交流500 kV交聯(lián)聚乙烯海纜制造工藝控制要點(diǎn)
2018-07-11 11:59:46王少華姜文東胡文堂任廣振曹俊平顧國強(qiáng)
浙江電力 2018年6期
李 特,王少華,姜文東,胡文堂,任廣振,曹俊平,顧國強(qiáng)
(1.國網(wǎng)浙江省電力有限公司電力科學(xué)研究院,杭州 310014;2.國網(wǎng)浙江省電力有限公司,杭州 310007;3.國網(wǎng)浙江省電力有限公司湖州供電公司,浙江 湖州 313000)
0 引言
近年來,隨著國家“一帶一路”、“全球能源互聯(lián)網(wǎng)”頂層戰(zhàn)略持續(xù)推動(dòng),遠(yuǎn)距離跨海輸電已成為熱門話題[1-3],但其關(guān)鍵設(shè)備500 kV電壓等級海底電纜(簡稱海纜)長期以來依賴進(jìn)口[4-7]。隨著近年國內(nèi)電纜研發(fā)技術(shù)水平的提升,高電壓等級海纜運(yùn)維經(jīng)驗(yàn)的積累[8-10],500 kV XLPE(交聯(lián)聚乙烯)絕緣海纜的研制已具備條件。國網(wǎng)浙江省電力有限公司于2015年確定舟山至大陸500 kV聯(lián)網(wǎng)工程的Ⅱ回路通道采用交流500 kV XLPE海纜,并牽頭組織寧波東方、江蘇中天、江蘇亨通、青島漢纜等國內(nèi)高壓電纜研究、生產(chǎn)單位開展單回500 kV XLPE海纜試制工作,試制產(chǎn)品于2017年1月通過了型式試驗(yàn),成為世界第一例通過型式試驗(yàn)的500 kV XLPE海纜。以下對單回500 kV XLPE海纜本體制造的關(guān)鍵工藝進(jìn)行總結(jié),以供海纜生產(chǎn)、研究人員參考。
1 海纜本體結(jié)構(gòu)及參數(shù)
試制完成的交流500 kV XLPE海纜本體截面示意如圖1所示,相應(yīng)的尺寸、材料如表1所示。為確保良好的阻水性能,海纜本體選用鉛合金作為金屬護(hù)套材料,具備徑向阻水能力的同時(shí)能夠抵抗海洋環(huán)境中的化學(xué)腐蝕。為保證海纜的交流損耗及載流量達(dá)到要求,海纜鎧裝采用銅絲材料。
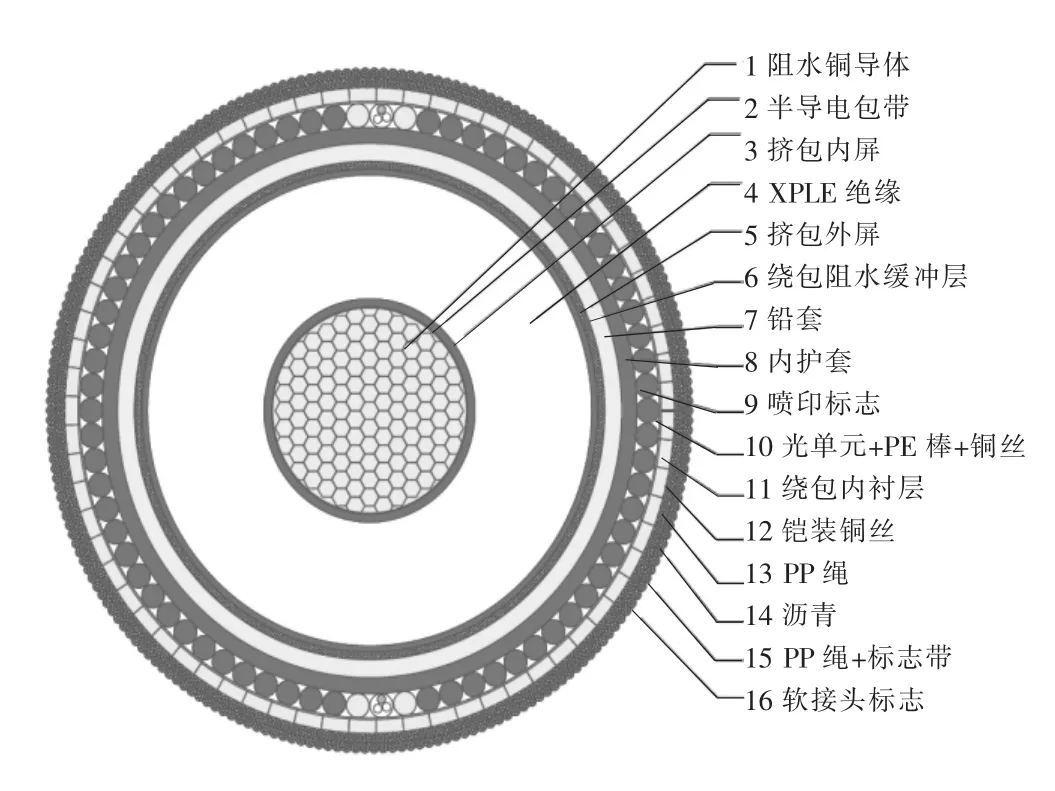
圖1 試制500 kV XLPE海纜結(jié)構(gòu)示意
2 工藝控制
2.1 制造工序
500 kV XLPE海纜本體制造總體工序如圖2所示。各環(huán)節(jié)完成后均通過中間檢測手段確保制造質(zhì)量,如導(dǎo)體絞合后對導(dǎo)體的外徑、直流電阻進(jìn)行測試,確保導(dǎo)體尺寸、直阻等性能符合要求;絕緣三層擠制后對絕緣厚度、熱延伸性能進(jìn)行檢測,確保絕緣的生產(chǎn)質(zhì)量。
