面向離散制造車間的多Agent動態調度方法研究
2018-07-04 05:58:08許超唐敦兵張濤黃騰霄
機械制造與自動化 2018年3期
許超,唐敦兵,張濤,黃騰霄
(南京航空航天大學 機電學院,江蘇 南京 210016)
0 引言
隨著經濟的發展和市場環境的變化,過去的單品種、大批量的生產模式已經不能滿足顧客個性化的需求,所以基于顧客個人定制的多品種、小批量的生產組織模式開始出現,并漸漸得到了人們的青睞。生產模式逐漸地由原來的“產品導向性”朝著“顧客導向性”的方向發展。車間作為制造系統的基本單元,車間調度影響著整個系統的性能。良好的調度協調機制能夠有效地提升企業的生產效率,降低成本,提高企業競爭力,所以車間調度問題一直是制造系統中研究的重點。相比于流程制造業,離散制造業產品工藝流程差距大,工序離散,車間現場單據多、數據復雜,不易掌控,這些問題對離散制造業的車間調度方法提出了更高的要求[1-3]。
傳統的生產調度方法大多是靜態調度,但這種調度方法已經不太適合離散制造車間,因為靜態調度方法在調度過程中都會做如下假設:
1) 被調度的工件集合是確定的,不會考慮生產過程中緊急訂單的插入問題;
2) 工件的加工時間是確定的,并且在安排計劃時全部工件都已經到達,但實際生產過程中,工件的加工過程無法做到如此精確;
3) 加工機床是連續可用的,忽略了生產過程中常常會出現的機床故障情況。
即靜態調度方法需要生產系統有很高的穩定性,但是在實際生產過程中,上述的假設不符合離散車間隨機多變的實際現場情況,這些不確定性、動態性組合在一起,使實際的車間調度變得十分困難[4-5]。
多Agent系統作為人工智能領域的重要研究成果,它可以按照協議進行通信合作,處理復雜問題,將其與現代制造系統相結合,能夠適應車間動態的生產環境和離散制造業復雜的調度系統。本文在多Agent系統的基礎上,建立了制造車間的Agent模型,并開發了一套動態調度方法,用來解決動態環境下車間的調度問題。
1 離散車間的多Agent模型
1.1 Agent與多Agent系統
Agent指的是一種在分布式系統具有一定知識、思維和目標,并且可以感受和改變外部環境,并且能夠彼此協調的物理或邏輯實體。Agent通常具有自主性、協作性和智能性等特點。多個可計算的Agent 構成了多Agent系統,并且多Agent系統是由多個Agent構成的松散的網絡系統[6-8]。該系統可以協調各個自治的Agent ,通過遵守某些制定的協議連接起來,通過競爭、協作而表現出智能化的行為,來共同完成一個任務[9-10]。Agent可以根據外部環境的變化,自主地協調它們的控制策略,對產品的變更、設備的故障做出智能化的反應,利用Agent技術建立的制造系統模型是一個典型的多Agent系統。
1.2 車間的建模
根據車間層設備的特點以及它們的結構和功能,建立了相應的Agent模型,分別為AGV Agent,機床Agent,倉庫Agent,每個Agent包含以下幾個部分:
1) 推理機:進行決策和推導。
2) 感知模塊:Agent感受外部信息的接收通道。
3) 通訊模塊:完成與其他Agent的通訊。
4) 知識庫/數據庫:記錄Agent中的推理規則以及存儲的數據。
5) 執行模塊:對外部環境的響應。
由機床 Agent,AGV Agent,倉庫Agent構成的車間多Agent系統如圖1所示。

圖1 離散制造車間多Agent系統
