航天鋁合金薄板制孔毛刺高度的試驗研究**
2018-07-20 08:24:58袁定新雷斯聰趙維剛
制造技術與機床 2018年6期
關鍵詞:工藝
袁定新 雷斯聰 趙維剛 楊 洋
(①上海航天設備制造總廠有限公司,上海200245;②上海航天工藝與裝備技術工程中心,上海200245)
航空航天領域應用最多的幾種材料分別是鋁合金、鈦合金及復合材料。其中,鋁合金是運載火箭制造過程中的主要結(jié)構材料,被廣泛地用于運載火箭的蒙皮、框環(huán)等部位。在運載火箭連接裝配過程中,為保證鋁合金連接孔的強度和疲勞壽命,一般對制孔的質(zhì)量和精度有較高的要求。制孔過程是一個多因素耦合的動態(tài)干擾下的切削過程[1],若加工工藝參數(shù)選擇不合理,易造成毛刺高度過高、孔徑偏大、圓度不足等缺陷。制孔過程產(chǎn)生的毛刺影響工件的表面質(zhì)量,導致孔邊緣應力集中嚴重,降低裝配體的裝配質(zhì)量及運載火箭裝配的生產(chǎn)效率。
目前,國內(nèi)外研究人員對鉆削毛刺的形成機理、切削參數(shù)及尺寸控制等展開了較為廣泛的研究。Lauderbaugh[2]利用有限元方法模擬鉆削過程,并結(jié)合工藝試驗,對鉆削毛刺的形成進行了預測與分析。Krinninger[3]等通過實驗和數(shù)值模擬研究了刀具進給量,切削速度等對切削表面質(zhì)量的影響。Aksakal B[4]等以切削試驗為基礎,采用方差分析法,提出減少毛刺的新方法。
本文針對典型航天鋁合金薄壁件無毛刺制孔需求,分析金屬材料制孔毛刺的形成原理,通過單因素試驗建立主軸轉(zhuǎn)速、刀具進給量、壓緊力與制孔毛刺高度之間的聯(lián)系,并根據(jù)正交試驗選出較為合適的制孔工藝參數(shù),為工程應用提供相關的工藝基礎。
1 制孔毛刺形成原理
圖1所示為鉆孔毛刺成形的詳細過程。在鉆削過程中,當?shù)毒呓咏龅睹鏁r,工件末端材料的支撐強度降低,發(fā)生較大的塑性變形,并且變形量大于切削厚度,此時部分材料未被切削,而是在鉆削軸向力作用下被擠出,發(fā)生擠壓斷裂,剩余材料殘留在工件表面,在孔的邊緣形成毛刺[5]。
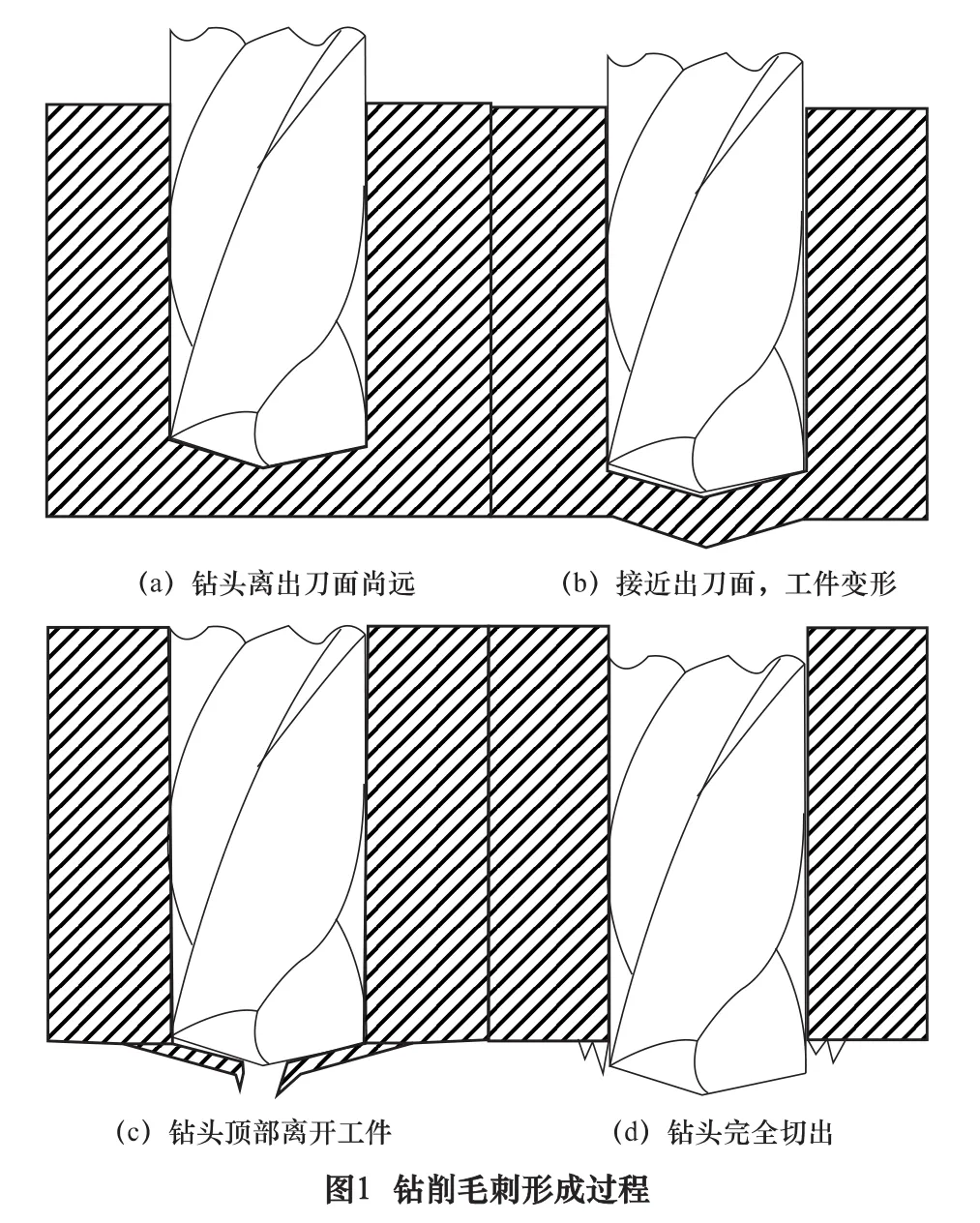
由毛刺形成原理可知,鉆削軸向力、工件材料剛度是影響工件材料塑性變形量的直接因素。鉆削軸向力越大,工件材料的塑性變形越大,毛刺越大。工件材料剛度越小,工件材料的塑性變形越大,毛刺越大。為抑制毛刺形成,可從減小鉆削軸向力、提升工件材料剛度著手。
鉆削制孔時,軸向力的大小與主軸轉(zhuǎn)速、進給量直接相關。在制孔領域,通常采用單向壓緊的方式提升工件材料剛度,壓緊力與工件材料剛度直接相關。因此選擇主軸轉(zhuǎn)速、進給量和壓緊力作為因素展開試驗研究,以期實現(xiàn)抑制毛刺形成的目的。
2 試驗
2.1 試驗材料及裝置
所用試驗材料為航天上常用的2Al2鋁合金,該材料具有較高的強度及韌性,同時具備有良好的加工性能,其機械性能如表1所示。