在各制造環(huán)節(jié)中,導(dǎo)體絞合、絕緣擠制、絕緣除氣、大直徑鉛套擠制工藝對海纜本體質(zhì)量較為關(guān)鍵。導(dǎo)體絞合、鉛套擠制質(zhì)量關(guān)系到海纜的重要性能—阻水性能的優(yōu)劣[11-12],絕緣擠制和除氣則關(guān)系到海纜中主絕緣性能。

表1 試制500 kV XLPE海纜結(jié)構(gòu)尺寸、材料推薦
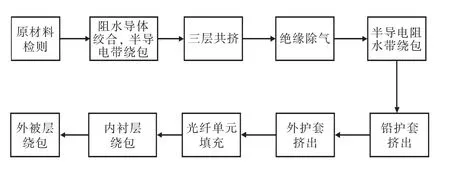
圖2 500 kV XLPE海纜本體制造基本工序
2.2 導(dǎo)體絞合
500 kV XLPE海纜導(dǎo)體采用圓形絞合緊壓結(jié)構(gòu),通過分層緊壓方式使導(dǎo)體緊壓系數(shù)達(dá)到0.9,每層導(dǎo)體間填充阻水性物質(zhì),導(dǎo)體外采用阻水型包帶重疊繞包,以保證導(dǎo)體的阻水性能[11]。根據(jù)額定輸送容量1 100 MW的目標(biāo),選用導(dǎo)體截面為1 800 mm2。某試制廠家使用的導(dǎo)體絞合工藝如表2所示,導(dǎo)體絞合生產(chǎn)現(xiàn)場如圖3所示。
由于導(dǎo)體截面大、絞合根數(shù)多,對工藝控制要求較高,工藝控制要點(diǎn)如下:
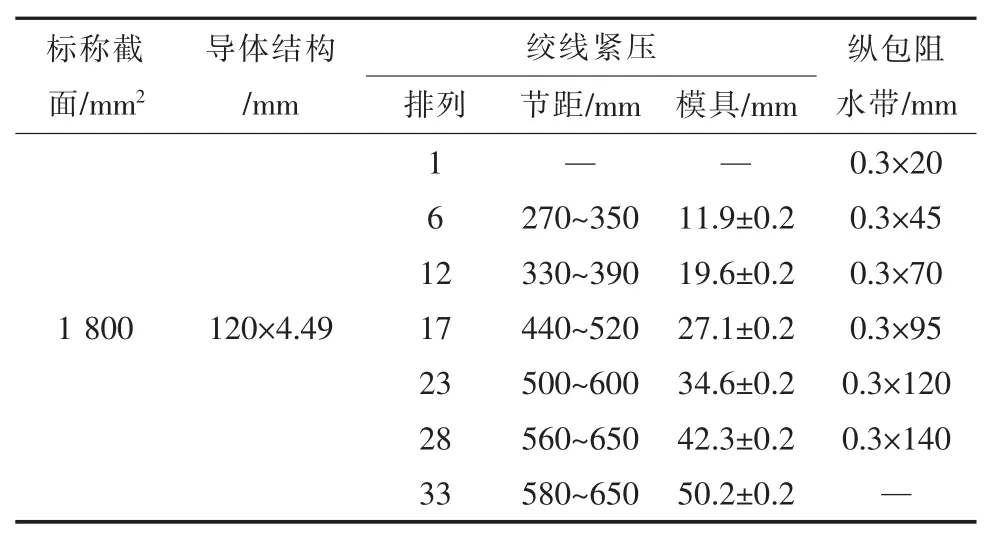
表2 導(dǎo)體絞制工藝參數(shù)

圖3 阻水導(dǎo)體絞合生產(chǎn)現(xiàn)場
(1)選擇合適的模具。根據(jù)每層緊壓系數(shù)的配比,精確計(jì)算選擇分層緊壓模具,模具可采用納米涂層金剛石材質(zhì)以保證導(dǎo)體緊壓效果。
(2)確保導(dǎo)體表面狀態(tài)。導(dǎo)體最外層使用酒精擦拭,防止導(dǎo)體表面粘上油污、銅屑等異物,絞合后導(dǎo)體表面應(yīng)光滑圓整、無油污、無損傷屏蔽及絕緣的毛刺、銳邊以及凸起或斷裂的單絲、跳線等缺陷,可在絞合機(jī)配備銅刷裝置,用于生產(chǎn)中的導(dǎo)體除塵。
(3)控制絞合過程中的單絲直徑、節(jié)徑比。可利用放線張力自動(dòng)調(diào)節(jié)技術(shù),保證單絲不被拉細(xì)。控制節(jié)徑比不超過16。
