基于標準陰極特性的面齒輪陰極設計方法
2018-07-19 07:52:30
精密成形工程 2018年4期
(西安工業大學 機電工程學院,西安 710021)
面齒輪是一種與直齒或斜齒圓柱齒輪相嚙合的平面齒圈齒輪,作為一種新興的傳動部件,在傳遞相交或交錯軸扭矩與運動速率時,因其具有重合度高、傳動平穩、噪聲低、扭矩分流效果好等傳動特點,使面齒輪被廣泛應用在了低速/高速、輕載/重載的眾多傳動領域中[1—2]。由于傳統的面齒輪齒面加工方法是基于展成法的插齒法和滾齒法,雖然能獲得較高質量的制件,但加工時需要采用專用機床及專用刀具,且專用刀具的研制過程較為復雜,研制周期長、費用高,因此不適合進行批量生產。其次,如果采用通用機床的數控銑削方式進行加工,雖然避免了上述研制專用刀具的麻煩,提高了面齒輪的加工效率,解決了批量生產面齒輪的問題,但加工出的面齒輪精度較低、表面粗糙度較大。相比于切削加工,電解加工作為一種現代特種機械加工技術,利用金屬工件在電解液中發生電化學陽極溶解的原理將工件加工成形[3—5],是繼電火花加工技術后的一種發展速度較快、應用較為廣泛的新工藝。該工藝憑借加工效率高、表面質量好、不受制件的復雜程度及材料性能限制等特點,被主要運用于火炮膛線、航空發動機葉輪葉片等復雜型腔、型面的批量加工中。
電解加工過程中,加工型面的成形規律受陰、陽兩極之間的電場、流場等因素的影響,其加工過程中去除的余量并非處處相等,而是隨著不同情況而變化,針對上述問題,文中以鋼制件為研究對象,在該工藝條件下確定出相應的電解加工經驗參數,并按照此經驗參數設計制造出電解加工的試驗陰極,進行正交試驗,確定出電解加工直齒面齒輪鋼制件的最優工藝參數;最后利用最優工藝參數重新設計電解加工的初始陰極,并對制件進行試加工,再根據試加工制件的測量結果對初始陰極進行修形,從而加工出符合質量要求的直齒面齒輪鋼制件。
1 電解加工陰極結構設計
1.1 陰極頭結構型面設計
在電解加工中,陰極頭型面設計是陰極設計中的核心技術,關系到加工型面的質量與精度。針對陰極頭型面設計,在電解加工過程中,有2種比較典型的陰極設計方法: ①等間隙法,該方法認為電解加工中的陰極與制件的間隙在各處是相等的,因此采用該方法進行設計不具有較高的準確性,為獲得較高的精度,此方法不予考慮;②cosθ法,可以確定陰極與制件在不同的相對部位時的間隙情況,能更準確設計出陰極頭型面,但該公式只適用于θ≤45°的情況[6]。為了保證陰極頭型面的建模精度,文中采用沿齒根/齒頂方向的截面放樣法將齒面劃分為5行9列的齒面網格,并利用UG軟件中的“幾何屬性”命令,建立直齒面齒輪的一個輪齒相應的2個齒面,再對直齒面齒輪齒面模型的2個齒面中的90個齒面點所在曲面的法向量進行了測量,相關界面見圖1。

圖1 采樣點的幾何屬性Fig.1 Geometric properties of sampling points
根據圖1所示的測量結果,發現各采樣點所在曲面的法向量都分布在xoy平面內,同時由于文中所使用的DIASINKER單軸垂直進給電解加工機床是沿-z向垂直進給的,因此屬于θ>45°的情況,此方法不適用,所以只能采用側面間隙設計法,計算出相應的加工間隙Δs=0.726 78 mm。直齒面齒輪的齒面模型采樣點與對應的陰極頭型面模型上的點,存在的空間幾何對應關系見式(1)。