表1 2Al2鋁合金機械性能
試驗件的尺寸為150 mm×75 mm×2 mm。本試驗中采用的測量方式為接觸式測量,測量裝置為杠桿百分表,表2為杠桿百分表的相關參數(shù)。

表2 杠桿百分表參數(shù)
試驗采用航天鋁合金鉆削中常用的硬質(zhì)合金三尖鉆,所選刀具類型如圖2所示,刀具參數(shù)如表3所示。


表3 刀具參數(shù)
本試驗所用的鉆孔設備為自主研發(fā)的自動鉆孔試驗系統(tǒng),如圖3所示。該制孔系統(tǒng)的主要指標如下:主軸功率3.7 kW,轉(zhuǎn)速范圍0~17 000 r/min可調(diào),進給速度0~125 mm/s可調(diào),進給行程100 mm,刀具夾持范圍2~10 mm,壓緊氣缸壓力0~0.6 MPa(對應壓緊力為 350~1 300 N)。
2.2 試驗方案
根據(jù)毛刺形成原理可知,影響毛刺形成的工藝參數(shù)較多,并且相關因素變化范圍較大,若要進行全面試驗,則試驗的規(guī)模將很大。因此,本試驗采用單因素試驗與正交試驗相結(jié)合的方法,對相關工藝參數(shù)進行試驗。
同時,毛刺的形態(tài)特征主要有毛刺高度、毛刺厚度、毛刺硬度、毛刺體積等,在這些特征中最常用的是毛刺高度和毛刺厚度。本試驗中采用毛刺高度作為毛刺測量的主要指標。
2.2.1 單因素試驗方案
以出刀面毛刺高度作為評價指標,分別考察主軸轉(zhuǎn)速、進給量、壓緊氣缸壓力對制孔過程中毛刺高度的影響。具體試驗方案如表4所示,其余參數(shù)選定遵循單因素試驗設計要求。每組試驗參數(shù)下鉆3個孔,測量每個孔隨機3處的毛刺高度,以保證試驗數(shù)據(jù)的可靠性。

