全鋼子午線輪胎胎面擠出強制式口型板的設計技術
2018-07-21 03:31:28趙海
橡膠科技 2018年4期
趙 海
(寧夏神州輪胎有限公司,寧夏 石嘴山 753400)
輪胎是汽車安全的重要保障,如何讓輪胎具有更好的平衡性能和耐磨性能,是輪胎生產廠家關注的問題。胎面是輪胎重要的組成部件,胎面質量與輪胎性能密不可分[1-2]。胎面擠出壓力式口型板包括成套的預口型板和口型板,每種規格胎面都需配備一套相同擠出口的預口型板和口型板。生產不同規格胎面時,需同時更換配套的預口型板和口型板。預口型板和口型板屬于易損件,更換成本高,操作繁瑣,生產效率低。
本工作將全鋼子午線輪胎胎面擠出口型板改為強制式口型板,將擠出不同規格胎面的預口型板統一,縮短胎面規格變化時口型板的更換時間,提高了生產效率。
1 胎面擠出分析
1.1 剪切作用
在擠出機中,膠料經過流道、預口型板、口型板時受剪切作用形成粘性流體并產生入口效應(進入模具的膠料因收斂而出現流動壓力突然增大)和出口膨脹效應(離開模具的擠出部件因彈性回復而呈現橫截面尺寸大于口型尺寸),導致膠料通過口型板時兩邊與中間壓力不同,口型板不同部位開型系數不一致。
1.2 開口寬度
冠側膠、胎冠膠和基部膠在預口型板流道入口的開口寬度與其在擠出機頭流道口的開口寬度一致,才能使預口型板適用于各種規格胎面,同時根據不同規格胎面設計口型板型膠出口結構以控制胎面各層形狀。
1.3 擠出方式
常見的胎面擠出方式有兩種:壓力式和強制式。壓力式擠出是通過預口型板來控制基部膠的形狀和尺寸,強制式擠出是通過口型板下板開型來控制胎面形狀和尺寸(見圖1)。壓力式擠出依賴于預口型板,導致預口型板數量多,擠出效率低;強制式擠出取決于口型板下板形狀,可以大幅減少預口型板數量,提高擠出效率。

圖1 胎面口型板下板開型
2 口型設計不當造成的胎面缺陷
2.1 破邊
口型板對應邊部厚度的開型系數小會導致胎面破邊和基部膠厚度達不到設計要求,擠出速度無法提高。
2.2 凸臺
口型板下板開型系數大,會導致基部膠擠出壓力大,擠出時在胎面和基部膠搭接處出現凸臺。
2.3 氣孔和脫層
胎肩寬度的開型系數設計過大會導致擠出胎面氣孔多,密實度低,胎面質量不達標。口型板胎面總寬度開型系數設計過大會導致擠出胎冠與基部膠之間復合效果不佳,出現脫層。
3 強制式口型板設計要點
3.1 開型原則
