超高強度鋼高頻感應替代鉛浴局部回火工藝研究
2018-07-18 07:06:56張海盟郭從軍萬里鵬周玉成
教練機 2018年2期
張海盟,吳 寧,郭從軍,萬里鵬,周玉成
(航空工業洪都,江西南昌,330024)
0 引言
機身和起落架等部件的連接緊固零件作用十分關鍵,是重要受力件,一般采用超高強度鋼制造,如30CrMnSiNi2A、300M 等。
超高強度鋼具有高的強度和良好的綜合性能,但超高強度鋼的缺口敏感性也較高,所以用超高強度鋼制造零件時通常采用有針對性的熱處理工藝來盡力消除缺口應力集中帶來的不良影響和性能下降。對30CrMnSiNi2A超高強度鋼螺栓類制件的螺紋和退刀槽等應力集中部位,通常采用局部回火工藝來降低應力集中系數以提高螺栓的疲勞強度和使用壽命。
目前對超高強度鋼制螺栓的局部回火均采用鉛浴加熱工藝,該工藝是傳統的局部回火處理工藝,其特點是溫度比較穩定。鉛浴回火操作過程主要憑借操作者的經驗來掌握,用肉眼來觀察判斷制件回火浸入的部位,技術落后,誤差較大,工藝重復性和一致性較差,產品質量不穩定,返修率較高;特別是鉛液毒害性大,不但嚴重污染環境,對操作者的人身健康也會造成嚴重損害,是明令淘汰的落后工藝。
本研究以局部回火的30CrMnSiNi2A超高強度鋼制零件為對象,參照現行的鉛浴回火工藝的相關技術要求,對感應加熱熱處理的設備、工藝等進行摸索,獲得符合設計、生產、檢驗所要求的硬度、顯微組織及性能,實現感應加熱局部回火工藝對現有的鉛浴局部回火工藝的替代。