(4)合理選擇導(dǎo)體表面繞包方式。繞包阻水帶接頭應(yīng)連接牢固,兩層帶子搭蓋處錯(cuò)開,繞包應(yīng)平整緊密無漏包。以某廠家產(chǎn)品為例,導(dǎo)體外重疊繞包兩層半導(dǎo)電阻水綁扎帶,繞包半導(dǎo)電阻水綁扎帶后再重疊繞包2層無紡布做其保護(hù)層,搭蓋率控制在20%~30%。
(5)通過中檢保證導(dǎo)體絞合質(zhì)量。導(dǎo)體開機(jī)、分盤、下機(jī)分別取樣進(jìn)行稱重測試、電阻測試,絞合過程中不間斷抽查單絲直徑、導(dǎo)體各層節(jié)距,絞合完成后對導(dǎo)體的直流電阻和導(dǎo)體截面進(jìn)行驗(yàn)證確保產(chǎn)品質(zhì)量。
2.3 絕緣及屏蔽擠出
屏蔽層和絕緣層的質(zhì)量是影響500 kV XLPE海纜運(yùn)行穩(wěn)定性和壽命的關(guān)鍵性因素。500 kV XLPE海纜絕緣采用3層共擠技術(shù)生產(chǎn),以保證內(nèi)外屏蔽與絕緣之間沒有雜質(zhì)混入。某廠家絕緣3層共擠生產(chǎn)現(xiàn)場如圖4所示。在3層共擠過程中,須避免如下不良情況:
(1)屏蔽層和絕緣層擠出工藝不良,有塑化不好的顆粒,或混有燒焦粒子。
(2)屏蔽層存在向絕緣層方向的凸出,甚至導(dǎo)體屏蔽存在漏包、表面露銅等現(xiàn)象,或屏蔽層和絕緣層粘合不好,產(chǎn)生分層和縫隙。
(3)絕緣屏蔽層厚度太薄,表面凹凸不平,或絕緣厚度不足、偏心大、交聯(lián)不充分等問題。

圖4 絕緣3層共擠生產(chǎn)現(xiàn)場
針對上述情況,制造時(shí)應(yīng)注意以下幾點(diǎn):
(1)保證絕緣生產(chǎn)清潔度。保證凈化室、機(jī)房、生產(chǎn)設(shè)備的清潔度,同時(shí)生產(chǎn)材料進(jìn)入凈化間前對包裝進(jìn)行清潔、上料前對材料本身進(jìn)行清潔,如屏蔽料在進(jìn)料前經(jīng)過系統(tǒng)熱風(fēng)干燥去潮;此外材料操作人員穿戴全防護(hù)防靜電服、手套、眼鏡等,確保操作過程不帶入雜質(zhì)。
(2)合理設(shè)置絕緣擠出生產(chǎn)參數(shù),合理控制絕緣擠出機(jī)溫度、螺桿轉(zhuǎn)速、屏蔽擠出機(jī)溫度,確保絕緣擠制中不產(chǎn)生焦料。以某廠家生產(chǎn)參數(shù)為例,絕緣擠出機(jī)溫度控制在120℃以內(nèi),螺桿轉(zhuǎn)速控制在17 r/min以內(nèi);屏蔽擠出機(jī)溫度控制在120℃以內(nèi)。