圖1中車間環境代表工件、物料等物理實體,Agent通過通訊模塊連接到同一個通訊網絡上,實現與其他Agent的信息交互,Agent作為一個智能體通過感知模塊從車間環境中感知信息,并通過執行模塊作用于車間環境。
2 多Agent系統的動態調度機制
2.1 通訊消息
制造車間Agent之間呈現松散耦合狀態,它們是通過相互通訊協作來共同完成加工任務的,這就需要制定一套可以協調各個Agent的協調機制來處理這些問題。
Agent間的通訊以消息作為載體。消息的類型分為詢問消息、應答消息和匯報消息。詢問消息是由一個Agent主動地向其他Agent發出,Agent接收到詢問消息后向詢問消息的發送方Agent反饋的消息為應答消息,匯報消息則是一個Agent主動地將自己的狀態信息向另一個Agent發送。詢問消息與應答消息總是成對出現,而匯報消息則是單獨出現。
2.2 動態調度機制分析
本文提出的動態調度機制建立在Agent間實時交互的基礎上,并且每個調度指令的制定都會以車間實時運行狀態為依據。一旦車間產生擾動事件,Agent便會根據車間當前狀態采取處理機制,保證車間連續平穩運行。
在制造車間中,工件加工過程的推進是以AGV的轉移運輸為基礎的,所以在系統中,基于每一道工序設定了最小加工環節,每個最小加工環節含包含3個部分:
1) AGV選擇一個運輸任務,前往A取工件;
2) AGV分配加工任務,把工件從A運輸到B;
3) 工件到達B后進行加工或入庫操作;
其中A、B代表的是機床或倉庫,車間的整個加工過程有許多個這樣的最小加工環節組成。
在每個最小加工環節內,Agent間的相互協調過程如圖2所示。
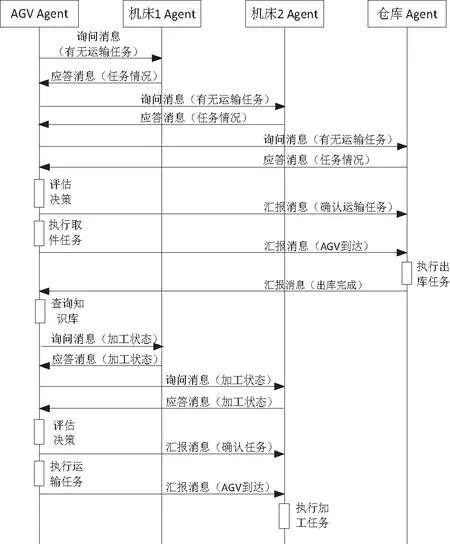
圖2 車間多Agent調度機制
首先,AGV Agent向所有的機床Agent和倉庫Agent發送詢問消息,詢問是否有運輸任務,若機床有加工完成等待運輸的工件或倉庫有待出庫的工件,則向AGV Agent反饋相應的應答消息。AGV Agent接收到這些應答消息后選擇一個工件優先級最高的工件的任務來執行,即AGV Agent到相應的地點取工件。待AGV取件完成后,AGV Agent查詢自己的知識庫得出有能力加工此工件下一道工序的所有機床,并向其發送詢問信息請求加工。相關的機床Agent接收到此詢問信息后將自身的狀態(當前加工剩余時間)向AGV Agent發送,AGV Agent接收到這些應答消息后再根據式(1)、式(2)選擇出一個機床加工這一道工序,假設集合M代表能夠加工這道工序的機床的集合M={M1,M2…MJ};
Ti=max{t(A,Mi),Δt(Mi)|MiM}
(1)
Tmin=min(Ti)
(2)
式中:t(A,Mi)表示AGV從當前位置運行到機床Mi位置需要的時間,Δt(Mi)表示機床Mi當前加工任務的剩余時間。按照上述公式選出Tmin對應的機床后,AGV運送工件到這個機床進行加工,經過以上的環節,這個多Agent系統完成了一個加工最小環節,這個環節周而往復的執行直到所有的加工任務完成。
當系統出現擾動情況時,此調度策略可以協調Agent來自主解決。若生產車間的機床2出現故障,機床2會立即向所有的AGV Agent發送一個匯報消息,報告機床故障信息,AGV Agent接收到此條匯報信息后會立即更新自己的知識庫,當AGV Agent再次分配加工任務并查詢自己的知識庫時發現機床2故障,AGV Agent便不會向機床2分配任務。
3 系統設計與驗證
3.1 系統設計