1 研究方案及設備
1.1 研究內容
1)設計制造適合所選定零件感應加熱的感應線圈;
2)感應回火溫度測試試驗;
3)感應回火加熱時間選擇試驗;
4)感應回火工藝穩定性試驗;
5)鉛浴回火及高頻感應回火試樣硬度分布曲線測試;
6)回火的溫度測量和參數調整對溫度影響規律研究;
7)加熱保持時間對溫度和硬度影響規律;8)感應回火工藝試樣硬度、金相分析。
1.2 總體研究方案
所選立軸是比較重要的一個零件,經過局部回火后的立軸零件有著十分嚴格的檢驗要求,一般是通過對回火區域、過渡區域和非回火區域表面洛氏硬度(HRC)進行檢驗來控制局部回火質量。本次內容的這種典型件檢驗部位及硬度要求見圖1。
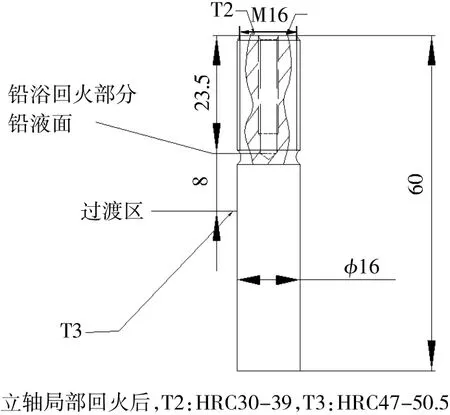
圖1 典型件局部回火后的硬度指標要求(單位:mm)
由于生產現場目前采用鉛浴回火工藝對螺栓進行局部回火處理能夠滿足技術指標和使用要求,因此改用感應回火工藝的基本原則是,感應回火處理后螺栓的技術指標達到鉛浴回火的技術指標要求。故應首先采用現行鉛浴回火工藝對螺栓試樣進行回火處理并進行硬度分布測試,然后進行模擬件的感應回火工藝研究,確定最佳參數,完成典型件工藝驗證和偏斜拉伸性能測試。總體方案圖見圖2。
1.2.1 感應設備
感應熱處理設備采用外委形式進行。在標準的感應熱處理設備上設計一套溫度控制系統,在處理過程中會通過實時檢測反饋的信號對離子電源輸出參數(電流、頻率)進行自動調整,以確保溫度穩定在設定值附近。
