輪胎硫化設備及工藝研究進展
2018-07-22 06:50:16伍先安楊衛民
橡膠工業 2018年6期
關鍵詞:工藝
吳 畏,伍先安,楊衛民,安 瑛,譚 晶*
(1.北京化工大學 機電工程學院,北京 100029;2.輪胎設計與制造工藝國家工程實驗室,山東 威海 264200)
進入21世紀,隨著汽車工業和航空工業的高速發展,對輪胎的性能有了更高的要求,而硫化作為輪胎生產的關鍵環節,對輪胎產品性能起重要作用[1]。
輪胎硫化工藝目前已達到相當高的水平,硫化介質從蒸汽/過熱水向氮氣發展,采用的硫化膠囊具有高導熱性能,甚至有些企業提出不再使用膠囊進行硫化。輪胎硫化機經歷數十年的發展,液壓式硫化機已成為主角[2-3]。
1 輪胎硫化設備
硫化機的發展經歷了3個階段,從最初的立式水壓輪胎硫化罐到個體硫化機再到現在的輪胎定型硫化機。立式水壓硫化罐在國外起源于19世紀,主要用于生產斜交輪胎;而國內則在20世紀50年代從前蘇聯引入,當時的設計依據僅是前蘇聯留下的一些技術資料。
20世紀30年代,普通個體硫化機在英、美等國家問世,50年代出口到我國,我國為援緬工程曾設計過幾十臺1 143 mm(45英寸)個體硫化機。該硫化機采用曲柄連桿式機構,其最大的問題是硫化過程中不能直接實現裝卸胎、定型、開模/脫模、加壓鎖模、硫化等操作,與立式水壓硫化罐相比沒有明顯的優越性[4]。
隨著工業的發展和子午線輪胎的應用,德、美等國家在20世紀50年代推出了輪胎定型硫化機,并仍采用曲柄連桿式結構。相比原來的普通個體硫化機,最大的突破在于在機架中設置了中心機構,可在一臺設備上實現硫化裝胎、定型、鎖模、開模與卸胎等操作自動化。輪胎定型硫化機的出現是輪胎硫化工藝和設備的一次革命,不僅提高了硫化質量,也實現了多機合一、多工序合一和自動化生產[5]。
20世紀80年代初,液壓定型硫化機應運而生,先后由德、美等國家推出。液壓式硫化機采用柱塞-油缸式的中心結構,相比機械式硫化機,它的機架結構緊湊,受力均勻,具有良好的對中性,運動平穩、操作簡單,硫化出的輪胎質量普遍較高;硫化效率和模具精度高,使用壽命長[6],十分適用于硫化子午線輪胎。目前,國外具有代表性的輪胎定型硫化機有美國McNeil公司的B型硫化機、NRM公司的A型硫化機、德國克虜伯和Herbert的液壓傳動型硫化機[7]。液壓式硫化機已在發達國家全面推廣,輪胎硫化機進入液壓時代[8]。
我國由于起步較晚、前期受國外技術限制,對輪胎定型硫化機的研究耗費了大量人力物力,發展過程尤為曲折。改革開放以后,以上海大中華橡膠廠、上海正泰橡膠廠和桂林橡膠機械廠等為代表的廠家開始從日本引進機械式輪胎定型硫化機,通過消化吸收國外技術,直到20世紀90年代設計并生產的有自主知識產權的機械式硫化機才基本滿足生產要求[9-10]。國內正在使用的機械式硫化機主要有以下幾種:曲柄連桿式、垂直翻轉式、垂直平移式和垂直升降式。
湛江機械廠和益陽橡塑機械廠分別于1992和1995年引進三菱重工的PC-X43R300-R1B型液壓輪胎定型硫化機和日本神戶制鋼公司的CUEX-51系列液壓輪胎定型硫化機,此后,國內對使用液壓式硫化機的優越性才有了共識。國內許多企業也紛紛加入液壓硫化機的開發生產,目前已有數十家企業擁有生產液壓硫化機的能力,并且出口到國外幾家著名輪胎企業。毫無疑問,液壓硫化機將成為輪胎硫化設備的主流產品[11-12]。