為了驗證上述調度方法的可行性,設計了一個模擬車間實驗臺系統。該實驗臺主要包含4個部分:AGV Agent,機床Agent,倉庫Agent以及上位機服務器,實驗臺采用ARM作為各Agent主要的控制器,WIFI作為Agent間的通訊鏈路。實驗臺采用RFID標簽來標識零件,實現車間設備對工件的自動識別,同時利用RFID的存儲能力將加工信息存儲在RFID標簽中,實現了加工過程中信息流與物料流的集成。實驗臺的架構如圖3所示。

圖3 實驗臺系統架構圖
1) AGV Agent
工件和物料在各個機床和倉庫之間的轉移由AGV來完成。AGV上集成了WiFi芯片來實現與本系統中其他的設備進行通訊,實現了物物互聯。AGV采用2個直流電機的差速驅動方式,通過光電導引來保證其行駛在規定的路線上。
2) 倉庫Agent
倉庫Agent的主要目的是接受上位機下達訂單,對工件RFID 標簽的初始化以及工件的出庫入庫操作。上位機下達的訂單信息被倉儲單元接受保存下來,當工件出庫時,通過三自由度機械手將工件搬運到AGV上,并把訂單信息通過RFID終端寫入到工件的RFID標簽中。此RFID標簽便是后續生產現場過程中的唯一依據,摒棄了傳統的工藝卡片,現場無紙化生產。
3) 機床 Agent
機床Agent對AGV運送來的工件進行模擬加工,它由主控制器、三自由度機械手、7″LCD觸摸屏、RFID讀寫終端構成。機床通過機械手搬運工件,RFID讀寫終端讀取工件標簽中的數據獲取工件信息和加工參數,將這些信息發送給機床,機床依據這些信息指導工件的加工。
4) 上位機服務器
上位機服務器由Visual Studio和SQL Server數據庫編寫完成。由于底層的多Agent調度協議取代了傳統的上位機服務器的調度功能,所以上位機的功能得到了簡化,目前上位機的主要任務是向車間層投放訂單信息,同時對車間層的運行狀況與加工進度進行實時的監控。設計完成的模擬車間實驗平臺如圖4所示。

圖4 實驗平臺的布局
3.2 通信協議
在通信鏈路建立的基礎上,開發了一套面向本實驗平臺的通信協議來實現Agent間的交流協作,通信協議的消息格式如表1所示。

表1 通信協議的消息格式表
系統中每個Agent都分配一個字節長度為1的地址,用來標識不同的Agent,每個消息都包含了消息接收方的地址和消息發送方的地址,其中協議的主要部分如表2所示。
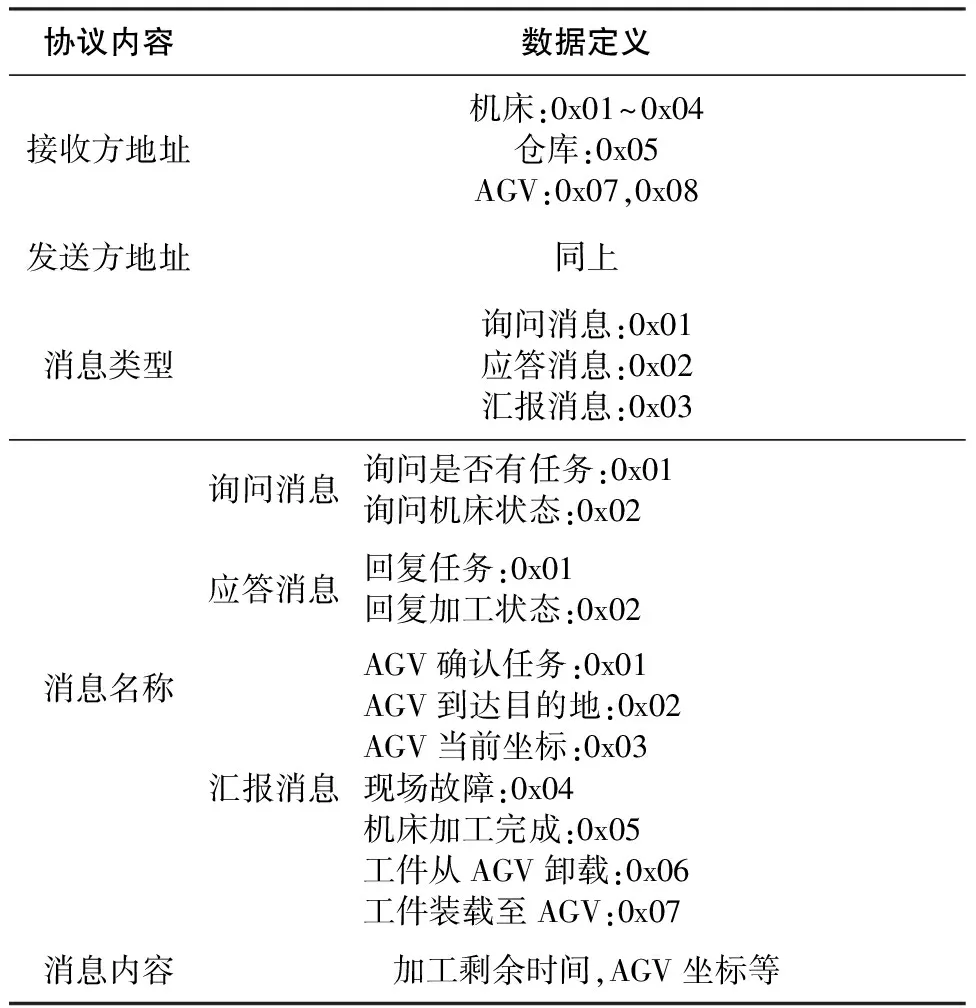
表2 通信協議詳細定義
3.3 實驗驗證
為了驗證提出的調度方法的可行性,在搭建的實驗平臺上模擬生產車間對多品種小批量工件的加工過程。實驗的初始條件設定如下:1) 有4臺機床(機床1、機床2、機床3、機床4),其中機床1和機床2可以進行車削和銑削加工工藝,機床3和機床4可以進行鉆削與磨削加工;2) 有2臺AGV(AGV1、AGV2),且AGV的知識庫中有4臺機床的加工能力信息;3) 一個自動立體倉庫; 4)有A、B、C 3個工件需要加工,3個工件的工序信息如表3所示。
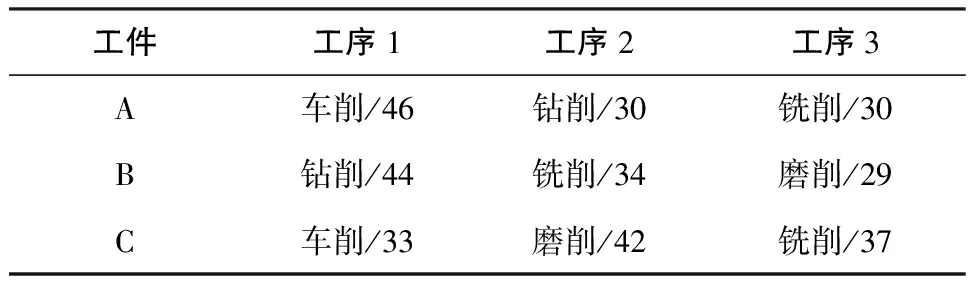
表3 加工訂單工序表 s
實驗通過上位機服務器向車間層下放這3個訂單,同時在加工過程中t時刻觸發機床2故障,來驗證此系統的抗擾動能力。當這3個工件加工完成入庫后整個加工過程結束,同時得出系統運行的甘特圖。

圖5 系統甘特圖
