TC4薄腹高筋構(gòu)件等溫塑性成形研究
2018-07-07 02:02:40賈曉飛王文寧崔巖旭李彥忠朱錫川
航天制造技術(shù) 2018年3期
關(guān)鍵詞:工藝
劉 飛 賈曉飛 王文寧 崔巖旭 李彥忠 朱錫川
?
TC4薄腹高筋構(gòu)件等溫塑性成形研究
劉 飛1賈曉飛2王文寧1崔巖旭1李彥忠1朱錫川1
(1.首都航天機(jī)械有限公司,北京 100076;2.天津航天長征火箭制造有限公司,天津 300462)
以TC4鈦合金薄腹高筋構(gòu)件零件為研究對(duì)象,通過對(duì)材料成形特性以及零件結(jié)構(gòu)的分析,研究了鍛件的成形方式及金屬流動(dòng)的特點(diǎn),基于DEFORM-3D軟件對(duì)鍛件等溫成形過程進(jìn)行了數(shù)值模擬,并根據(jù)模擬結(jié)果進(jìn)行了工藝優(yōu)化,制定了最終的等溫成形工藝方案,最后進(jìn)行了等溫鍛造試驗(yàn)。研究結(jié)果表明:通過數(shù)值模擬及優(yōu)化后的成形工藝方案可以成形出符合形狀尺寸及性能要求的鈦合金鍛件。
TC4;等溫成形;數(shù)值模擬;工藝優(yōu)化

1 引言
TC4鈦合金是一種中等強(qiáng)度的α-β型兩相鈦合金,具有優(yōu)越的比強(qiáng)度、塑性和韌性,是要求結(jié)構(gòu)輕質(zhì)、服役條件惡劣的航空航天重要件及關(guān)鍵件的首選材料。近年來,為實(shí)現(xiàn)航天型號(hào)產(chǎn)品結(jié)構(gòu)輕質(zhì)化、功能一體化,鈦合金在航天器上的應(yīng)用也越發(fā)廣泛[1]。目前航天產(chǎn)品上使用的鈦合金零件均采用自由鍛造加機(jī)械加工的方式生產(chǎn),制造周期長,生產(chǎn)效率低,為實(shí)現(xiàn)快速高效制造,需要開發(fā)方便快捷的成形工藝技術(shù)。
等溫塑性成形技術(shù)是針對(duì)于難變形材料開發(fā)的技術(shù)方法。在等溫鍛造成形中,成形模具與坯料的溫度基本相同,可以有效地避免常規(guī)模鍛工藝中的冷模效應(yīng),降低成形過程中金屬坯料的變形抗力,提高金屬在模膛中的流動(dòng)性,利于高筋、薄壁鍛件的整體成形,所成形的零件達(dá)到或接近成品零件的形狀和尺寸,特別適合于批量化生產(chǎn),在保證產(chǎn)品質(zhì)量的一致性和穩(wěn)定性方面具有非常大的優(yōu)勢(shì)[2,3]。針對(duì)TC4鈦合金薄腹高筋構(gòu)件零件產(chǎn)品,為提高生產(chǎn)效率,保證產(chǎn)品質(zhì)量,采用新的成形方法,并通過數(shù)值模擬的方式對(duì)鈦合金支架的成形工藝過程進(jìn)行模擬分析,制定合適的成形工藝方案[4]。