1.2.2 試驗設備
感應局部回火設備由電源和多功能機床兩個主要部分組成。電源型號為TIV2-D,采用的是第四代技術,即數字化的IGBT晶體管逆變變頻技術。
機床采用的是TAURUS型立式感應淬火機床。
1.2.3 感應線圈的設計及制造
感應線圈的設計必須依據具體加熱位置的外型尺寸和技術要求進行定制,本次試驗立軸零件為桿狀,外形規則,因此感應器的設計方法已經很成熟,形狀為環形。因此設計主要圍繞感應器厚度、內徑進行,外協廠家給出了設計方案,并制造出感應器。
1.2.4 加熱速率
感應加熱的速度很快,因此要保證設定點溫度的穩定性,必須控制升溫段的速率,設定點550℃時,升溫時間應不低于15s。
1.2.5 溫度測量點的表面狀態
表面狀態主要指表面的粗糙度、油污情況。粗糙度的影響從溫度曲線上來看并無規律,但是在批生產的階段可能會造成影響,應給予注意,如果存在氧化皮,應進行打磨去除;油污在加熱過程中會蒸發,對溫度測量有一定的影響,應在加熱前對試樣進行仔細的清洗。
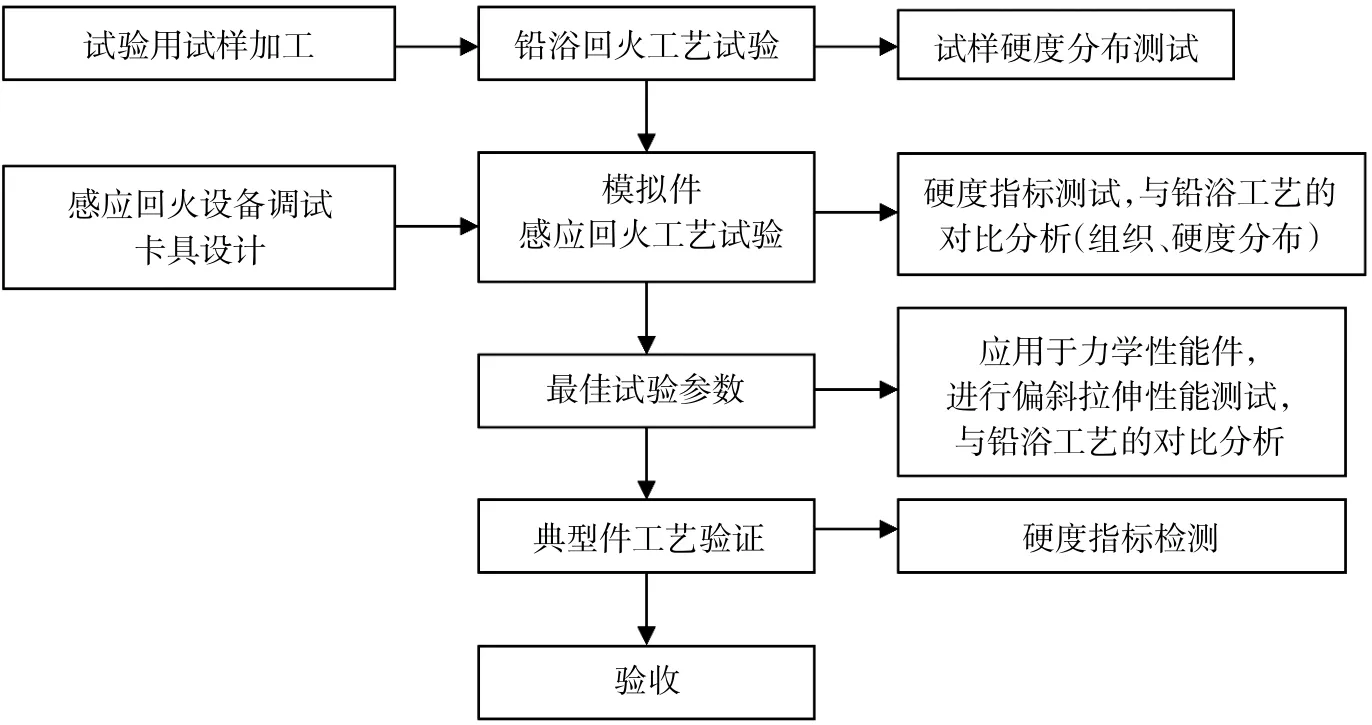
圖2 總體方案設計
2 試驗結果及分析
2.1 感應回火工藝試驗
溫度和保溫時間的影響
不同溫度和保溫時間試樣過渡區和螺紋端頭硬度的結果見表1。
由表1的數據可得到以下的規律:
1)溫度會影響螺紋端頭的硬度,溫度越高,端頭的硬度越低;
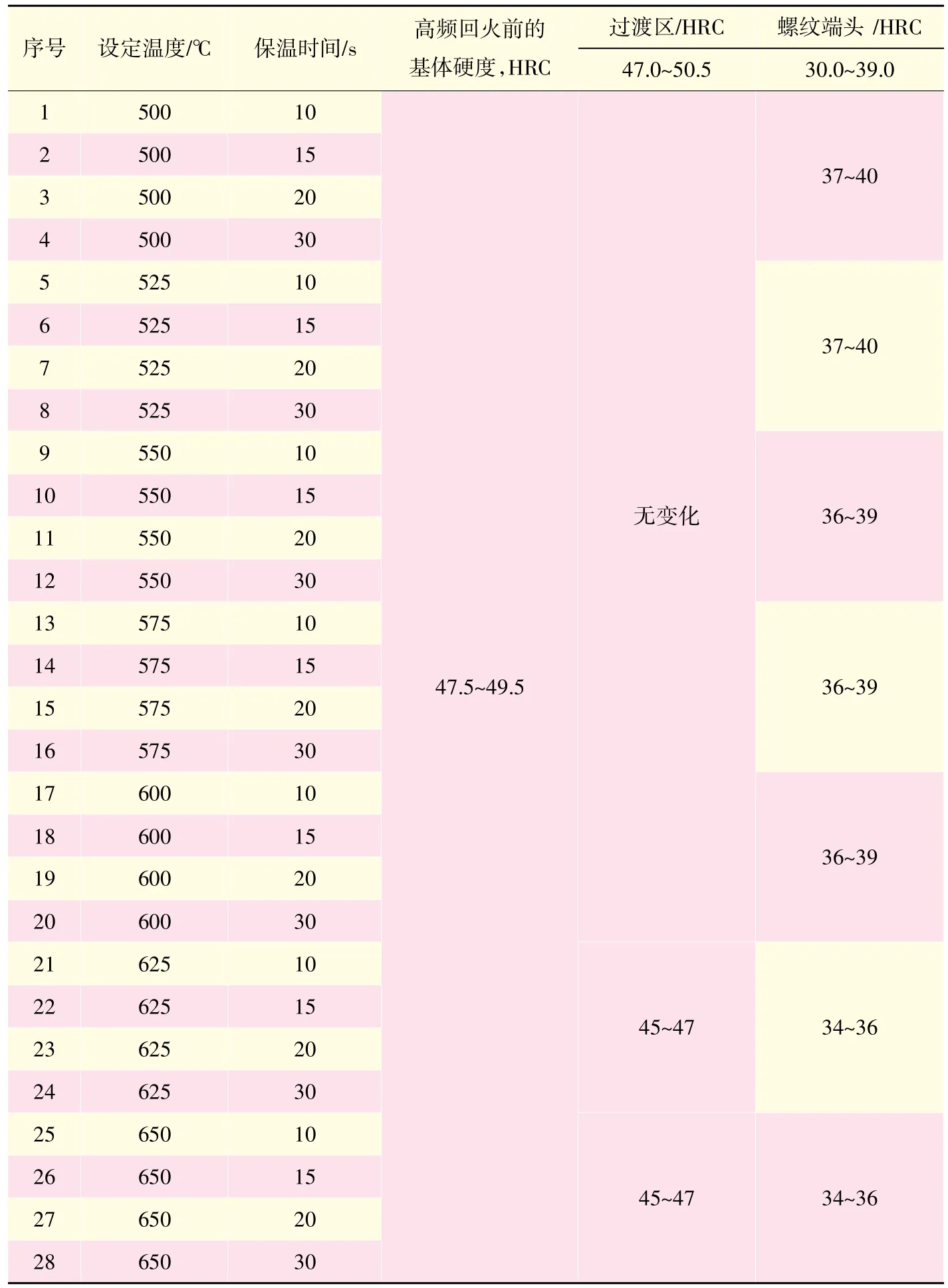
