椎間融合器金屬粉末注塑成型最佳燒結溫度實驗研究
2018-07-22 15:42:10邊慧光胡紀全晁宇琦汪傳生
橡膠工業 2018年1期
邊慧光,胡紀全,晁宇琦,蔡 寧,汪傳生
(青島科技大學 機電工程學院,山東 青島 266061)
金屬粉末注塑成型是從塑膠注射成型行業中引伸出來的新型粉末冶金成型技術[1]。該技術集塑料注射成型成本低廉、可以生產各種復雜形狀制品的特點,通過最大限度地提高金屬粒子的含量并且在隨后的燒結過程中完全除去粘結劑以使成形坯致密化,可達到制成所需高強度產品的目的[2-3]。一些體積較小、外形復雜且用量較大的金屬制品很難用傳統加工手段大批量生產,尤其在醫療方面,例如外科手術所用的椎間融合器。而粉末注射成型技術中,燒結是最后一道工序,對產品的最終性能起著決定性的作用[4-5]。燒結工藝如果控制不好,一方面會導致金屬制品熱損傷,另一方面會導致變形和開裂等缺陷,對金屬制品外形及力學性能產生影響[6-7]。因此,確定金屬制品最佳燒結溫度對提高金屬制品性能具有重要意義。
本工作利用喂料流動性能試驗確定的最佳喂料配方在試樣模具上進行燒結試驗研究,得到所用配方喂料的最佳燒結溫度,從而為成功研制金屬粉末注塑成型不銹鋼椎間融合器奠定基礎。
1 實驗
1.1 原材料
316L不銹鋼粉末,牌號為OOCr17Ni14Mo2,粒徑22 μm,松裝密度2.9 Mg·m-3,搖實密度3.8 Mg·m-3,Cr,Ni,Mo,Mn,C元 素 質 量 分 數 分 別為0.176 5,0.142 0,0.024 2,0.008 2,0.000 3,長沙天久金屬材料有限公司產品。石蠟(PW)基粘結劑體系[8],選用硬脂酸作為能夠在粘結劑與金屬粉末之間建立聯系的表面活化劑,其他調節強度與粘性的組分選擇乙烯-醋酸乙烯酯共聚物(EVA)、聚丙烯(PP)、聚甲醛(POM)和環氧大豆油(ESO)。
1.2 試驗配方
根據喂料流動性能試驗確定最佳喂料配 方[8]。每100 g喂料中配方組分及含量(g)為:316L不 銹 鋼 粉 末 92.6,EVA 1.628,PP 1.332,POM 1.628,PW 2.22,硬脂酸 0.148,ESO 0.444。
316L不銹鋼粉末的體積分數為0.6。在溫度為180 ℃、載荷為2.2 kg的條件下所測金屬喂料的熔融指數為3.62 g·min-1。