(3)保證電纜料、屏蔽料的潔凈度與電氣強(qiáng)度。選用進(jìn)口超凈化電纜料、絕緣屏蔽材料,保證絕緣屏蔽表面光滑無突起,使用前對絕緣材料和半導(dǎo)電屏蔽的水分進(jìn)行檢測,使用前屏蔽料提前進(jìn)行烘干以去除材料中的潮氣。以某廠家參數(shù)為例,絕緣料水分含量控制在100 mg/L,使用前進(jìn)行4 h烘干。
(4)采用在線偏心及厚度測量儀對生產(chǎn)中的海底電纜進(jìn)行監(jiān)測,采用X射線或者電磁方法對導(dǎo)體屏蔽、絕緣和絕緣屏蔽的分層厚度、偏心度進(jìn)行實(shí)時(shí)測量,測出各層的平均厚度和最薄點(diǎn)尺寸,并自動(dòng)計(jì)算偏心度,一旦發(fā)現(xiàn)指標(biāo)不達(dá)標(biāo)則及時(shí)調(diào)整。
通過上述工藝控制,完成厚絕緣的擠制,某試制廠家的500 kV XLPE海纜本體絕緣層厚度控制結(jié)果如表3所示,偏心度<5%,滿足絕緣尺寸控制要求。
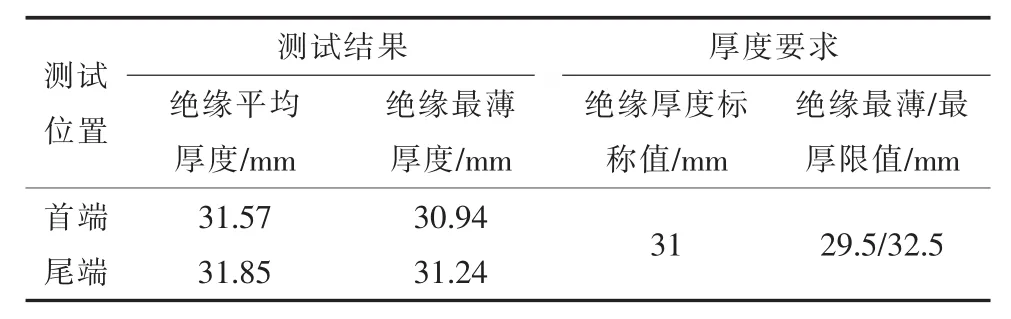
表3 絕緣偏心度檢測結(jié)果
2.4 絕緣除氣
厚絕緣高壓XLPE絕緣材料在制備過程中不可避免產(chǎn)生大量的副產(chǎn)物殘留。如高溫下DCP(交聯(lián)劑)分解產(chǎn)生的枯基醇和苯乙酮等交聯(lián)副產(chǎn)物,以雜質(zhì)的形式存在于絕緣層內(nèi)。這些雜質(zhì)在較高電場下分解,會使絕緣內(nèi)部電場畸變,從而降低絕緣的擊穿場強(qiáng)。為減少交聯(lián)副產(chǎn)物所帶來的影響,可采用加熱方式對絕緣進(jìn)行除氣。
除氣效果的關(guān)鍵在于選擇合適的除氣溫度、時(shí)間參數(shù),并在除氣后進(jìn)行TGA(熱重分析)測試確定除氣是否完全。除氣參數(shù)可通過除氣試驗(yàn)確定。以某廠家的海纜待除氣產(chǎn)品為例,在65℃,70℃,75℃3個(gè)溫度的烘箱中分別進(jìn)行除氣試驗(yàn),并每隔2天進(jìn)行1次質(zhì)量測定,結(jié)果見圖5,可見對于該廠家產(chǎn)品,65℃下22天絕緣除氣尚未完全完成,70℃與75℃下22天絕緣除氣已經(jīng)完成,因此確定該產(chǎn)品絕緣除氣溫度為70℃,除氣時(shí)間為23天。
2.5 大直徑鉛套連續(xù)擠出
鉛套在海纜中,同時(shí)作為金屬屏蔽層與徑向阻水層。本次試制海纜鉛套標(biāo)稱厚度為4.1 mm,最小厚度為95%的標(biāo)稱厚度即3.9 mm。
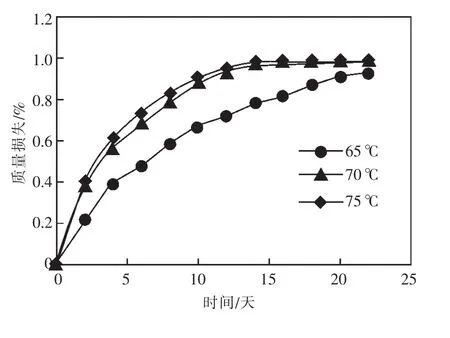
圖5 XPLE海纜絕緣除氣效果與溫度關(guān)系