表1 不同溫度和保溫時間對M16試樣硬度的影響
2)溫度會影響過渡區硬度,溫度越高,過渡區硬度相應降低的趨勢增大;
3)同一溫度下,保溫時間(≤30s)對端頭的硬度影響較小;
4)保溫時間長,過渡區硬度有降低的趨勢,但是短時間內并不明顯。
綜合以上分析,M16規格試樣的感應局部處理工藝參數制訂如下:
M16規格:升溫時間不低于15s,保溫溫度525℃~575℃,保溫時間 15s~25s,水冷;
2.2 工藝穩定性試驗
對立軸零件選取5根螺紋模擬件進行工藝穩定性試驗,試驗結果見表2,滿足圖紙中的技術指標。
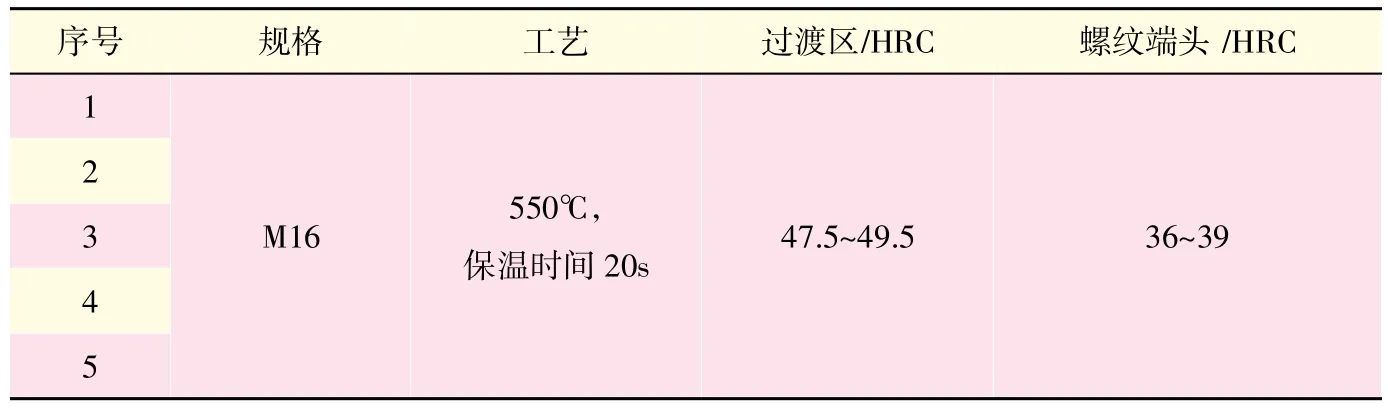
表2 感應局部回火工藝穩定性試驗
3 力學性能及金相分析
3.1 力學性能元件試驗結果

圖3 力學性能元件實物
在帶螺紋模擬件試驗結果的基礎上,為了檢驗驗證高頻感應加熱局部回火的力學性能,開展了力學性能元件的高頻感應加熱局部回火工藝試驗,力學性能元件實物見圖3。
與工藝試驗用模擬元件的工藝試驗思路相同,對力學性能元件分別采用鉛浴回火工藝和高頻回火工藝對試樣兩端螺紋部位進行了局部回火處理。
對經鉛浴工藝和高頻工藝局部回火處理的力學性能試樣分別進行了靜力拉伸性能測試,以進行力學性能對比。
采用MTS880電液伺服材料試驗機,量程:±500kN,靜載誤差:±0.5%,動載誤差小于±2%。溫度:23±2℃;相對濕度:(50±10)%。試樣在該環境下存放超過24小時。
