焊后熱處理對Q235堆焊復合板的沖擊性能影響
2018-07-19 07:52:24
精密成形工程 2018年4期
(湖南科技大學,湖南 湘潭 411201)
隨著深層礦產資源的開發,許多設備及關鍵的零部件通常在摩擦嚴重的情況下服役。例如,礦山機械的挖斗長期在高摩擦情況下工作。滿足這些性能的材料價格相對普通鋼材要貴很多,因此,實際生產過程中常采用碳鋼為基板,在其表面堆焊一層滿足性能的高強層,以滿足強度、硬度、耐磨等性能來達到要求[1—3]。這種將具有一定使用性能的合金材料堆焊在材料表面,賦予母材特殊使用性能的堆焊方法,不僅能夠降低生產成本,還可以使零件同時具有母材和堆焊層合金的綜合性能,使堆焊技術廣泛應用于煤炭、礦山機械、軋鋼和模具等領域[4—5]。盡管已有大量研究人員采用堆焊方法解決了單一母材難以滿足一些特殊使用性能的要求,但是會產生堆焊的原始材料組織和性能不均勻、層狀撕裂、韌性降低和焊接性差等問題,在一定程度上制約了堆焊技術的應用[6—8]。
基于上述原因,文中通過優化焊后熱處理制度,探討焊后熱處理工藝對Q235堆焊復合板的沖擊韌性的影響,采用傳統手工電弧焊方法,將高強度和高耐磨的鉻鉬鋼焊條THD212堆焊在Q235鋼板表面,重點研究該復合板的微觀組織以及沖擊韌性,從組織及性能的角度,探索采用焊后熱處理以提高Q235堆焊復合板韌性的可行性。
1 試驗
1.1 材料
試驗材料為普通碳素結構鋼Q235B,尺寸規格為200 mm×100 mm×4 mm。堆焊焊條采用THD212鉻鉬鋼耐磨焊條,其化學成分見表1。堆焊前將Q235B基板用砂輪和砂紙打磨,去掉材料表面雜質和氧化皮,再用丙酮清洗,去除油污等雜質,使基板呈金屬光澤。焊條為鉻鉬鋼 THD212,直徑為 3.2 mm。牌號為THD212焊條主要合金成分見表1。

表1 THD212焊條化學成分(質量分數)Tab.1 Chemical composition of THD212 electrode(mass fraction) %
1.2 方法
堆焊方法采用手工電弧焊,焊條直徑為3.2 mm,采用多層多道焊的方法進行堆焊,堆焊厚度層約為6 mm,層間溫度控制在200 ℃以下。焊后將復合板加熱至850~950 ℃,保溫15 min,進行淬火處理,將熱處理后的焊件進行打磨和拋光,利用線切割切成標準的V型沖擊試樣進行沖擊試驗,試樣示意圖見圖1,并采用光學顯微鏡觀察其微觀組織,最后采用JSM-6380LV掃描電鏡分析沖擊斷口形貌。

圖1 V型沖擊試樣示意圖Fig.1 Diagram of V impact sample
2 結果分析及討論
2.1 焊后熱處理溫度對焊接接頭微觀組織的影響
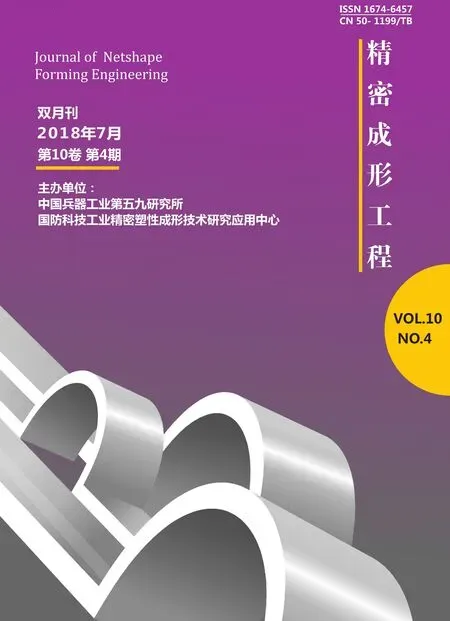
焊后Q235B基板和堆焊層顯微組織見圖2,焊接接頭區域由左到右分別為高強度堆焊層、熔合過渡區、Q235B基板層。由圖2可知,焊接后的焊接接頭熔合良好,堆焊層無肉眼可見氣孔、裂紋等缺陷。從圖2a可以看出,在靠近基板的堆焊層一側出現類似由鐵素體和細小碳化物組成的回火索氏體組織,由于堆焊層數和道數較多,在底層堆焊的金屬容易產生中高溫回火組織,同時由于堆焊材料為鉻鉬鋼焊條,鉻鉬元素使得合金鐵素體再結晶溫度較高,鐵素體仍保持較小的晶粒尺度;在 Q235B基板一側組織由鐵素體和少量珠光體組織構成,同時也受堆焊熱源傳導到基板的影響,鐵素體組織晶粒粗大。遠離熔合過渡區的高強堆焊層的顯微組織見圖2b,可以看出,該區域由于回火溫度高于靠近基板一側的堆焊層,碳化物進一步聚集長大,這種組織有時稱為調質組織,具有較好的強度和韌性組合[9—10]。
淬火溫度在850, 900, 950 ℃時的焊接接頭微觀組織見圖3,可以看出,在高溫淬火之后,高強層和基板間的沒有明顯的熔合線。在Q235基板一側,高溫淬火之后出現大量的珠光體組織,并且隨著淬火溫度的升高,珠光體組織含量增多。從圖3a和 3b還可以看出,越靠近熔合過渡區的基板一側,珠光體含量越多,珠光體含量呈現梯度分布的趨勢,這可能是由于堆焊層一側的合金含碳量高于基板,在高溫焊接熱源的作用下,碳元素由于溶度梯度差產生遷移所致[11—13]。觀察還發現隨著淬火溫度的升高,堆焊組織發生明顯的長大,850 ℃淬火組織可以發現大量的索氏體和部分馬氏體和少量碳化物。900和950 ℃淬火組織針狀馬氏體含量進一步增大。
淬火溫度在900和950 ℃時遠離熔合區的堆焊高強層的微觀組織見圖4,可以看出,在850 ℃淬火時,出現大量的針狀馬氏體組織,還出現少量的顆粒狀碳化物和殘余奧氏體組織。在950 ℃時,馬氏體含量進一步增多,并且出現長大的趨勢,同時出現大量條狀馬氏體組織。這可能是由于奧氏體化溫度越低,原始奧氏體晶粒越細小,淬火后得到馬氏體越細。
圖2 焊接接頭微觀組織Fig.2 Microstructure and morphology of welded joints