式中:xa,ya,za為直齒面齒輪齒面模型的采樣點坐標;xc,yc,zc為相應陰極頭型面模型上對應點坐標;α,β,γ為直齒面齒輪齒面模型的采樣點坐標與坐標軸x,y,z的夾角。
根據截面放樣法構建的直齒面齒輪齒面模型中相鄰兩齒面的建模坐標點,計算出相應組成陰極頭型面的90個建模點坐標,其中局部陰極頭型面的建模點坐標見表1,其次在UG環境下,利用四階三次的工程樣條曲線,通過逐點選取的方式構建出組成陰極頭型面的相應曲線,再利用“通過曲線網格”命令生成陰極頭型面,最后通過“縫合”,構建出陰極頭型面的三維模型及相應的陰極頭三維模型(見圖1—圖3)。

表1 局部陰極頭型面的建模點坐標Tab.1 Modeling point coordinates of local cathode head surface

圖2 陰極頭型面的三維模型Fig.2 3D model of cathode head surface

圖3 陰極頭的三維模型Fig.3 3D model of cathode head
1.2 陰極桿結構設計
在電解加工過程中常會出現陰極短路而燒毀陰極的現象,如果將陰極頭與陰極桿設計成一體,陰極短路時更換其他陰極往往較為復雜且成本較高[7],因此在設計陰極桿時,在陰極桿的一頭打上圓柱螺紋,以便于通過陰極頭底座的圓孔螺紋與陰極桿的圓柱螺紋相配合,以實現可拆卸的目的,另一頭設計成與電解加工機床的主軸卡盤相配合,從而將陰極頭、陰極桿與機床主軸三者連接固定,陰極桿的三維模型見圖4。

圖4 陰極桿的三維模型Fig.4 3D model of cathode rod
1.3 電解加工陰極流道的設計
由于需要得到較高質量的加工型面,采用反向流動的流道設計(見圖5),此流動方式是指電解液從加工間隙流入、從陰極中的內腔流出,該流動方式的特點是加工質量較高,同時密封裝置設計較為復雜。

圖5 反向流動流道Fig.5 Reverse flow channel
相應的陰極流道及密封裝置設計見圖6。首先在陰極模型中一共設計了5個電解液流道,各流道的結構見圖6。在電解加工一開始時,電解液從機床主軸首先流入到陰極桿的流道5中進行堆積,由于流道4的開孔方向是指向陰極內部的,因此堆積的電解液會通過流道4流到流道3中,并從流道3的對外出口流出,從而滲入到陰極與制件的加工間隙中,隨后加工完的電解液會流入流道1內進行堆積,最后通過流道2對外排出。
1.4 電解加工的正交試驗設計
為了對后續的初始陰極設計提供數據保障,形成可以參考的具體工藝參數,采用正交試驗法來尋求電解加工中的各工藝參數的最優組合,首先建立正交試驗參數表(見表2)。

