2017款凱迪拉克CT63.0T發動機正時校對方法
2018-07-07 07:43:50浙江郭耀錢
汽車維修技師 2018年2期
浙江/郭耀錢
一、左正時鏈條導板的安裝
左正時鏈條導板的安裝如圖1所示。

┃ 圖1 左正時鏈條導板的安裝位置
二、左正時鏈條的安裝
左正時鏈條的安裝如圖2所示。
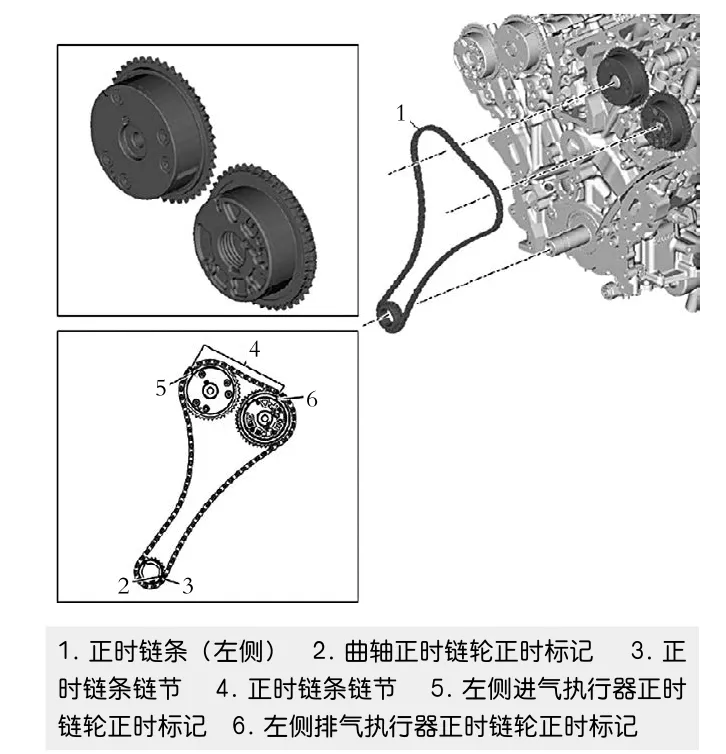
┃ 圖2 左正時鏈條安裝
校對程序:
(1)將曲軸鏈輪預裝配到左正時鏈條(如圖2中1所示)。
(2)固定正時鏈條的同時,將曲軸鏈輪安裝到曲軸上。
(3)將正時鏈條引導至導板,不要擱置在塑料側肋條上。
(4)在凸輪軸的六角形鑄件上使用開口扳手,以轉動凸輪軸,這將輔助正時標記的對準。
(5)凸輪軸執行器鏈輪區域可能有多個標志。找到執行器體表面上的L。正確的正時標記可以是豎直位于鏈輪齒內側并與L標志符(如圖2中5 或 6所示)對齊的圓形或三角形。
(6)將左側L排氣凸輪軸位置執行器鏈輪的圓形或三角形定位標記(如圖2中6所示)對準凸輪軸傳動鏈條正時鏈節。
(7)將左側L進氣凸輪軸位置執行器鏈輪的圓形或三角形定位標記(如圖2中5所示)對準凸輪軸傳動鏈條正時鏈節。
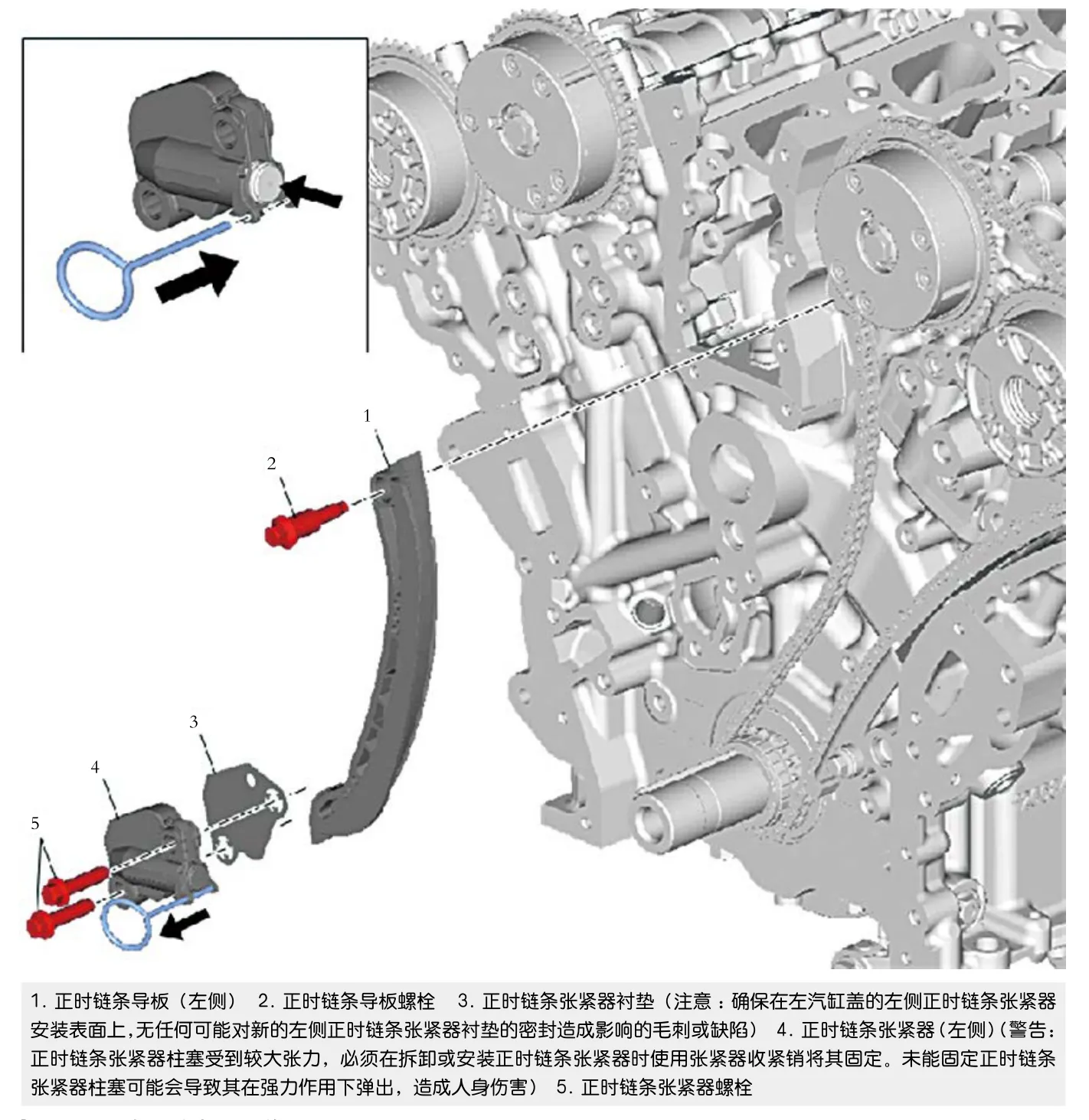
┃ 圖3 導板和張緊器安裝
三、 左側正時鏈條導板和正時鏈條張緊器的安裝
左側正時鏈條導板和正時鏈條張緊器的安裝如圖3所示。