按照金屬材料室溫拉伸試驗方法要求,對兩種處理工藝的力學性能試樣進行靜力拉伸試驗,分別為0°拉伸、偏斜4°拉伸、偏斜8°拉伸試驗。每組試驗中取3~5個試樣,加載速率為2mm/min,記錄斷裂的最終破壞載荷。
靜力拉伸載荷下,試樣最終破壞載荷及計算得到的組內平均破壞載荷見表3。
由表3的力學性能結果可知:
1)M16規格立軸在經過兩種局部回火方式處理后都能降低試樣的缺口敏感性,在4°和8°偏斜的條件下強度不會降低;
2)高頻感應處理的試樣與鉛浴處理試樣的偏斜拉伸性能相當,在數據分散性上高頻感應處理的試樣好于鉛浴處理試樣。
3.2 典型零件局部回火試驗與結果
工藝研究試樣性能試驗完成后,進行了典型零件的高頻感應加熱局部回火工藝驗證試驗。
應用高頻感應加熱工藝分別對試樣的兩端進行了局部回火處理,典型件的處理工藝如下:
M16規格:升溫時間20s,保溫溫度550℃,保溫時間20s,水冷;
3.3 典型件顯微硬度
對經高頻工藝局部回火的典型件沿軸向截面剖開,進行鑲嵌、打磨、拋光處理,分別沿軸向、過渡區域徑向和螺紋中部區域徑向對典型件進行顯微硬度測量,并與鉛浴處理試樣進行了對比,對比結果見圖4。
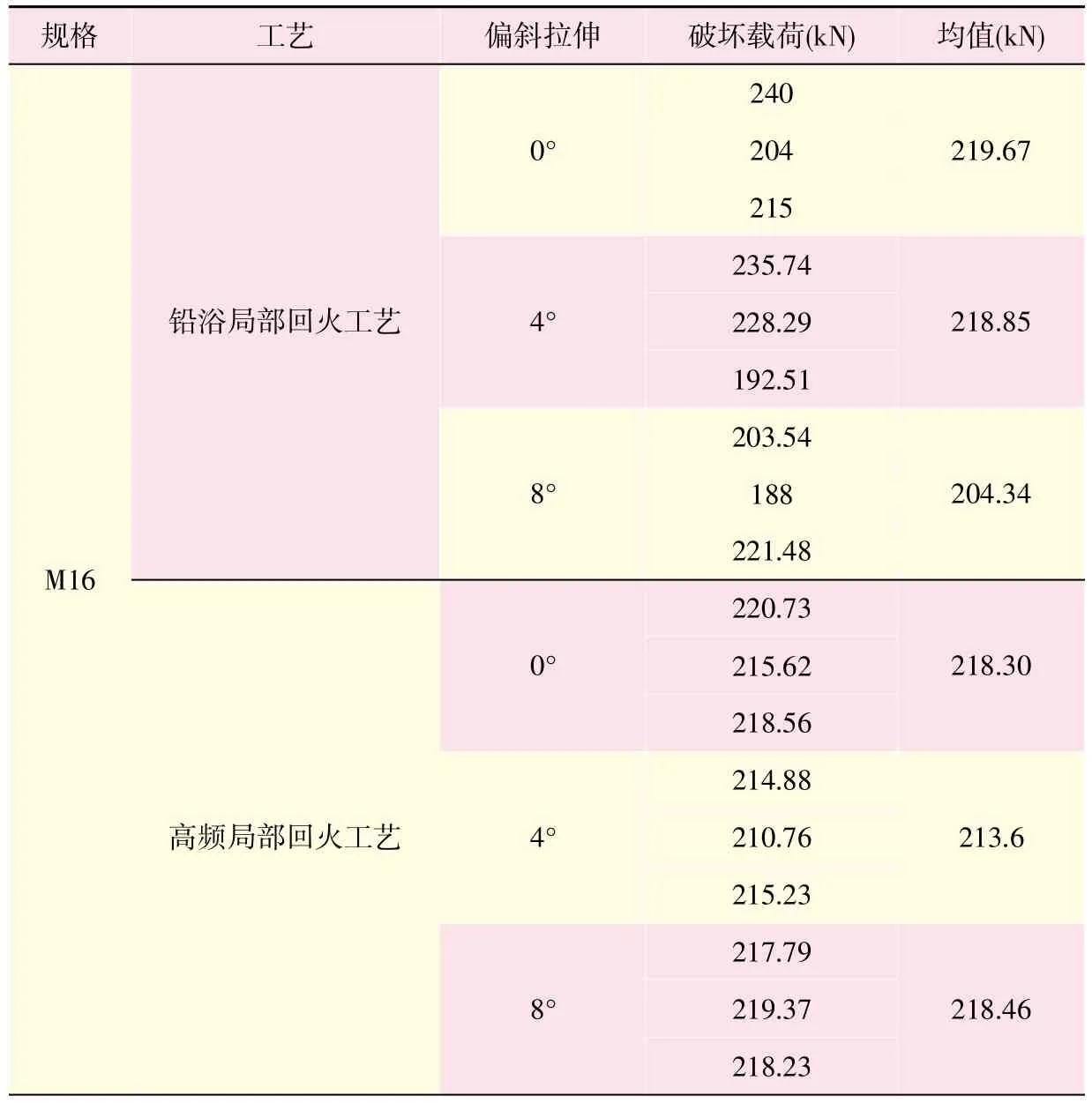
表3 靜力拉伸強度對比試驗數據
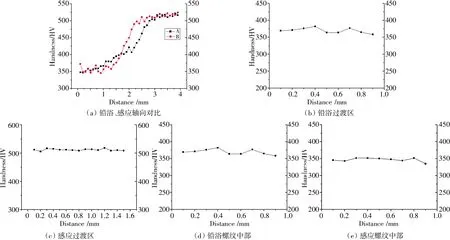
圖4 M16規格典型件高頻感應與鉛浴處理的典型件剖面不同區域的顯微硬度曲線
