ABB板形儀在安鋼1550冷軋機上的應用
2018-07-13 21:42:27侯玉偉
河南科技 2018年16期
關鍵詞:測量
侯玉偉

摘 要:在冷軋帶鋼的生產過程中,隨著冷軋板材在各個領域的應用和技術的發展,對冷軋帶鋼的板形質量提出了更高的要求。板形控制成為帶鋼軋制過程中非常重要的環節。本文主要介紹了ABB板形儀板形輥的結構,板形測量,主要調節方法及使用與維護中的注意事項。
關鍵詞:板形;板形輥;測量;調節
中圖分類號:TG334.9 文獻標識碼:A 文章編號:1003-5168(2018)16-0065-03
Application of ABB Plate in Cold Rolling Mill of
Angang 1550 Cold Rolling Mill
HOU Yuwei
Absrtact: In the process of cold rolling strip production, with the development of the application and technology of the cold rolled sheet in various fields, the quality of the strip shape of the cold rolled strip is higher. Strip shape control plays an important role in strip rolling process. This paper mainly introduced the structure, flatness measurement, main adjustment methods and matters needing attention in the use and maintenance of the flatness roller of ABB flatness instrument.
Keywords: shape of strip;shape roll;measure;regulate
近年來,隨著社會的發展和科學技術的進步,用戶對高質量、高附加值和高技術難度的冷軋帶鋼產品的需求量顯著增加,對鋼鐵產品質量、品種和性能方面的要求也越來越高。對冷軋板來說,其性能、質量及精度要求主要包括厚度精度、板形精度、成形性能及表面質量等。安鋼冷軋1 550mm酸軋生產線采用的是瑞典ABB公司的板形儀控制系統,該套板形儀在板形控制方面有著自己的獨特之處。通過TMEIC公司設計的人機操作畫面(見圖1),能更準確、直觀地顯示出實際板形的情況。該畫面具有操作簡單、直觀清楚等特點。本文詳細介紹ABB板形儀在安鋼冷軋1 550mm酸軋生產線上的應用。
1 板形
板形是指板帶材的平直度,是指浪形、瓢曲或旁彎的有無及程度而言[1]。板帶橫向厚度是指沿寬度方向的厚度差,其決定了板帶材軋后的斷面形狀,或軋制時的實際輥縫形狀,一般用板帶中央與邊部厚度之差的絕對值或相對值來表示,因而是一種借助厚度測定即可得到的具體指標。橫向厚度差決定于板帶材軋后的斷面形狀,一般用板帶中央與邊部厚度之差的絕對值或相對值來表示。板帶材的橫向厚度差決定了鋼板的斷面形狀,鋼板的斷面形狀也稱鋼板凸度,也是板帶材的平直度,板形是板帶材平直度的簡稱。因此,在生產過程中,我們要用精密的儀器實時測量鋼帶的板形變化,并將其反饋給軋機控制系統,調節消除各因數的影響。
2 板形儀的組成和測量原理