圖3 不同溫度淬火下的焊接接頭微觀組織Fig.3 Microstructure and morphology of welded joints at different quenching temperature

圖4 不同溫度淬火下的堆焊層微觀組織Fig.4 Microstructure and morphology of surfacing at different quenching temperature
2.2 焊后熱處理溫度對焊接接頭沖擊韌性的影響
Q235B復合板室溫沖擊試驗結果見表2。可以看出,采用多層多道焊,并且合理控制層間溫度,可以獲得較好沖擊韌性的堆焊接頭,并且在淬火溫度范圍為850和900 ℃時沖擊韌性顯著提高,在950 ℃淬火時,沖擊功最低。由此表明,在900 ℃淬火時可以有效提高 Q235B復合板的沖擊韌性。結合微觀組織分析可知,堆焊層中針狀馬氏體組織越細小,韌性越好,多數研究也表明馬氏體的沖擊韌性決定于馬氏體的條束寬度[14]。同時也由于THD212焊條碳含量為中低含量,高溫淬火之后更傾向于形成韌性更好的位錯馬氏體,由于位錯的可動性,使得該類型馬氏體具有一定的塑性,裂紋擴展阻力增大,可顯著提高斷裂韌性,而高碳合金鋼易形成硬而脆的孿晶馬氏體,在馬氏體轉變過程中易在馬氏體片層間產生顯微裂紋,顯著降低韌性[15—16]。
Q235B復合板在900和950 ℃時的焊縫附件的沖擊斷口微觀形貌見圖5。從圖5a可以看出,斷口形貌大部分為韌窩分布,韌窩的分布較多且尺寸較為細小,撕裂棱較少,900 ℃淬火時為韌性斷裂。從圖5b可以看出,焊縫區為明顯的解理斷裂,可觀察到典型的河流花樣及解理臺階。

表2 不同熱處理溫度時的沖擊功Tab.2 Impact energy at different quenching temperature J
Q235B復合板在900和950 ℃時的高強堆焊層附近的沖擊斷口微觀形貌見圖6。從圖6a可以看出,其斷口形貌為準解理斷裂,河流花樣不明顯,存在很多的準解理小面,在其周圍分布有較多的撕裂棱,900 ℃淬火時堆焊層為準解理斷裂。從圖6b可以看出,相比較900 ℃淬火時的形貌,950 ℃淬火后形貌準解理小面數量較少,大部分為撕裂棱,同時可觀察到分布大量的河流花樣及解理臺階,為明顯的解理斷裂,這一結果和沖擊值結果吻合。

圖5 不同溫度淬火處理下的焊縫斷口形貌Fig.5 Fracture morphology of joints at different quenching temperature

圖6 不同溫度淬火處理下的堆焊層斷口形貌Fig.6 Fracture morphology of surfacing at different quenching temperature
3 結論
通過對Q235B基板堆焊高強度高硬度的鉻鉬鋼,分析熱處理溫度對以 Q235B堆焊復合板的微觀組織和沖擊韌性的影響規律,得到如下結論。
1) 由于 THD212鉻鉬鋼耐磨焊條具有較高的鉻鉬元素存在,靠近熔合過渡區一側的堆焊層得到鐵素體和細小碳化物組成的回火索氏體組織,Q235基板一側受到高溫回火的影響,得到粗大的鐵素體和珠光體組織。
2) 隨著淬火溫度的升高,基板一側珠光體含量增多,高強堆焊層馬氏體含量逐漸增多,尺寸逐漸增大,并且由針狀向片狀轉變。經過合理控制的焊后熱處理溫度,高強堆焊層獲得為細小的針狀馬氏體和殘余奧氏體組織,由于焊接產生熱量使碳遷移,過渡區馬氏體量較多,基板為珠光體和鐵素體組織。
3) 隨著淬火溫度的增加,復合板材的沖擊韌性出現先增大后減小的趨勢。當淬火溫度在 850和900 ℃時,由于出現塑性和韌性較好的針狀位錯馬氏體,在一定程度上提高焊接接頭的韌性,淬火溫度為950 ℃時,隨著奧氏體化溫度升高,馬氏體組織粗大,顯著降低韌性,焊縫區和高強堆焊區均為脆性斷裂。