2 成形工藝及方案制定
前期鈦合金零件均采用自由鍛造加機(jī)械加工的方式生產(chǎn),根據(jù)零件圖輪廓尺寸添加工藝余量后制定鍛件圖,并按照鍛件圖將鈦合金棒料鍛造成形出符合尺寸要求的鍛件,自由鍛造過程中溫度范圍850~970℃,溫度區(qū)間很窄,要求在很短的時(shí)間內(nèi)鍛造成形,對(duì)鍛造的溫度較難把控,且后期切削加工過程周期漫長,不適應(yīng)當(dāng)前型號(hào)研制需求,急需開展相關(guān)工藝創(chuàng)新研究。
為此,采用等溫鍛造成形工藝并通過數(shù)值模擬的方式對(duì)鈦合金鍛件的成形工藝過程進(jìn)行模擬分析,制定合適的成形工藝方案,以保障生產(chǎn)過程中對(duì)鍛造溫度的控制,并減少機(jī)加工量,使成形鍛件更接近零件外形尺寸,提高生產(chǎn)周期,為實(shí)際生產(chǎn)提供技術(shù)保障。
3 數(shù)值模擬
3.1 鍛造過程的有限元建模
鈦合金TC4,選用Deform3D軟件材料庫中的Ti-6Al-4V材料模型,模擬時(shí)做如下假設(shè):鍛件左右對(duì)稱,故為增加模擬效率,設(shè)立對(duì)稱面,取一半模型進(jìn)行有限元模擬[5,6];模擬溫度:坯料900℃恒溫,沒有傳熱;摩擦條件:采用剪切摩擦模型,摩擦系數(shù)取0.40;鍛造速度:上模為動(dòng)模,運(yùn)動(dòng)速度設(shè)置為恒定值0.1mm/s;圓棒規(guī)格:100mm×150mm。
3.2 數(shù)值模擬過程及分析
圖1為采用長150mm,直徑100mm的TC4圓棒料直接模鍛示意圖。鍛造出的鍛件如圖1b所示,鍛件充型完整,合模時(shí)材料不會(huì)流至分模面影響模具打靠。其鍛造結(jié)束時(shí)刻等效應(yīng)力應(yīng)變分布圖如圖2所示,從等效應(yīng)力圖中可看出,鍛造中等效應(yīng)力最大的位置出現(xiàn)在模具的橋口部位,最大應(yīng)力約150MPa。

圖1 150mm 棒料模鍛
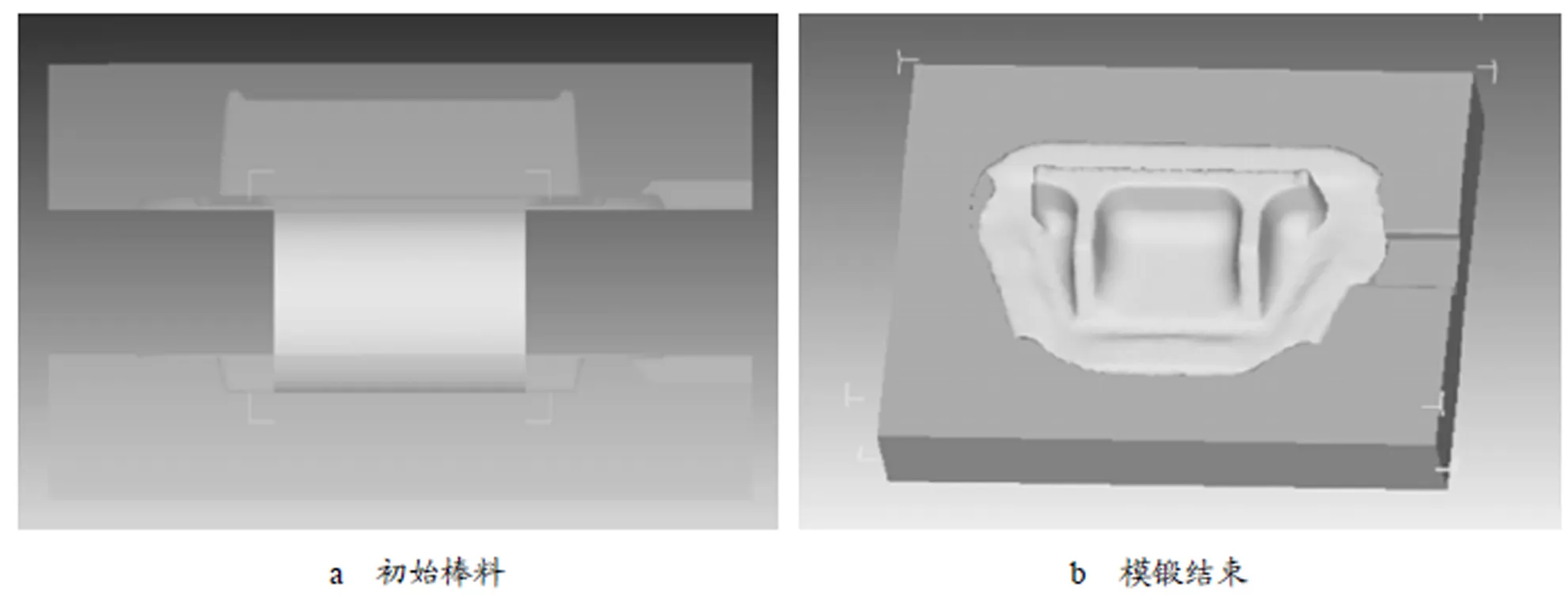
圖2 圓棒料直接模鍛結(jié)束時(shí)刻應(yīng)力應(yīng)變分布
