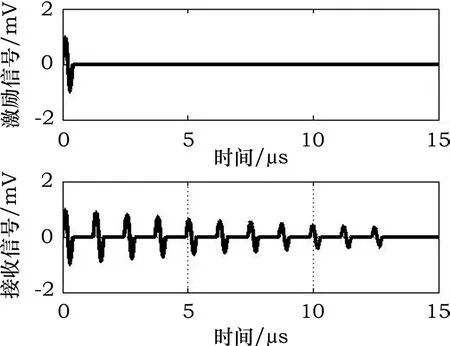
圖9 脈沖反射法檢測原理示意圖
5 超聲波在點火線圈上的應用
5.1 檢測依據
每個剛性物體在空間獨立的各個自由度上都是有共振頻率的,即使是同一產品的不同樣件個體的密度和形狀有微小差異,也會在共振頻率以及幅度上體現出區別來。頻率越高,區別就越大;帶寬越大,可以分辨的差異就越精細。
本文所述的技術方案就是基于剛性體固有的本征共振頻率,利用大功率、高頻、超聲檢測平臺,從點火線圈產品的一個自由度的各頻率共振特性進行整體掃頻檢測(圖10),實現對產品品質水平的區分。

圖10 超聲波共振掃頻圖
5.2 方案驗證
如前文所述,點火線圈在生產過程中可能會存在氣孔等影響絕緣強度的缺陷因素。由于這些引起擊穿失效的氣孔通常非常小,在試驗時以某型號點火線圈的正常生產件、售后故障件(擊穿)及特質樣件(灌封時未采取抽真空處理)作為檢測對象,采用整體共振的方式進行測試,考察超聲波探測對故障件的識別能力。
5.3 數據分析
以下是通過對3種狀態樣件同一個自由度上掃頻測試得到的數據,如圖11所示,其中橫坐標為頻率,縱坐標為振幅。

圖11 正常生產件、故障件、特質樣件測試結果對比
一般來說,物體的剛性越好,含有的氣泡越少,共振頻率就越高,通過測試數據可以比較明顯看出3種樣件在共振特性上的差異。與正常產品相比,故障件和特制件在共振頻率及振幅上都有明顯降低,這表明:這2個樣品的致密性存在變化。此驗證試驗也充分說明,通過超聲波實現對點火線圈缺陷件產品的識別在理論和技術上是可以實現。
5.4 檢測方案應用最大化工作方向
點火線圈的生產過程本身是一個多部件、多工序的復雜過程,任何過程的變動都會引起產品整體品質水平的波動。為了使檢測方案效益最大化,需要在充分協調生產工藝、品質及檢測標準的情況下,對檢測模型進行優化完善。
5.4.1 生產工藝和品質控制
為確保檢測的準確性,檢測方案需要和生產工藝和品質控制方案綜合起來使用。在生產裝配過程中,需要建立嚴格的工藝控制流程,保證產品生產的穩定性和一致性。
5.4.2 缺陷件數據矩陣構建
為了保證合格的點火線圈在檢測設備上檢測時被接受,有缺陷的點火線圈被拒絕,需要準確地知道有缺陷的點火線圈在測試時的現象,才可以對檢測標準進行準確設定。
為了達到這一目標,必須對同一生產線在不同批次、不同班組、不同原材料進入等條件下的產品做產品特性大數據收集,通過對不同測試數據反映的情況進行分析整理,可以基本確定合格件與缺陷件的數據特征,從而建立缺陷件數據矩陣,形成一套完整的檢測系統。
缺陷件矩陣是一個動態過程,需要在后續生產中不斷地采集各種缺陷,對數據庫進行實時更新,這樣也可以不斷地對產品品質改善起到指導作用。
6 結論
1)利用本文所述的超聲波檢測方案實現對點火線圈產品品質的檢測,可以解決行業內對點火線圈灌膠工藝檢測的難題。
2)結合大數據使用,可以使超聲波檢測在點火線圈生產上的應用更準確、更有效。
[1] 王槐祥.點火線圈的真空樹脂澆灌技術分析[J].汽車電器, 2013(8): 30-36.
[2] 苑軼,王強,范科博,等.利用超聲波在線檢測液態金屬潔凈度的模擬研究[J].中國科技論文在線,2008,3(11):825-828.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52