圖5為系統運行的甘特圖,在t時刻之前,系統所有設備運行正常,工件有序地在相應機床上進行加工。在t時刻通過機床上的按鍵來觸發機床故障這一擾動,實驗結果表明在故障發生后,機床與AGV可以自主協調,智能地將故障機床的加工任務分配到有相同加工能力的正常機床上,有效地降低了機床故障對生產系統的影響,避免了車間的癱瘓,保證了生產過程的連續性。
4 結語
在多Agent系統的基礎上,結合制造系統,提出了一個面向離散制造業車間的多Agent動態調度方法。在完成車間建模的基礎上,還開發了一套車間多Agent調度協議。為了驗證這個方法的可行性,設計了一個模擬車間實驗臺,經驗證表明此方法可以有效地解決車間的調度問題,同時對車間環境下隨機出現的擾動因素也可以有效地自主處理,使制造系統呈現出智能性、自主性和協作性等特點。
[1] 陳偉興,李少波,黃海松. 離散型制造物聯過程數據主動感知及管理模型[J]. 計算機集成制造系統, 2016(1):166-176.
[2] 賀長鵬,鄭宇,王麗亞,等. 面向離散制造過程的RFID應用研究綜述[J]. 計算機集成制造系統, 2014(5):1160-1170.
[3] 邵佳楠,耿也. 中小型離散制造企業車間生產調度模式的設計[J]. 組合機床與自動化加工技術,2011(3):105-107.
[4] Frazzon E M, Hartmann J,and Makuschewitz T et al. Towards socio-cyber-physical systems in production networks[J]. Procedia Cirp, 2013,7(5): 49-54.
[5] 錢曉龍,唐立新,劉文新. 動態調度的研究方法綜述[J]. 控制與決策,2001(2):141-145.
[6] 劉晉飛,陳明,姚遠,等. 基于多Agent的產品模塊化協同設計策略[J]. 計算機集成制造系統,2011(3):560-570.
[7] LIRui, WANG Hangyu. Research on the multiplatform cooperative guidance tasks allocation based on contract net protocol[J]. Affective Computing and Intelligent Interaction Advances in Intelligent and Soft Computing,2012, 137:561-569.
[8] RAJIF, LADANIBT. Anonymity and security for autonomous mobile agents[J]. IET Information Security,2010,4(4) : 397-410.
[9] 郭紅康,趙軍. 基于多Agent的面向訂單的離散制造系統建模與仿真研究[J]. 智能系統學報,2016(2):233-240.
[10] 王魯,王志良,楊溢. 一種多agent系統框架與協商機制研究[J]. 計算機應用研究,2012(3):852-855.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
中華手工(2017年2期)2017-06-06 23:00:31
中外會展(2014年4期)2014-11-27 07:46:46
建筑創作(2001年3期)2001-08-22 18:48:14
祝您健康(1987年3期)1987-12-30 09:52:32