1.左側正時鏈條張緊器的安裝程序
(1) 用拇指重置正時鏈條張緊器柱塞,并用EN-52234或 1/8" 鉆頭將其固定。
(2) 將柱塞壓進張緊器體,把EN-52234或 1/8" 鉆頭插入右正時鏈條張緊器體側面的檢修孔中,使右正時鏈條張緊器鎖止。
(3) 緩慢釋放右側正時鏈條張緊器上的壓力。右側正時鏈條張緊器應保持壓縮狀態。
專用工具:EN-52234正時鏈條張緊器固定銷。
2.正時鏈條張緊器螺栓安裝程序
(1)將鏈條張緊器安放到位,并將螺栓松弛地安裝到汽缸體上。
(2)緊固正時鏈條張緊器螺栓。
(3)在釋放傳動鏈條張緊器之前,確認正時標記處于正確位置。
(4)通過拔出合適的工具,松開正時鏈條張緊器柱塞。
(5)通過參見正時鏈條定位圖第一階段,確認左側正時鏈條的正時標記是否對準。
四、機油泵正時鏈條部件的安裝
(一)機油泵正時鏈條的安裝
機油泵正時鏈條的安裝如圖4所示。
1.機油泵正時鏈條安裝程序
(1)使用鏈輪和正時鏈條上的正時標記,預裝配曲軸鏈輪、機油泵鏈輪和正時鏈條。
(2)正時鏈條正時標記應對準正時鏈條正時鏈節。
(3)正時鏈條正時標記應對準正時鏈條正時鏈節。
(4)首先將預裝配的總成安裝到曲軸上,同時固定兩個鏈輪的正時鏈條。
(5)將機油泵鏈輪安裝到機油泵上,確認與 D 平面接合。
(6)安裝機油泵鏈輪螺栓。
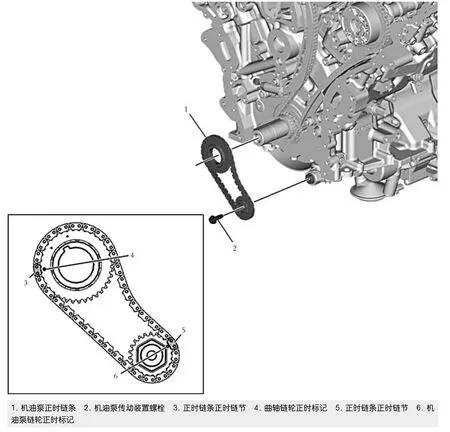
┃ 圖4 機油泵正時鏈條安裝
2.機油泵傳動裝置螺栓