盡管如此,在過去的幾十年,機械式硫化機一直是國內輪胎廠的主流設備,通過改進大大提高其精度,輪胎的硫化質量基本能達到要求。而液壓硫化機配套部件大多需要進口,成本較高,國內輪胎廠并未完全進行更新換代,在淘汰部分機械式硫化機的情況下,也引進了一些液壓硫化機,多引進自克虜伯公司。雖然我國液壓硫化機的設計制造技術已接近世界水平,但是在國內輪胎廠的全面推廣還需要一定的時間[13]。
青島科技大學呂柏源教授在21世紀初提出了自己構思了30多年的一種新結構輪胎定型硫化機——電動螺旋輪胎定型硫化機[14]。該硫化機為框架式結構,在框架頂部設有電動傳動系統,并與螺旋副連接,螺旋副帶動上模開合模及鎖模,如圖1所示。設備運行平穩、結構緊湊。與傳統機械式輪胎定型硫化機相比,該硫化機可節省鋼材40%~50%,減少占地面積20%,開發潛力很大,但螺旋副開合模速度慢,影響生產效率[15]。

圖1 電動螺旋輪胎定型硫化機
2 輪胎硫化工藝
硫化工藝對輪胎質量有直接影響。事實上,硫化工藝的研究與硫化機的發展是相輔相成的。國內外對硫化工藝進行了不斷的探索,輪胎硫化機在整個輪胎生產過程中作為主要耗能設備,減少能耗、提高使用性能的研究也不容忽視[16-18]。
從技術條件來說,硫化工藝最初使用的是等溫等壓硫化。等溫等壓硫化過程中溫度和壓力一直保持穩定值,這種方法能耗高,能源利用率低,并且由于正硫化時間長,容易造成過硫化。之后發展為等壓變溫硫化。相比等溫硫化,其外模開始加熱溫度更高,保持一段時間后再降至與等溫硫化外模相同的溫度至硫化結束。硫化初始階段溫度較高可強化傳熱,實現內部快速升溫,能有效縮短硫化時間;后期降溫又可提高硫化均勻性。目前等壓變溫硫化已被國內外全面采用。
從硫化介質來說,硫化工藝經歷了以下幾個階段:過熱水硫化、蒸汽/過熱水硫化、蒸汽硫化、蒸汽/氮氣硫化。過熱水硫化方式需要通入一定壓力的過熱水,在穩定的壓力和溫度下保持不間斷流動,該過程需要消耗大量能量,但只有很小一部分被吸收,硫化時間長、能源利用率極低。而蒸汽/過熱水硫化時,先通入高溫蒸汽,使膠囊快速升溫,再通入一定壓力的過熱水。該工藝內壓較高、介質穩定,輪胎硫化質量較高。缺點與過熱水硫化相同,硫化溫度低、硫化時間長,能源利用率稍好于過熱水硫化。蒸汽硫化能實現較高的硫化溫度,生產效率和能源利用率均得到提高。但蒸汽壓力偏低,輪胎質量難以保證。鑒于此,蒸汽/氮氣硫化工藝應運而生,其開始階段與蒸汽硫化相同,通入高溫高壓飽和蒸汽,保持一段時間后再通入壓力更高的氮氣,保持穩定直至硫化結束。相比蒸汽硫化,該工藝不僅保留硫化溫度高的特點,還提高了硫化壓力,硫化時間縮短10%~20%,能耗降低60%,更提高了輪胎質量[19]。目前蒸汽/氮氣硫化已被很多輪胎廠家采用。
除此之外,還有一些新型硫化方式,如采用惰性氣體或者輻射硫化等。輻射硫化是選用γ射線或電子束對橡膠進行輻射交聯,并且均勻地穿透整個產品,形成均勻的網絡結構,在常溫下即可完成硫化,硫化產品尺寸穩定[20-22]。電加熱、電磁感應加熱也是新興的加熱方式,這些新型的硫化方式均具有節能、無污染和效率高的特點[23]。