圖6 陰極的流道設計Fig.6 Runner design of cathode
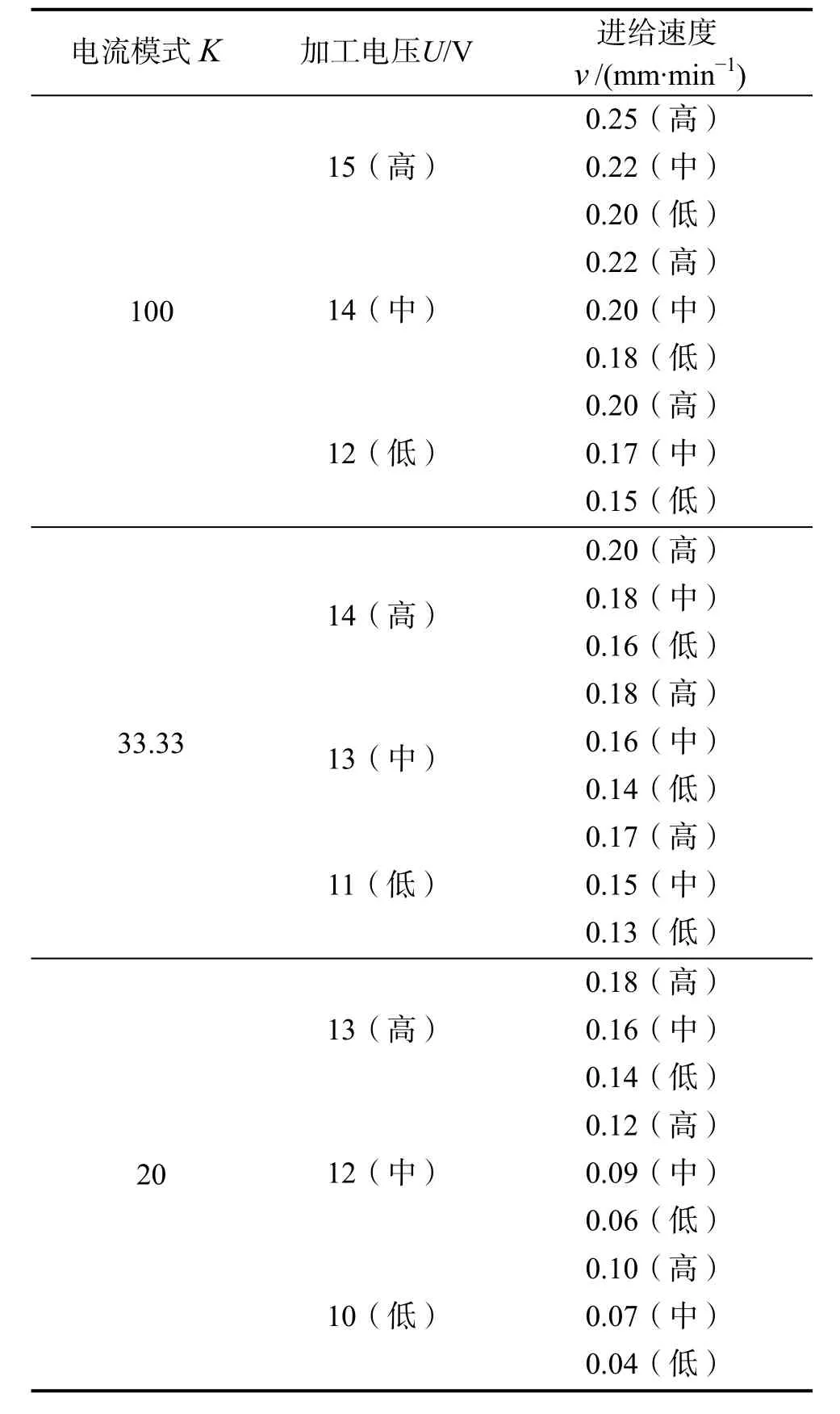
表2 正交試驗參數表Tab.2 Parameter table of orthogonal test
考慮到直齒面齒輪的傳動準確性及運動平穩性是決定直齒面齒輪傳動性能的重要影響因素,同時齒面誤差決定著齒輪傳動運動的平穩性,而齒距誤差決定著嚙合傳動的準確性,因此提出一種綜合誤差評分法,以綜合誤差的評價方式來描述直齒面齒輪的加工精度(見式(2))。

首先,利用三坐標測量機根據表1中構建的陰極頭型面模型的坐標點進行測量路徑規劃,其次根據實際測量點與建模點的誤差比對,獲得上述27種正交水平下的各齒面/齒距誤差精度結果,最后利用式(2)計算出這27種正交水平下的綜合誤差分數,見表3。
根據上述數據,利用MATLAB擬合曲線,推導得出電解加工的數學模型見式(3),其中自變量的重要程度為K>v>U。