按順序緊固:
第一遍:15N·m。
最后一遍:110 °。
(二)機油泵正時鏈條張緊器的安裝
機油泵正時鏈條張緊器的安裝如圖5所示。
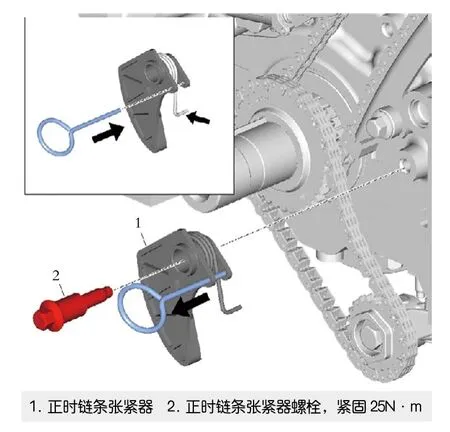
┃ 圖5 機油泵正時鏈條張緊器安裝
1.正時鏈條張緊器安裝程序
用手折疊機油泵正時張緊器并安裝EN-52234或1/8" 鉆頭將其固定到位。
專用工具:EN-52234正時鏈條張緊器固定銷。
2.正時鏈條張緊器螺栓程序
(1)將鏈條張緊器安放到位,并將螺栓松弛地安裝到汽缸體上。
(2)緊固正時鏈條張緊器螺栓。
(3)在釋放傳動鏈條張緊器之前,確認正時標記處于正確位置。
(4)通過拔出合適的工具,松開傳動鏈條張緊器。
五、右正時鏈條導板和鏈條部件的安裝
(一)右正時鏈條導板的安裝
右正時鏈條導板的安裝如圖6所示。
(二)右正時鏈條的安裝
右正時鏈條的安裝如圖7所示。
右側正時鏈條安裝程序:
(1)將曲軸鏈輪預裝配到右正時鏈條。
(2)固定正時鏈條的同時,將曲軸鏈輪安裝到曲軸上。
(3)將正時鏈條引導至導板,不要擱置在塑料側肋條上。
(4)在凸輪軸的六角形鑄件上使用開口扳手,以轉動凸輪軸,這將輔助正時標記的對準。
(5)凸輪軸執行器鏈輪區域可能有多個標志。找到執行器體表面上的R。正確的正時標記可以是豎直位于鏈輪齒內側并與R標識符(圖7中5或 6)對齊的圓形或三角形。
(6)將右側R排氣凸輪軸位置執行器鏈輪的圓形或三角形定位標記(見圖7中6)對準凸輪軸傳動鏈條正時鏈節。