表4 單因素試驗方案
按照上述試驗所得的試驗樣板如圖4a所示,將樣板放置于電鏡下,可觀測出毛刺形態(tài)如圖4b所示。

同時,將測得的試驗數(shù)據(jù)繪制成折線圖,如圖5所示。

由圖5可知:轉(zhuǎn)速對于毛刺高度的影響較小,毛刺高度隨著主軸轉(zhuǎn)速的增大,呈現(xiàn)先增大,后減小,再增大的趨勢,根據(jù)試驗數(shù)據(jù),取主軸轉(zhuǎn)速為12 000 r/min左右較為合適;毛刺高度隨著進給量的增大而不斷增大,為兼顧實際加工效率,取進給量0.06 mm/r左右較為合適;毛刺高度隨著壓力的增大先減小后增大,取壓力值0.4 MPa左右較為合適。
2.2.2 正交試驗方案
由于單因素試驗未考慮幾種因素之間的交互影響,因此擬定正交試驗。對所選3個因素進行正交試驗。各影響因素水平的選取如表5所示。試驗數(shù)據(jù)見表6。
利用JMP10和Excel2010對表6中數(shù)據(jù)進行處理,得到毛刺高度的方差分析表,如表7所示。
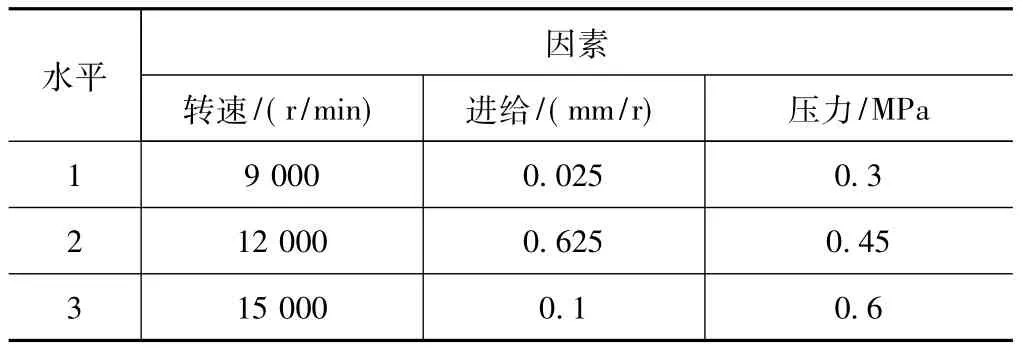
表5 正交試驗方案
根據(jù)方差分析表可知,3種工藝參數(shù)均對毛刺高度有顯著影響。同時,由表7中F值的大小,可確定因素的主次順序是:壓力、主軸轉(zhuǎn)速、進給量。并且,由正交試驗數(shù)據(jù)可知,當工藝參數(shù)為 0.6 MPa、12 000 r/min、0.025 mm/r時,毛刺高度最低。因此,可選擇該組參數(shù)作為因素各水平的最佳搭配。
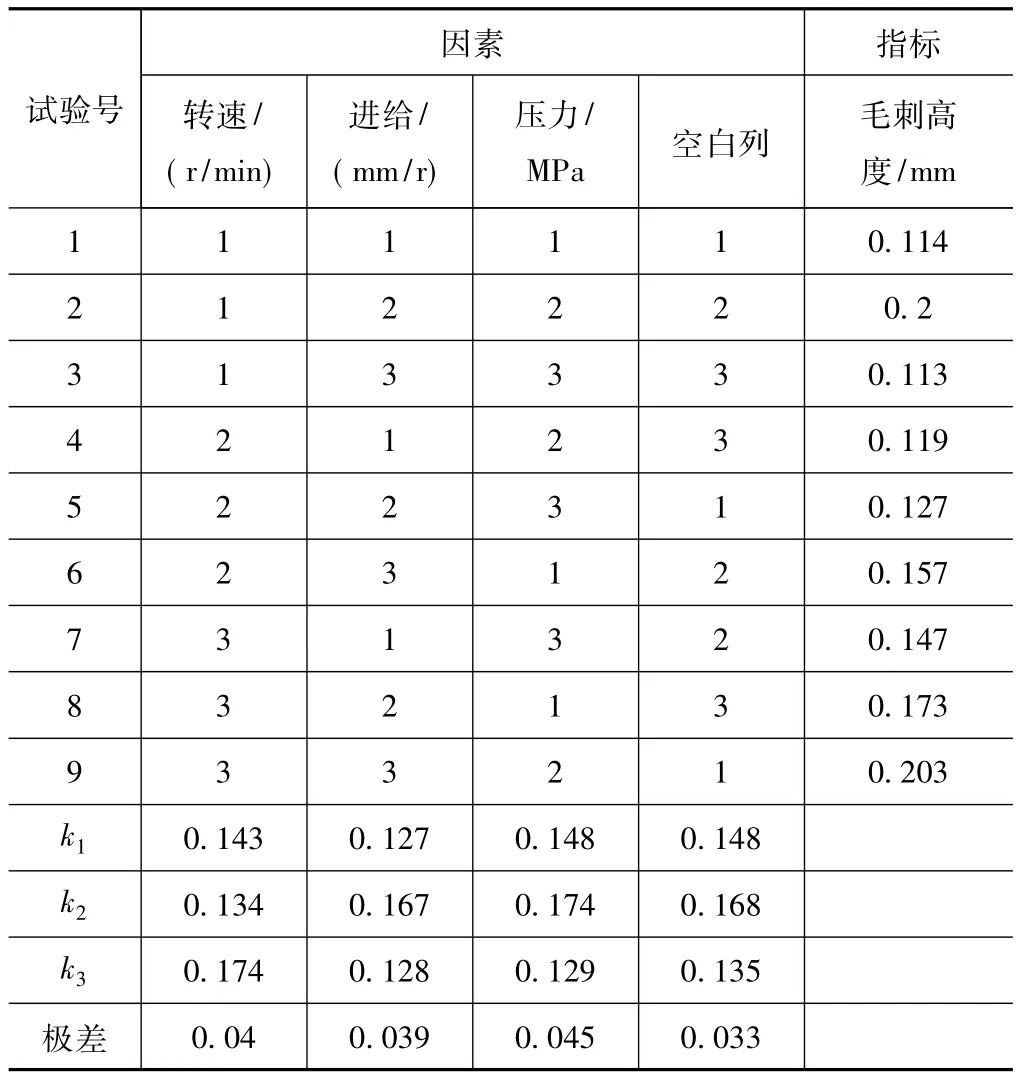
表6 正交試驗數(shù)據(jù)