2.1 ABB板形儀控制系統的結構
ABB板形儀控制系統主要包括板形輥、信號傳輸單元(STU)、勵磁單元、電氣控制柜和空氣加濕單元等幾個主要部分。本文主要介紹1550酸軋線采用ABB板形儀進行鋼帶板形的檢測測量部分。首先明確一點,板形儀是通過壓磁原理,即通過板帶對輥的壓力導致傳感器內磁場切割二次側線圈,從而產生電壓來測量的。
2.1.1 STU單元(Signal Transmission Unit)。STU單元即信號傳輸單元。安鋼冷軋所采用的板形輥為實心鋼棍,分45個測量區,為混合型,即中部測量區的寬度為52mm,兩側測量區的寬度為26mm。每個區有4個傳感器,沿截面正交分布,其之間是串聯關系,信號采集側碳刷式傳輸信號到STU信號模塊,最終把信號傳遞到板形儀中央控制柜(見圖1)。
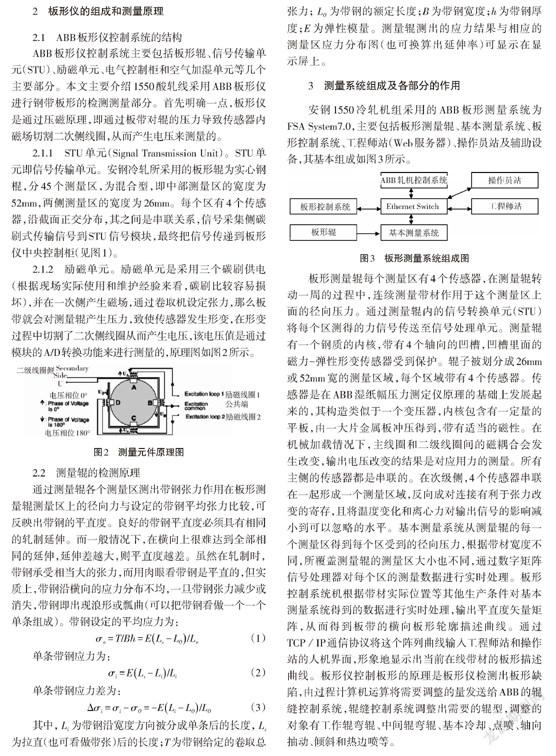
2.1.2 勵磁單元。勵磁單元是采用三個碳刷供電(根據現場實際使用和維護經驗來看,碳刷比較容易損壞),并在一次側產生磁場,通過卷取機設定張力,那么板帶就會對測量輥產生壓力,致使傳感器發生形變,在形變過程中切割了二次側線圈從而產生電壓,該電壓值是通過模塊的A/D轉換功能來進行測量的,原理圖如圖2所示。
2.2 測量輥的檢測原理
通過測量輥各個測量區測出帶鋼張力作用在板形測量輥測量區上的徑向力與設定的帶鋼平均張力比較,可反映出帶鋼的平直度。良好的帶鋼平直度必須具有相同的軋制延伸。而一般情況下,在橫向上很難達到全部相同的延伸,延伸差越大,則平直度越差。雖然在軋制時,帶鋼承受相當大的張力,而用肉眼看帶鋼是平直的,但實質上,帶鋼沿橫向的應力分布不均,一旦帶鋼張力減少或消失,帶鋼即出現浪形或瓢曲(可以把帶鋼看做一個一個單條組成)。帶鋼設定的平均應力為:
[σo=T/Bh=ELs-LO/Lo] (1)
單條帶鋼應力為:
[σi=ELs-Li/Li] (2)
單條帶鋼應力差為:
[Δσi=σi-σO=-ELi-LO/LO] (3)
其中,[Li]為帶鋼沿寬度方向被分成單條后的長度,[Ls]為拉直(也可看做帶張)后的長度;T為帶鋼給定的卷取總張力;[LO]為帶鋼的額定長度;B為帶鋼寬度;h為帶鋼厚度;E為彈性模量。測量輥測出的應力結果與相應的測量區應力分布圖(也可換算出延伸率)可顯示在顯示屏上。
3 測量系統組成及各部分的作用
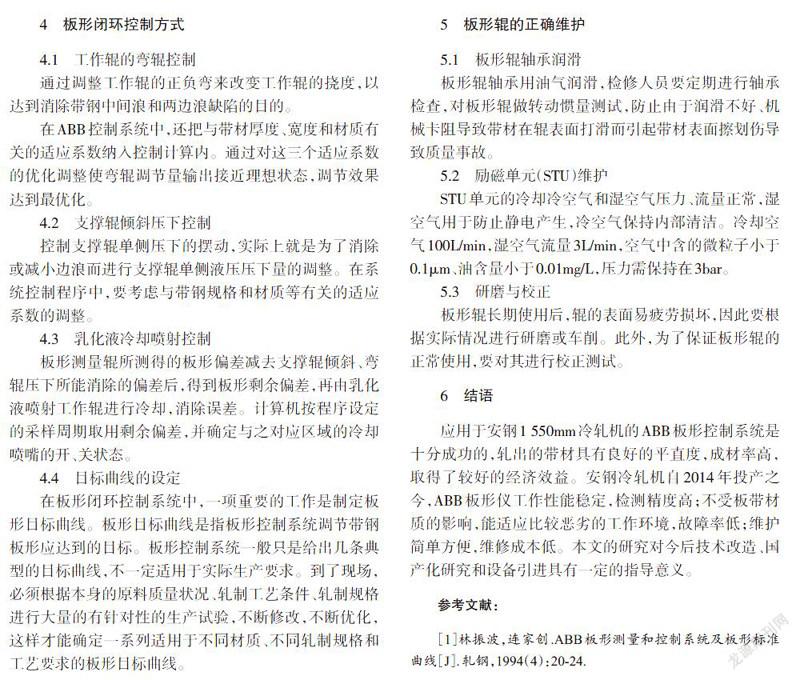
安鋼1550冷軋機組采用的ABB板形測量系統為FSA System7.0,主要包括板形測量輥、基本測量系統、板形控制系統、工程師站(Web服務器)、操作員站及輔助設備,其基本組成如圖3所示。
板形測量輥每個測量區有4個傳感器,在測量輥轉動一周的過程中,連續測量帶材作用于這個測量區上面的徑向壓力。通過測量輥內的信號轉換單元(STU)將每個區測得的力信號傳送至信號處理單元。測量輥有一個鋼質的內核,帶有4個軸向的凹槽,凹槽里面的磁力-彈性形變傳感器受到保護。輥子被劃分成26mm或52mm寬的測量區域,每個區域帶有4個傳感器。傳感器是在ABB濕紙幅壓力測定儀原理的基礎上發展起來的,其構造類似于一個變壓器,內核包含有一定量的平板,由一大片金屬板沖壓得到,帶有適當的磁性。在機械加載情況下,主線圈和二級線圈間的磁耦合會發生改變,輸出電壓改變的結果是對應用力的測量。所有主側的傳感器都是串聯的。在次級側,4個傳感器串聯在一起形成一個測量區域,反向成對連接有利于張力改變的寄存,且將溫度變化和離心力對輸出信號的影響減小到可以忽略的水平。