由圖3可看出,鍛造初始階段,金屬向下流動(dòng)鍛出一平面如圖3a所示,但之后在模具對(duì)毛坯的垂直于鍛造方向的分力的作用下,坯料向后發(fā)生剛性滑動(dòng),因此在圖3b中,金屬流動(dòng)方向均在指向模具后方向上有較大分量,在坯料碰到模具后壁時(shí),停止剛性滑動(dòng),進(jìn)入后續(xù)的變形過程。因此,充填于鍛件后部飛邊部位的金屬遠(yuǎn)多于前部飛邊。此外,鍛造過程中未出現(xiàn)折疊等嚴(yán)重鍛造缺陷。
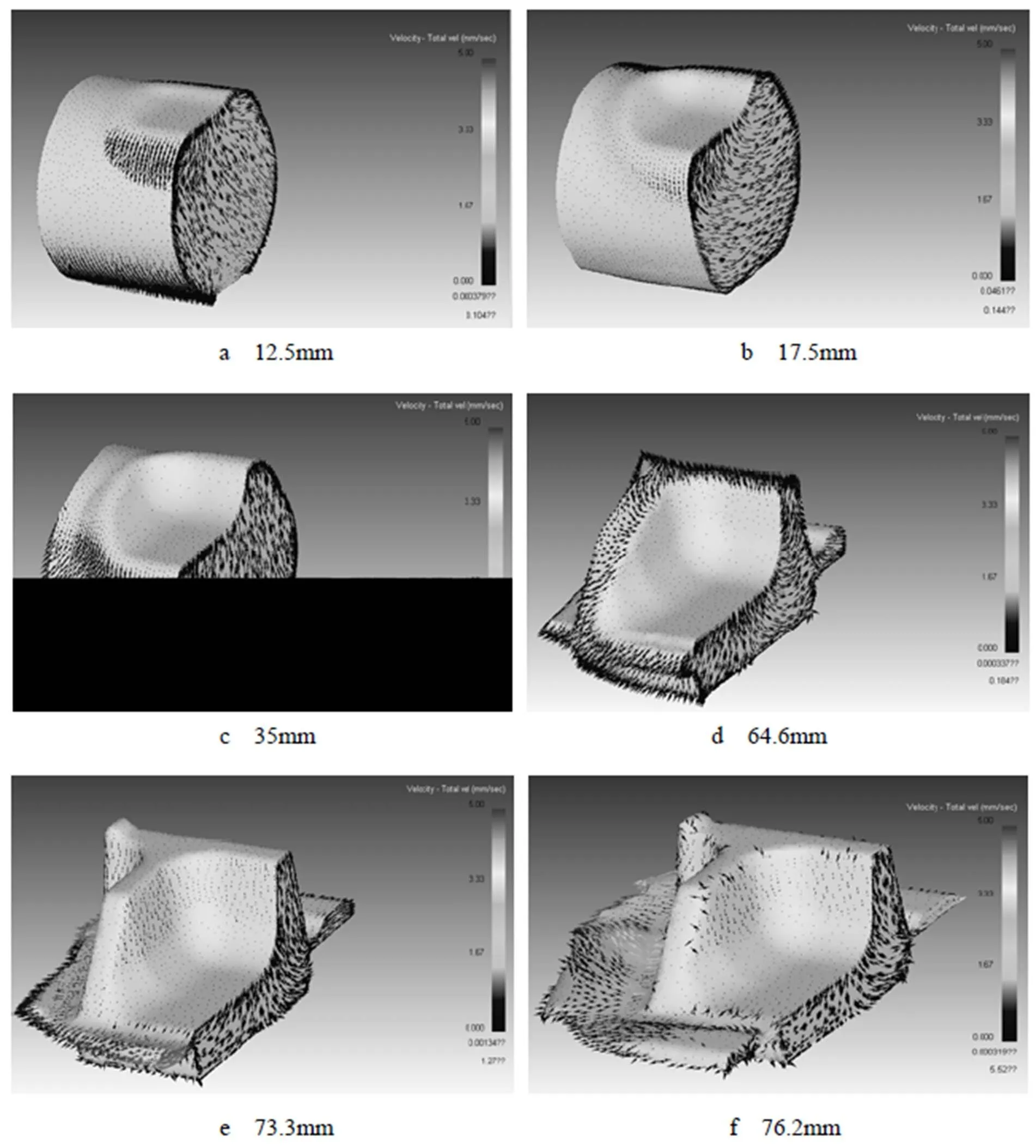
圖3 150mm圓棒料直接鍛造不同壓下量毛坯形狀及節(jié)點(diǎn)流動(dòng)速度場(chǎng)
由圖4鍛件重疊角度分布圖可以看出,采用圓棒料直接鍛造時(shí)金屬?zèng)]有發(fā)生折疊現(xiàn)象,成形質(zhì)量較高。

圖4 鍛件重疊角度分布
4 等溫成形工藝優(yōu)化
采用直徑為100mm,長度為150mm的TC4鈦合金棒料在900℃下等溫鍛造可以獲得形狀良好、尺度精度較高、性能優(yōu)良的鍛件,而且工藝力較小。但在實(shí)驗(yàn)中,發(fā)現(xiàn)由于設(shè)備振動(dòng)等外在原因,圓棒料很容易發(fā)生剛性轉(zhuǎn)動(dòng),難以定位,而當(dāng)棒料滾動(dòng)至模膛后部時(shí),金屬會(huì)流到上下模面之間,影響模具打靠,造成零件高度尺度超差引起鍛件不合格,而且發(fā)生這種情況時(shí),伴隨著鍛件投影面積的增大,會(huì)引起成形力急速增加,嚴(yán)重時(shí)可能會(huì)造成模具和設(shè)備的過載損壞,因此,需要對(duì)這種工藝進(jìn)行工藝優(yōu)化[7]。
優(yōu)化后的工藝方案為預(yù)先在壓力機(jī)上自由鍛出平臺(tái),防止坯料轉(zhuǎn)動(dòng),方便坯料的定位,先進(jìn)行行程為10mm的自由鍛,鍛出平臺(tái),再進(jìn)行模鍛至上下模打靠。采用這種工藝方案,材料利用率高,鍛件質(zhì)量穩(wěn)定可靠,對(duì)操作人員操作水平要求低,因此作為最終確定的實(shí)驗(yàn)方案。
5 等溫鍛造實(shí)驗(yàn)
本項(xiàng)目采用模鍛壓力機(jī)進(jìn)行近等溫鍛造工藝試驗(yàn),坯料加熱到溫度960℃,保溫100min,鍛造溫度控制在900~950℃之間[8,9]。采用直徑100mm、長度150mm的TC4鈦合金棒材,先平壓30mm,然后進(jìn)行3次鍛造,最終成形出了合格的鍛件。

圖5 TC4鈦合金爆炸螺栓盒鍛造過程照片
圖5為三次鍛造后的鍛件照片,分別給出了第一次鍛造、第二次鍛造、第三次鍛造和酸洗后的鍛件情況。各次鍛造間需進(jìn)行飛邊切除、表面修傷及噴砂處理。經(jīng)過三次鍛造后,腹板厚度尺寸達(dá)到鍛件設(shè)計(jì)尺寸,滿足后續(xù)機(jī)加要求。