大長度鉛套擠制生產(chǎn)現(xiàn)場如圖6所示。大長度海纜鉛套連續(xù)擠制,既要保證表面無缺陷,又要控制金屬套松緊適度[13-14];既要保證良好的阻水效果,又要保證在運(yùn)行溫度下不因絕緣膨脹而引起金屬套脹裂[15-16]。為保證鉛套的質(zhì)量,采取以下措施:
(1)控制生產(chǎn)設(shè)備機(jī)頭溫度,防止鉛套擠制時(shí)線芯受燙傷而留下缺陷。
(2)通過在線監(jiān)測控制鉛護(hù)套擠制均勻性,對生產(chǎn)過程中的鉛護(hù)套進(jìn)行在線超聲波檢測,通過機(jī)頭調(diào)偏裝置,調(diào)整擠出鉛護(hù)套的偏心度。
(3)合理設(shè)置擠鉛設(shè)備生產(chǎn)參數(shù),控制螺桿轉(zhuǎn)速、鉛的熔溫等參數(shù),確保出鉛量穩(wěn)定、鉛護(hù)套厚度達(dá)標(biāo),如某廠家生產(chǎn)控制螺桿轉(zhuǎn)速在9 r/min,鉛的熔溫在250℃左右。

圖6 海纜大長度鉛套擠制
通過上述工藝控制,某試制廠家的500 kV XLPE海纜鉛套厚度控制結(jié)果如表4所示,滿足厚度控制要求。
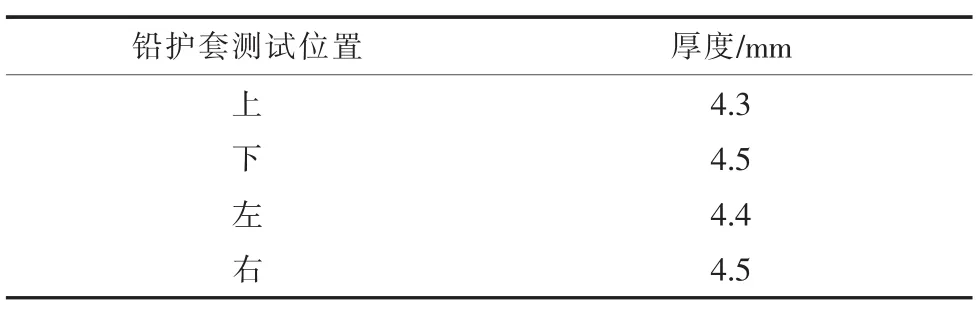
表4 鉛套厚度檢測結(jié)果
3 結(jié)論
對500 kV XLPE絕緣海纜本體試制中的工藝控制關(guān)鍵點(diǎn)進(jìn)行了總結(jié)。
(1)為確保大截面導(dǎo)體的功率傳輸及阻水性能,需從生產(chǎn)設(shè)備選擇、導(dǎo)體表面狀態(tài)控制、單絲直徑及節(jié)徑比控制等方面保證導(dǎo)體性能。
(2)為實(shí)現(xiàn)絕緣的無缺陷大長度擠制,從絕緣料的選用、保證制造環(huán)境及設(shè)備清潔度、擠制偏心在線監(jiān)測等方面確保絕緣擠制過程中不出現(xiàn)影響絕緣強(qiáng)度的缺陷。
(3)為確保絕緣除氣效果,可通過除氣試驗(yàn)確定除氣時(shí)間與除氣溫度,并在實(shí)際電纜絕緣除氣后通過TGA分析確定除氣效果。
(4)為實(shí)現(xiàn)海纜鉛套的大長度無缺陷擠制,可通過合理控制機(jī)頭溫度、實(shí)時(shí)監(jiān)測鉛套厚度等方面確保鉛套的擠制質(zhì)量。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車零部件(2014年11期)2014-09-18 11:57:16
機(jī)械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03