基本測量系統從測量輥的每一個測量區得到每個區受到的徑向壓力,根據帶材寬度不同,所覆蓋測量輥的測量區大小也不同,通過數字矩陣信號處理器對每個區的測量數據進行實時處理。板形控制系統機根據帶材實際位置等其他生產條件對基本測量系統得到的數據進行實時處理,輸出平直度矢量矩陣,從而得到板帶的橫向板形輪廓描述曲線。通過TCP/IP通信協議將這個陣列曲線輸入工程師站和操作站的人機界面,形象地顯示出當前在線帶材的板形描述曲線。板形儀控制板形的原理是板形儀檢測出板形缺陷,由過程計算機運算將需要調整的量發送給ABB的輥縫控制系統,輥縫控制系統調整出需要的輥型,調整的對象有工作輥彎輥、中間輥彎輥、基本冷卻、點噴、軸向抽動、傾斜和熱邊噴等。
4 板形閉環控制方式
4.1 工作輥的彎輥控制
通過調整工作輥的正負彎來改變工作輥的撓度,以達到消除帶鋼中間浪和兩邊浪缺陷的目的。
在ABB控制系統中,還把與帶材厚度、寬度和材質有關的適應系數納入控制計算內。通過對這三個適應系數的優化調整使彎輥調節量輸出接近理想狀態,調節效果達到最優化。
4.2 支撐輥傾斜壓下控制
控制支撐輥單側壓下的擺動,實際上就是為了消除或減小邊浪而進行支撐輥單側液壓壓下量的調整。在系統控制程序中,要考慮與帶鋼規格和材質等有關的適應系數的調整。
4.3 乳化液冷卻噴射控制
板形測量輥所測得的板形偏差減去支撐輥傾斜、彎輥壓下所能消除的偏差后,得到板形剩余偏差,再由乳化液噴射工作輥進行冷卻,消除誤差。計算機按程序設定的采樣周期取用剩余偏差,并確定與之對應區域的冷卻噴嘴的開、關狀態。
4.4 目標曲線的設定
在板形閉環控制系統中,一項重要的工作是制定板形目標曲線。板形目標曲線是指板形控制系統調節帶鋼板形應達到的目標。板形控制系統一般只是給出幾條典型的目標曲線,不一定適用于實際生產要求。到了現場,必須根據本身的原料質量狀況、軋制工藝條件、軋制規格進行大量的有針對性的生產試驗,不斷修改,不斷優化,這樣才能確定一系列適用于不同材質、不同軋制規格和工藝要求的板形目標曲線。
5 板形輥的正確維護
5.1 板形輥軸承潤滑
板形輥軸承用油氣潤滑,檢修人員要定期進行軸承檢查,對板形輥做轉動慣量測試,防止由于潤滑不好、機械卡阻導致帶材在輥表面打滑而引起帶材表面擦劃傷導致質量事故。
5.2 勵磁單元(STU)維護
STU單元的冷卻冷空氣和濕空氣壓力、流量正常,濕空氣用于防止靜電產生,冷空氣保持內部清潔。冷卻空氣100L/min,濕空氣流量3L/min,空氣中含的微粒子小于0.1μm、油含量小于0.01mg/L,壓力需保持在3bar。
5.3 研磨與校正
板形輥長期使用后,輥的表面易疲勞損壞,因此要根據實際情況進行研磨或車削。此外,為了保證板形輥的正常使用,要對其進行校正測試。
6 結語
應用于安鋼1 550mm冷軋機的ABB板形控制系統是十分成功的,軋出的帶材具有良好的平直度,成材率高,取得了較好的經濟效益。安鋼冷軋機自2014年投產之今,ABB板形儀工作性能穩定,檢測精度高;不受板帶材質的影響,能適應比較惡劣的工作環境,故障率低;維護簡單方便,維修成本低。本文的研究對今后技術改造、國產化研究和設備引進具有一定的指導意義。
參考文獻:
[1]林振波,連家創.ABB板形測量和控制系統及板形標準曲線[J].軋鋼,1994(4):20-24.
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