1.3 主要設備和儀器
X(S)M-1.7L型高剪切同步轉子實驗密煉機,青島科技大學自制;170S 125-30型精密注塑機,德國Arbrug公司產品;RH2000型毛細管流變儀,英國Bohlin公司產品;UT-2060型拉力試驗機,中國臺灣優肯科技股份有限公司產品;GSL-1700S型管式燒結爐,硅鉬棒加熱,可加熱到1 800 ℃,爐膛為剛玉管,在燒結時通氮氣保護,上海皓越電爐技術有限公司產品。
1.4 試樣制備
采用密煉機制備金屬喂料,混煉條件為:填充因數 0.6,壓砣壓力 0.6 MPa,密煉室溫度 120 ℃,轉子轉速 70 r·min-1,混煉時間 30 min。混煉工藝為:在70 ℃下將316L金屬粉末與EOS、PW和硬脂酸加熱共混15 min,再投入EVA,PP和POM混煉15 min。各材料投放時間間隔為2 min。
1.5 測試分析
(1)拉伸對比試驗:采用拉伸試樣根據GB/T 228.1—2010《金屬材料 室溫拉伸試驗方法》測試拉伸強度。
(2)彎曲強度對比試驗:將彎曲試樣放在兩端支撐物上,利用萬能材料試驗機在中間施加壓力。控制試驗機的位移量,將試樣壓彎2 mm,記錄此時試驗機所受到的反作用力。
(3)沖擊對比試驗:將沖擊試樣放在擺錘下,保證擺錘每次在同一高度下落,利用擺錘的沖擊力沖彎試樣,測量試樣的彎曲變形量。
(4)相對密度測量:測量試樣的相對密度,分析制品燒結的緊密度。
(5)金相組織分析:采用掃描電子顯微鏡對最佳燒結溫度與傳統機械加工工藝得到的316L不銹鋼材進行金相組織對比,分析材料的微觀差異。
2 結果與討論
在燒結過程中,如果燒結溫度過高,坯體會發生變形、軟化、過燒膨脹,造成燒結事故;如果溫度過低,則會出現燒結不成形、致密度較低、空隙大的問題。燒結后制品的物理性能直接反映燒結溫度合適與否。
為了探究試驗配方喂料的最佳燒結溫度,用已經催化脫脂爐脫除粘結劑的試樣在燒結爐中進行燒結試驗。在不同燒結溫度下對同樣工藝下獲得的脫脂注射件進行燒結,選用的燒結溫度為 1 050,1 150,1 250和1 350 ℃。
燒結結束后,對不同燒結溫度下得到的拉伸試樣、彎曲試樣和沖擊試樣進行對比,以確定試驗配方的最佳燒結溫度。利用燒結試驗中得到的最佳試樣與機械加工法得到的試樣同時進行試驗,對比分析配方喂料的力學性能是否達到使用要求,并觀察金屬粉末注塑成型最終燒結的316L不銹鋼材與普通機械加工工藝得到的不銹鋼材的金相組織,對比分析微觀差異。