由于在實際生產中,電流模式與加工電壓均是相對固定的,而進給速度是可變的,為了研究進給速度與電壓電流之間的關系,現選取K=100,U=15 V得到式(4)。

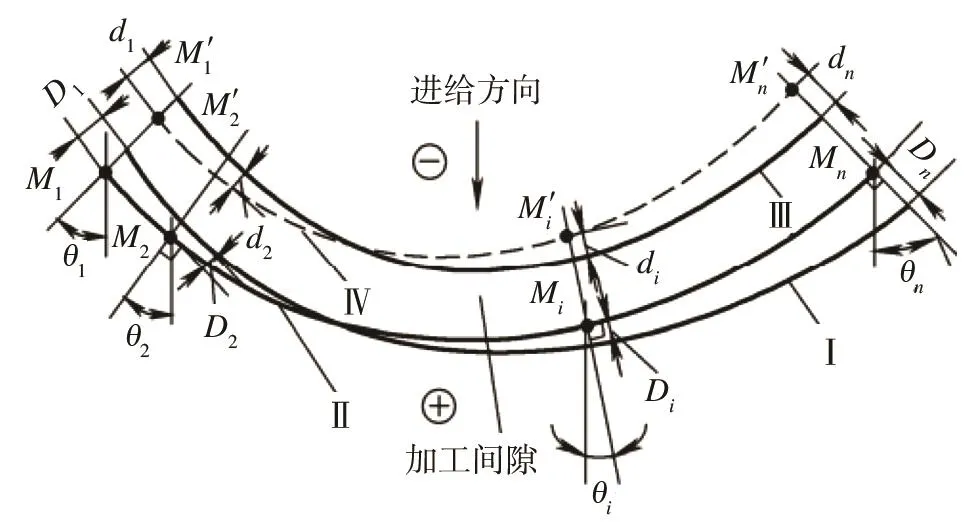
在MATLAB中繪制該函數的圖像(見圖7),根據該函數的圖像可知,當電流模式K與加工電壓U確定的情況下,綜合誤差指標y隨進給速度v的增大而減小,因此在選取進給速度時應盡量取大,考慮到參與電解加工的直齒面齒輪鋼制件的余量較少,進給速度應控制在0 表3 電解加工的正交試驗結果Tab.3 Orthogonal test results of electrochemical machining 圖7 式(4)的函數曲線Fig.7 Function curve of equation (4) 表4 各組最優工藝參數組合下的相應綜合誤差指標Tab.4 The corresponding comprehensive error index under the optimal process parameters of each group 根據上述得到的電解加工鋼制直齒面齒輪的最優工藝參數,按照陰極設計方法設計電解加工直齒面齒輪的初始陰極,并對直齒面齒輪的鋼制件進行電解加工,最后對加工完的直齒面齒輪進行誤差檢測,結果見表5。 表5 輪齒1沿+y向的齒面的實際坐標點及誤差Tab.5 Actual coordinate points and errors along direction+y for gear face of gear 1 根據表5所示的測量結果發現,電解加工后的直齒面齒輪鋼制件的齒面精度提升到了0.2 mm左右,為了進一步提高制件的精度,還需對加工直齒面齒輪鋼制件初始陰極的加工型面進行修形。 為了更清楚地了解陰極加工型面的修行過程,建立了如圖8所示的陰極加工型面的修形理論示意圖,來詳細介紹陰極加工型面的修形過程。 在圖8中,曲線Ⅰ表示采用初始陰極加工出的制件型面線,曲線Ⅱ表示制件的理論型面線,曲線Ⅲ表示與曲線Ⅰ相對應的初始陰極中的型面線,曲線Ⅳ表示與曲線Ⅲ相對應的修形后的陰極中的型面線,D1,D2,Di,Dn表示制件型面線上的理論點與實際測量點之間的誤差,d1,d2,di,dn分別為制件型面線上各點實際誤差反饋到制件型面線上各理論點的相應補償值,θ1,θ2,θi,θn分別為制件型面線上各理論點所在曲面的法向量與進給速度的夾角。在初始陰極的加工型面修正過程中,以Mi點為例,首先利用三坐標測量機,測量與理論點Mi相對應的實際點的誤差值(記為Di),其次再利用式(5)所示的初始陰極加工型面的修形公式,計算出點Mi在加工誤差為Di時所對應的初始陰極中相應點的修正量。 式中:ζ為修形系數。 圖8 陰極加工型面的修形理論Fig.8 Modification theory of cathode machined surface 最后根據式(6)可以得到點Mi所對應的初始陰極中相應點的修正值Mi'的坐標。 式中:xi,yi,zi為初始陰極的加工型面坐標點;xi',yi',zi'為初始陰極修正后的加工型面坐標點;α,β,γ為初始陰極的加工型面坐標點與坐標軸x,y,z的夾角;Δs為加工間隙。 