表7 方差分析表
2.2.3 最優(yōu)工藝驗證
通過上述分析,在本試驗給定的條件下,確定出刀面毛刺高度最低的工藝參數(shù)為:壓力0.6 MPa,主軸轉(zhuǎn)速12 000 r/min,進給量0.025 mm/r。按照上述工藝參數(shù)設計驗證試驗,在上述試驗參數(shù)下鉆9組孔,測量每個孔隨機3處的毛刺高度,以保證試驗數(shù)據(jù)的可靠性,可得最優(yōu)參數(shù)下的試驗結(jié)果見表8。
由表8可知,毛刺高度的平均值為0.103 mm,低于正交試驗數(shù)據(jù)表中最好的第三組試驗。可認為正交試驗的結(jié)果可信,該組工藝參數(shù)為真正的優(yōu)方案。
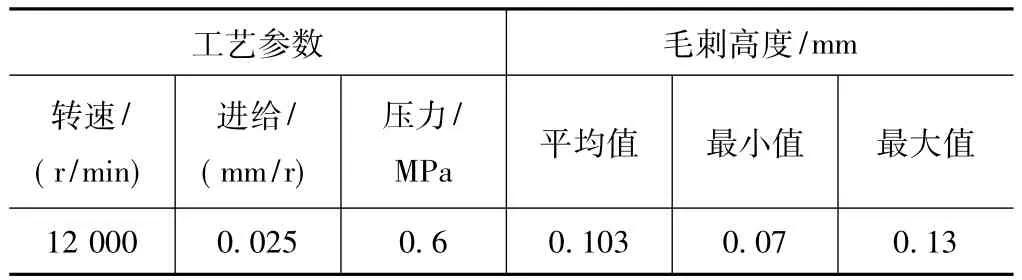
表8 驗證試驗結(jié)果
3 結(jié)語
(1)在單因素條件影響下:毛刺高度隨著主軸轉(zhuǎn)速的增大,呈現(xiàn)先增大,后減小,再增大的趨勢;進給量的增大導致毛刺高度不斷增大;而壓力的增大則導致毛刺高度先減小后增大。
(2)壓力作為工藝試驗的一項參數(shù)對于出刀面毛刺高度影響顯著,其余指標對出刀面毛刺高度的影響較為顯著。
(3)針對2Al2合金,結(jié)合工藝試驗結(jié)果,綜合考慮加工效率及毛刺高度,較優(yōu)的制孔工藝參數(shù)如下:壓力0.6 MPa,主軸轉(zhuǎn)速 12 000 r/min,進給量 0.025 mm/r。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