由圖4可以得到以下結論:
M16規格立軸制件的硬度梯度一致性較好。
3.4 金相組織
典型件金相組織見圖5,金相組織區別不是特別明顯。
3.5 典型件的驗證
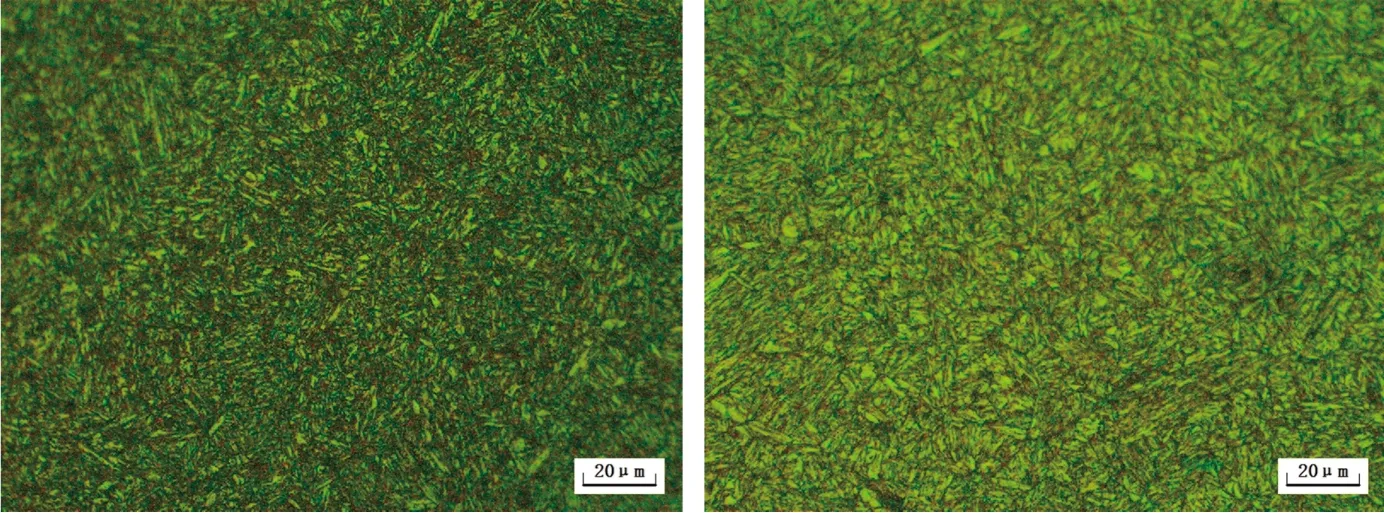
圖5 M16規格制件回火區組織
高頻感應螺紋部分局部回火處理后抽取3件進行工藝驗證。驗證在車間檢驗組進行,砂光后,經檢驗人員現場測試硬度,洛氏硬度計型號:HR-150A,3件典型件硬度均符合設計和工藝要求,檢驗開出典型件合格證。驗證試驗完成。驗證結果表明高頻局部回火后的硬度達到了與鉛浴回火后相當的硬度要求。
4 結論
1)設計制造的高頻感應局部回火控溫系統,具有高速紅外測溫及反饋控制輸出功能,采用電腦編程和控制,可以實現對超高強度鋼螺栓制件局部回火過程溫度的自動控制。工藝運行可靠,溫度工藝參數控制較為穩定。
2)對于本項目研制的M16規格30CrMnSiNi2A鋼制螺栓典型件,推薦的高頻感應局部回火的熱處理制度為:
M16規格:升溫時間20s,保溫溫度550℃,保溫時間20s,水冷;
3)30CrMnSiNi2A鋼制力學性能件經過高頻處理和鉛浴處理后,對其偏斜拉伸性能、剖樣硬度梯度、金相組織進行了測試,測試結果表明,經過高頻感應加熱局部回火處理的試樣的性能與鉛浴局部回火處理的試樣相當。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03