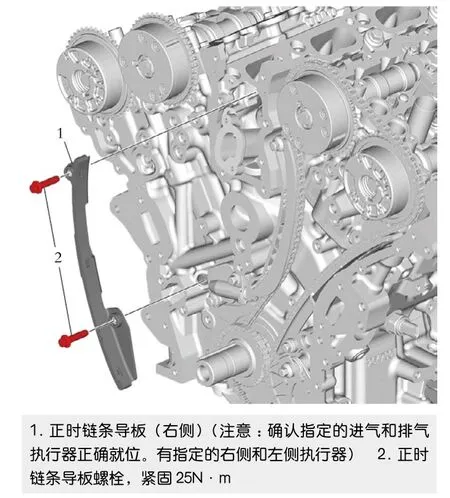
┃ 圖6 右正時鏈條導板安裝
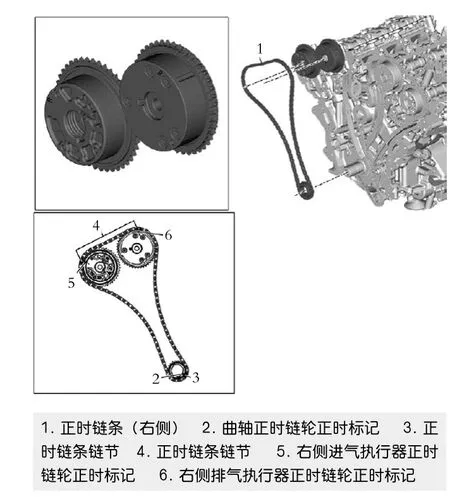
┃ 圖7 右正時鏈條安裝
將右側R進氣凸輪軸位置執行器鏈輪的圓形或三角形定位標記(見圖7中5)對準凸輪軸傳動鏈條正時鏈節。
(三)右側正時鏈條導板和正時鏈條張緊器的安裝
右側正時鏈條導板和正時鏈條張緊器的安裝如圖8所示。
1.右側正時鏈條張緊器安裝程序
(1)用拇指重置正時鏈條張緊器柱塞,并用EN-52234或 1/8" 鉆頭將其固定。
(2)將柱塞壓進張緊器體,把EN-52234或 1/8" 鉆頭插入右正時鏈條張緊器體側面的檢修孔中,使右正時鏈條張緊器鎖止。
(3)緩慢釋放右側正時鏈條張緊器上的壓力。右側正時鏈條張緊器應保持壓縮狀態。
專用工具:EN-52234正時鏈條張緊器固定銷
2.正時鏈條張緊器螺栓安裝程序
(1)將鏈條張緊器安放到位,并將螺栓松弛地安裝到汽缸體上。
(2)緊固正時鏈條張緊器螺栓。
(3)在釋放傳動鏈條張緊器之前,確認正時標記處于正確位置。
(4)通過拔出合適的工具,松開正時鏈條張緊器柱塞。
(5)通過參見正時鏈條定位圖第二階段,確認左側正時鏈條的正時標記是否對準。
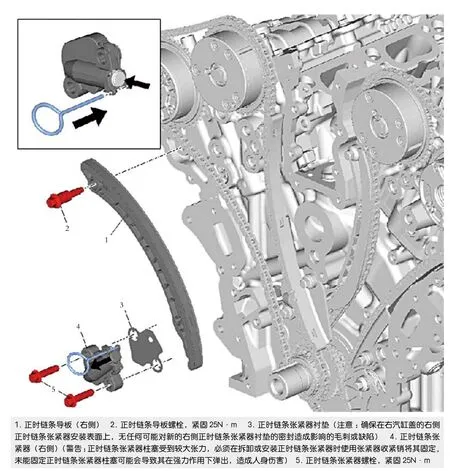
┃ 圖8 導板和張緊器安裝