另外在采用上述初始陰極的加工型面修正法修正陰極時,陰極修形系數的合理選取是關鍵,為了能獲取到最優修形系數,通過構建一個二次插值函數,采用拉格朗日插值法來獲取最優修形系數。通過推導得出最優修形系數ζ的表達式見式(7)。 根據電解加工中的實際修形經驗,取修形經驗系數ζ1,ζ2,ζ3分別為0.2, 0.3, 0.5,對直齒面齒輪的鋼制件進行電解加工試加工,同時結合測量結果為xm'=0.2461 mm,xm"=0.2152 mm,xm"'=0.1975 mm,利用式(7)計算出通過這 3次電解加工直齒面齒輪鋼制件所得的最佳修形系數為ζ優1,其次再基于此修形系數重復上述步驟,即可得到相應的ζ優2,ζ優3………………ζ優n,并發現最終得到的修形系數ζ優n趨于0.4602,最后選取此最終的修行系數作為最優修行系數,對電解加工直齒面齒輪鋼制件的初始陰極加工型面進行調整,進行電解加工,并且對加工出來的齒面誤差、齒距誤差及表面粗糙度進行測量(測量結果見表6—7)。 表6 輪齒1沿+y向的齒面的實際坐標點Tab.6 Actual coordinate points along direction +y for gear face of gear 1 表7 直齒面齒輪最終制件的齒距誤差測量結果Tab.7 Measurement results of tooth pitch error of end face gear 由表6和表7可知,直齒面齒輪最終制件的齒面及齒距誤差主要集中分布在0.1 mm左右,且最大齒面誤差為0.1719 mm,最大齒距誤差為0.0980 mm;直齒面齒輪最終制件的表面粗糙度測量結果如下,測量點1—測量點20的實測值分別為1.16, 1.24, 0.95,0.64, 0.88, 1.02, 0.51, 0.78, 1.10, 1.32, 1.55, 0.96, 0.83,1.44, 1.11, 0.73, 0.98, 1.05, 0.17, 0.75 μm,由此可知,該制件的表面粗糙度在0.51~1.55 μm的范圍內,說明該制件的表面粗糙度在1.6 μm以下,因此通過電解精加工的最終實體綜合精度為IT7級,見圖9。 圖9 直齒面齒輪鋼制件最終實體Fig.9 Face gear final solid of steel 為了保證陰極頭型面的高精度,首先采用沿齒根/齒頂方向的截面放樣法,構建直齒面齒輪的高精度齒面模型,并基于此采用側面間隙法與反向電解液流道模式構建出相應的電解加工陰極工裝;其次根據電解加工的環境影響因素構建正交試驗參數表,進行正交試驗并采用逐步回歸分析法獲取電解精加工直齒面齒輪的最優工藝參數,并通過此工藝參數構建出電解加工直齒面齒輪的初始陰極,同時對制件進行了試加工,根據試加工后的制件齒面誤差測量結果,利用拉格朗日插值法計算出最佳修形系數,并對初始陰極的加工型面進行修正,從而加工出具有較高質量的直齒面齒輪鋼制件。


2 利用初始陰極電解加工直齒面齒輪鋼制件

3 直齒面齒輪鋼制件電解加工初始陰極型面的修形






4 結論