由于出口膨脹效應,胎面在離開口型板時,中部厚度明顯增大,壓力提高。這是因為受兩邊膠料的擠壓,中間膠料縱向迅速膨脹,而橫向變化小。口型板開型系數取決于寬度系數,寬度系數直接影響胎面的厚度。本工作擬采用強制式擠出方式,固定口型板開型寬度系數。
3.2 統一預口型板
將預口型板統一為3-Y1強制式預口型板。口型板改進前每次更換預口型板的時間為3 min,每班需更換10次,每天更換預口型板的時間為90 min;改進后不需要更換預口型板,工作效率大幅提高。由于預口型板較重且溫度較高,此舉還減少了工作事故。
3.3 胎面尺寸
胎面結構和尺寸實例見圖2和表1。可以看出胎面為全封層結構,需要對口型板下板開型。采用恒比例開型,寬度開型系數設為85%,這樣可以確定胎面總寬度(A)、基部膠總寬度(A1)、胎肩寬度(B)、胎面各部位寬度(Wi)和厚度(Hi)、基部膠各部位寬度(wi)和厚度(hi)。
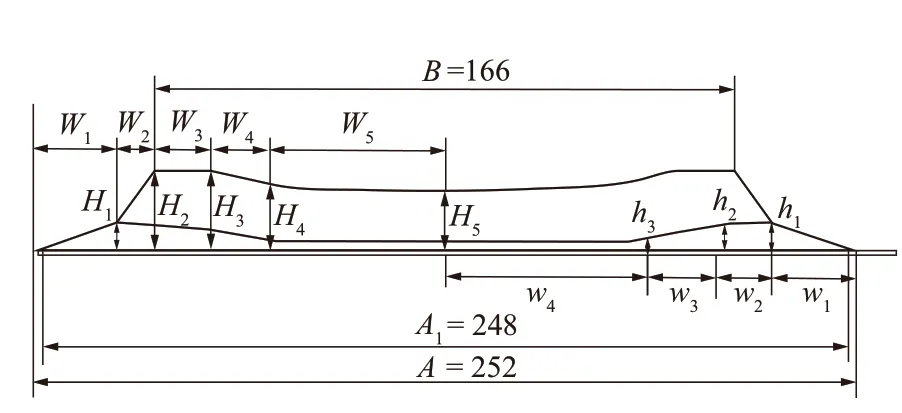
圖2 胎面結構示意
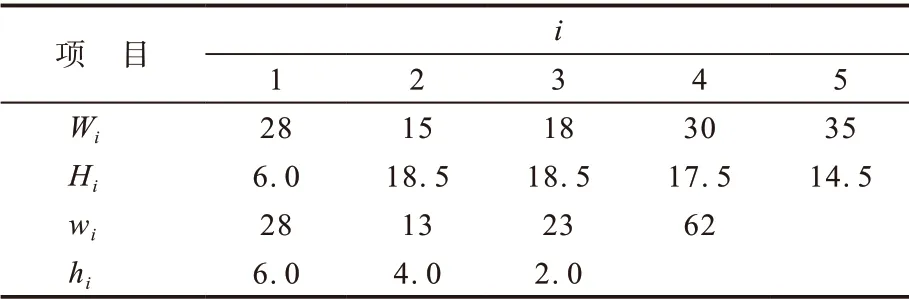
表1 胎面尺寸 mm
3.4 口型板開型
口型板開型應小于胎面尺寸,通過掃描得到胎面口型板開型圖(見圖3)。按照設計參數用電火花數控線對口型板進行切割。胎面為中心對稱圖形,將口型板中心定位后,在胎面開型寬度的一半處畫出切入位置。
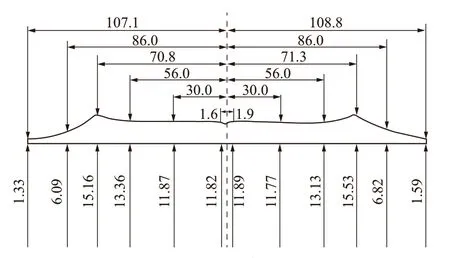
圖3 胎面口型板開型圖
4 胎面開型
4.1 胎面膠準備
將胎面膠通過Φ250擠出機送往開煉機返煉,保證胎面膠混煉均勻,通過控制冷卻水流量控制返煉溫度。將混煉均勻的膠料送往供膠開煉機,通過穩定供膠實現擠出過程壓力恒定。
4.2 胎面擠出
控制適宜的擠出溫度和擠出線速度,保證胎面擠出過程穩定,然后通過冷卻水槽使胎面完全冷卻。
4.3 調整尺寸
將采用圖3口型板的擠出胎面進行半成品掃描(見圖4),對尺寸不符合的點進行修理并繼續試制,待尺寸符合要求后重新計算開型系數。
圖4 胎面半成品掃描圖
5 結語
通過分析胎面膠經過擠出流道、預口型板、口型板時所受的剪切作用,將全鋼子午線輪胎胎面擠出口型板由壓力式改為強制式,通過采取統一預口型板、固定口型板開型系數、恒比例開型等措施,將胎面一次擠出不良率從改進前的5%降到改進后的3.5%,擠出胎面形狀和尺寸滿足設計要求,擠出過程穩定性好,胎面質量穩定,生產效率顯著提高。