從內加熱工具來說,從傳統的水胎發展到膠囊,膠囊硫化操作更簡便、自動化程度高,而且傳熱快、縮短了硫化時間,使用壽命更長。這些年硫化膠囊也得到了充分的發展,通過改變膠囊的制作工藝和膠料配方等方式,提高了膠囊的導熱效率,使用壽命也從最初的一兩百次提高到了五六百次。盡管如此,膠囊的壽命終歸有限,作為柔性體所提供的壓力較低也影響了輪胎質量,從而局限了膠囊硫化的發展。因此,采用某種方式取代膠囊的作用,不僅可以節約大量優質膠料,也能簡化硫化機結構和操作工序,目前已成為研究重點[24-25]。例如,輪胎無膠囊定型硫化工藝就是一個新的研究方向,該工藝的特點基于現有的輪胎硫化機,將中心機構上的膠囊替代為上下輪緣嚙合機構。輪胎硫化時,上下輪緣嚙合機構夾緊胎坯輪緣,輪胎內腔采用氮氣硫化,直接向預硫化氣密層內通入介質,輔以電磁感應加熱外模,取代傳統過熱水或蒸汽傳熱介質。國內北京化工大學和桂林橡膠設計院都在對無膠囊定型硫化工藝進行研究[26]。
不用膠囊而直接向胎坯充入介質硫化輪胎的方法很早之前就已提出,但因技術缺陷影響輪胎硫化的質量,且內表面也不夠光滑平坦,故一直未應用于工業生產。主要原因是當時的硫化工藝仍采用蒸汽/過熱水作為硫化介質,直接將其通入胎坯會導致水汽透過,這就要求在胎坯內表面增加1.5 mm厚的密封膠層,使優質膠料的消耗量比使用膠囊還高出幾倍;由于沒有膠囊,在固定夾緊胎坯時,輪緣易受壓變形影響硫化質量。
然而,在現在的硫化工藝中,氮氣取代蒸汽/過熱水作為硫化介質,因此就不需要在胎坯內表面增加密封膠層,并且在成型階段預硫化定型的胎坯進入硫化過程時也不會由于夾緊而使輪緣變形嚴重,再輔以電磁感應加熱外模具,可提高加熱效率,節能環保。
國內外輪胎企業和研究機構已提出使用高剛性的內模具來替代膠囊,高剛性結構的內模具能提供更高的硫化壓力,適用于高性能的子午線輪胎硫化。如倍耐力MIRS技術、住友橡膠提出的NEO-T01技術、北京化工大學的直壓硫化技術和福建華橡自控技術股份有限(以下簡稱華橡自控)提出的ABCD技術等。米其林公司也對采用剛性內模具取代膠囊硫化進行了研究,但是相關技術并未公開。
3 輪胎硫化設備及工藝的最新發展
自21世紀初開始,國外幾家著名輪胎企業對輪胎制造工藝研究的重心已不在傳統生產工藝的改進,而是致力于自動化生產系統。具有代表性的有大陸MMP技術、固特異IMPACT技術、普利司通ACTAS技術、倍耐力MIRS技術和米其林C3M技術等[27-29]。其中MMP技術、IMPACT技術和ACTAS技術等仍采用膠囊傳熱,基本都采用氮氣硫化方式[30-31]。而米其林C3M技術的區別在于胎坯在成型過程中即被始終處于加熱狀態的成型鼓預硫化,硫化開始前即定型[32]。在硫化工序中采用電加熱方式,摒棄了復雜的管路,同時更節能環保[33-34]。
3.1 倍耐力MIRS技術
倍耐力MIRS技術[28,35-37]是積木式集成自動化系統(Modular Integrated Robotized System)。該自動化系統涉及整個生產過程。MIRS技術只有3道工序:預制、成型和硫化,因此具有高靈活性、精度和質量,同時大大節省工作時間,提高了工作效率[38]。
MIRS技術中的硫化工藝與傳統硫化工藝有很大區別,該系統不再需要膠囊,用胎坯氣密層代替膠囊進行硫化,工藝設備如圖2所示。
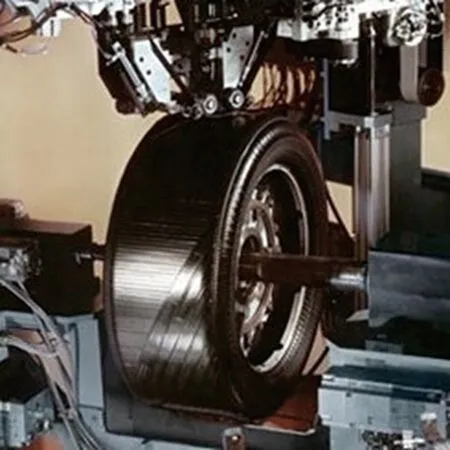
圖2 MIRS技術工藝設備
在MIRS系統中,輪胎成型機工作的同時,轉盤式的硫化機組跟隨同步旋轉工作,在預熱的成型鼓上胎坯被預硫化,胎坯和成型鼓從成型機上脫離,一起放入硫化機內進行硫化;高壓氮氣通入成型鼓腔內,氮氣通過鼓壁的通氣孔逸出到鼓面,胎坯脹大,使胎坯脫離成型鼓面并緊貼在花紋塊內壁;高壓氮氣提供硫化所需的壓力,膠囊的作用被已預硫化的胎坯氣密層取代。與傳統硫化工藝一樣,該技術仍采用蒸汽加熱。硫化完成后,將輪胎連同成型鼓一起取出,成型鼓收縮后,即可取出成品輪胎。而成型鼓則直接送回成型工序繼續 使用[39]。