該鈦合金零件重約1.6kg,采用自由鍛造和精密成形工藝材料利用率對(duì)比如表1所示。

表1 材料利用率對(duì)比表
通過原材料利用率的對(duì)比情況,采用新型的精密成形方式生產(chǎn)更能節(jié)省原材料,節(jié)約生產(chǎn)成本,提高經(jīng)濟(jì)效益。
6 結(jié)束語
針對(duì)該鈦合金零件結(jié)構(gòu)尺寸,基于DEFORM-3D軟件對(duì)鈦合金鍛件等溫成形工藝過程進(jìn)行了模擬與優(yōu)化,并分析了成形過程中的影響因素,最終得到了優(yōu)化的等溫成形工藝。
根據(jù)模擬優(yōu)化結(jié)果制定了工藝試驗(yàn)方案,并最終成形出符合零件尺寸要求的鈦合金鍛件。采用新型的等溫成形方式生產(chǎn)更能節(jié)省原材料,節(jié)約生產(chǎn)成本,提高經(jīng)濟(jì)效益。
1 趙樹萍,呂雙坤. 鈦合金在航空航天領(lǐng)域中的應(yīng)用[J]. 鈦工業(yè)進(jìn)展,2002(6):18~21
2 李建洲,成國興,馬少義,等. 精密等溫體積成形技術(shù)在航天產(chǎn)品上的應(yīng)用[J]. 航天制造技術(shù),2008(1):21~24
3 廖國防,易幼平,王少輝. 航空接頭件等溫鍛壓成形工藝[J]. 材料科學(xué)與工藝,2012,20(1):6~10
4 熊震國. TC4鈦合金汽車連桿的精密模鍛[J]. 鈦工業(yè)進(jìn)展,2004(2):19~21
5 曹飛,蔣鵬,崔紅娟,等. 曲軸鍛造成形工藝的有限元模擬[J]. 鍛壓技術(shù),2005(增):68~71
6 張艷姝,潘利永,駱俊廷,等. TC4鈦合金高溫本構(gòu)關(guān)系的研究[J]. 熱加工工藝,2013,42(2):24~25
7 劉瑩,曲周德,王本賢. 鈦合金TC4的研究開發(fā)與應(yīng)用[J]. 兵器材料科學(xué)與工程,2005,28(5):47~50
8 吳伏家,尹曉霞,趙長瑞,等. TC4鈦合金等溫鍛造過程的數(shù)值模擬和實(shí)驗(yàn)研究[J]. 鍛壓技術(shù),2009(5):147~150
9 Li Miaoquan, Pan Hongsi, Lin Yingying,et al. High temperature deformation behavior of near alpha Ti-5.6Al-4.8Sn-2.0Zr alloy[J]. Journal of Materials Processing Technology, 2007, 183(1): 71~76
Isothermal Forging Process Research of TC4 Alloy Component with Thin Web and High Rib
Liu Fei1Jia Xiaofei2Wang Wenning1Cui Yanxu1Li Yanzhong1Zhu Xichuan1
(1. Capital Aerospace Machinery Co., Ltd., Beijing 100076;2. Tianjin Long March Launch Vehicle Manufacturing Co., Ltd., Tianjin 300462)
Taking TC4 alloy component with thin web and high rib as the research object, the forming mode and the metal flow characteristics of the forgings are studied through the analysis of the material forming characteristics and the part structure. The isothermal forming process was simulated based on DEFORM-3D software. According to the simulation results, the process was optimized, the final isothermal forming process was developed, and the isothermal forging test was carried out. The results show that the numerical simulation and optimization of the forming process can form a titanium alloy component which meets the shape and performance requirements.
TC4 alloy;isothermal forming;numerical simulation;process optimization
劉飛(1991),助理工程師,機(jī)械設(shè)計(jì)制造及其自動(dòng)化專業(yè);研究方向:材料成形。
2018-03-07
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