3.2 住友橡膠NEO-T01技術
住友橡膠從20世紀末開始著手新工藝的研發工作,自2008年開始啟動新工藝研發項目“NEO-T01”,目前已研發成功[40]。
NEO-T01技術主要有3項關鍵改進:金屬芯工藝、全自動連接控制和高剛性構造。金屬芯工藝是其最關鍵技術,如圖3所示,輪胎從成型到硫化的生產過程都是在與成品輪胎內側尺寸相符的高剛度金屬芯上進行,計算機系統控制整個生產和加工全過程,部件精度達到0.01 mm。金屬芯工藝實現了成型和硫化的一體化操作,硫化過程中不再需要膠囊,簡化了操作工序,大量節約制造膠囊的優質膠料。而高剛性構造保證硫化壓力,使輪胎的高速均勻性和動平衡性能得到提升。

圖3 NEO-T01的金屬芯
3.3 輪胎直壓硫化技術
為提高國內輪胎企業的自主創新能力,推動我國輪胎工業技術進步,自2013年起,北京化工大學聯合三角集團有限公司共同開展了高性能低斷面輪胎直壓硫化技術的研究。輪胎直壓硫化樣機如圖4所示,該技術利用自主研制的高剛性內模具,取代B型中心機構上的硫化膠囊,內模具在連桿機構的驅動下可實現大幅徑向漲縮,以滿足裝卸胎的需要。輪胎直壓硫化技術的另一大亮點是內模具采用電磁感應加熱,從而省去了蒸汽、過熱水等傳統導熱介質,實現了輪胎的“綠色制造”。試驗證明,硫化壓力可提高25%,輪胎動平衡性和均勻性提高30%,節能40%,可顯著改善膠料在熔融狀態下的流動分布[41-42]。
圖4 輪胎直壓硫化樣機
輪胎直壓硫化技術的第二代產品采用新一代導軌式內模具,結構如圖5所示,相比第一代連桿式結構,結構更穩定,強度和精度更高[43-45]。內外模均采用電磁感應加熱的新結構輪胎直壓硫化機實現了硫化壓力和硫化溫度的分離控制。

圖5 輪胎直壓硫化機新一代直壓機構
3.4 ABCD技術
華橡自控在2011年提出了ABCD技術,即隨行成型鼓(Accompanying Building & Center Drum)技術[46]。該技術與倍耐力的MIRS技術有相似之處,二者均采用隨行成型鼓取代胎體成型的軟體機構和硫化成型的中心膠囊,使胎體成型與硫化全過程均在隨行成型鼓上進行,保證尺寸和輪廓的準確性,并且采用電磁感應加熱的電熱油作為加熱介質,這點與MIRS技術有所不同。
4 總結與展望
硫化設備和工藝的研究與輪胎的快速發展密不可分。現階段液壓硫化機已成為發展趨勢,隨著我國輪胎工業的發展,國內也將逐步進入液壓時代。目前,我國液壓硫化機的研制和生產技術已經完全可以滿足國外著名輪胎企業對輪胎硫化的要求,這對國內橡機廠進入全球市場、擴大自身影響力是一個良好的發展機遇。
與此同時,國內外對硫化工藝的創新發展也進行了大量研究,主要以節能、高效、高性能為發展方向,在目前蒸汽/氮氣硫化得到普遍認可的情況下,電加熱或電磁感應加熱也提供了一種新思路。而摒棄膠囊的使用或者以高剛性金屬結構代替膠囊則成為研究熱點。我國的輪胎硫化工藝經過近些年的發展,與發達國家的技術差距正在不斷縮小,但要完全打破國外的技術封鎖,大力提倡自主創新顯得尤為重要。新技術的研究對國內外輪胎工業的進步都具有重要的推動作用。
隨著目前國外許多概念輪胎制造技術的興起,未來的輪胎制造將朝著全自動化、智能化、網絡化方向發展。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