2.1 物理性能
用燒結爐在不同溫度下燒結試樣(相同溫度下燒結3次),并進行超聲波清洗,然后進行物理性能測試,試驗結果如表1所示。
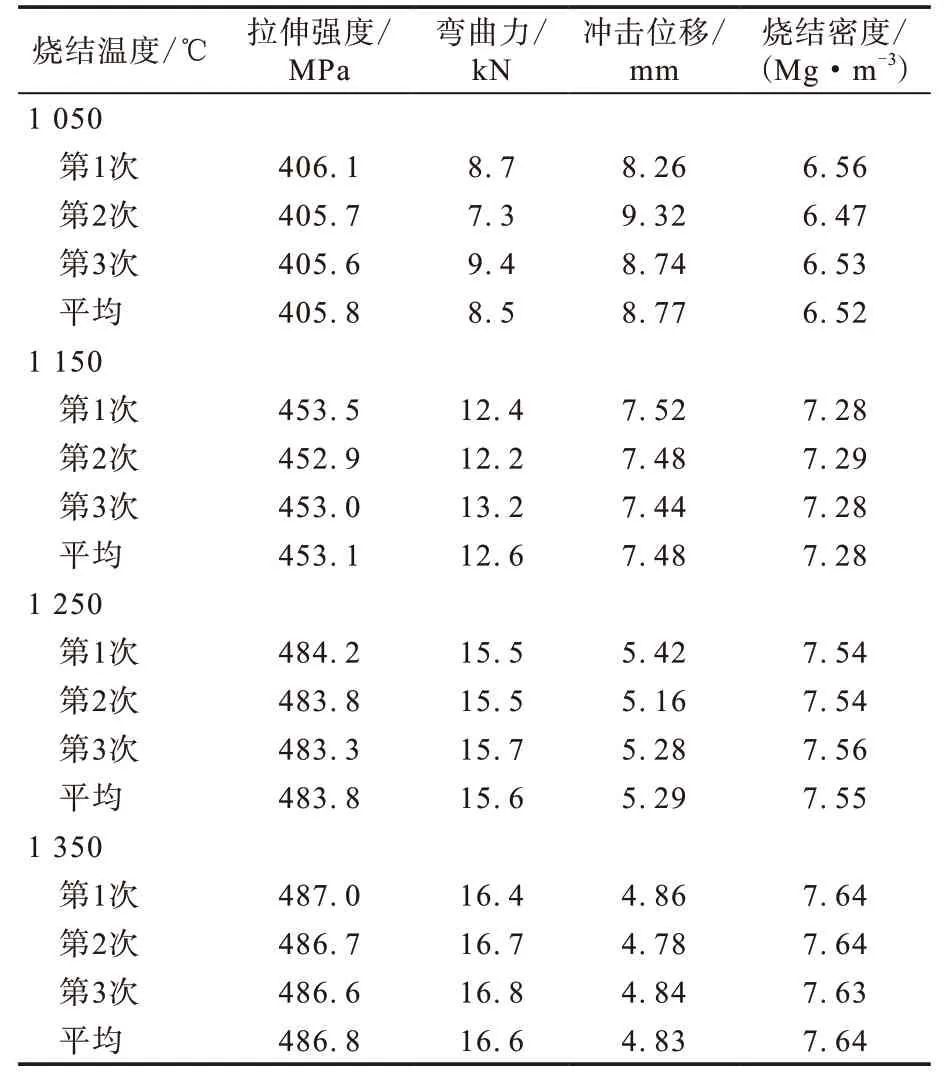
表1 燒結試驗結果
機械加工316L不銹鋼的拉伸強度、彎曲力、沖擊位移和燒結密度分別為502.7 MPa,17.3 kN,4.42 mm和7.91 Mg·m-3。
根據表1數據分析,可以得到下述結論。
(1)隨著燒結溫度的升高,316L不銹鋼粉末燒結制品的各項物理性能都會提高。
(2)拉伸強度隨著燒結溫度提高而增大。燒結溫度在1 250 ℃以下時,拉伸強度隨著燒結溫度升高急劇增大;燒結溫度高于1 250 ℃后,拉伸強度略有升高,基本達到穩定狀態。
(3)彎曲力隨著燒結溫度升高而增大,燒結溫度在1 250 ℃以下時,彎曲力隨著燒結溫度升高急劇增大;燒結溫度高于1 250 ℃后,彎曲力上升緩慢,即將趨于穩定狀態。
(4)沖擊位移隨著燒結溫度升高而減小,燒結溫度在1 250 ℃以下時,沖擊位移隨著燒結溫度升高急劇減小;燒結溫度高于1 250 ℃后,沖擊位移減小緩慢,即將趨于穩定狀態。
(5)燒結密度隨著燒結溫度升高而增大,燒結溫度在1 150 ℃以下時,燒結密度隨著燒結溫度升高急劇增大;燒結溫度高于1 250 ℃后,密度增大緩慢,基本達到最大值;當燒結溫度為1 350 ℃時,密度為7.64 Mg·m-3。假設以所測機械加工316L不銹鋼的密度7.91 Mg·m-3為材料密度的理論值,則燒結溫度為1 350 ℃時的燒結密度為理論值的96.6%。
由上述燒結試驗結果分析可以看出,在燒結溫度為1 350 ℃時,燒結性能最優。
與普通機械工藝得到的316L不銹鋼相比,燒結溫度為1 350 ℃時燒結的316L不銹鋼的各項性能都略低,但差異不大,這與燒結成型后可能存在的孔隙有關。金屬粉末注塑成型制備的316L不銹鋼完全可以作為不銹鋼椎間融合器的材料。
2.2 微觀分析
選取沒有試驗且在1 350 ℃下燒結的316L不銹鋼與傳統機械工藝316L不銹鋼進行金相組織對比,微觀衡量材料的區別,如圖1所示。
從圖1可以發現,兩種不同工藝得到的316L不銹鋼的金相組織差異不大,都為奧氏體,晶粒形貌及粒度大小基本一致。
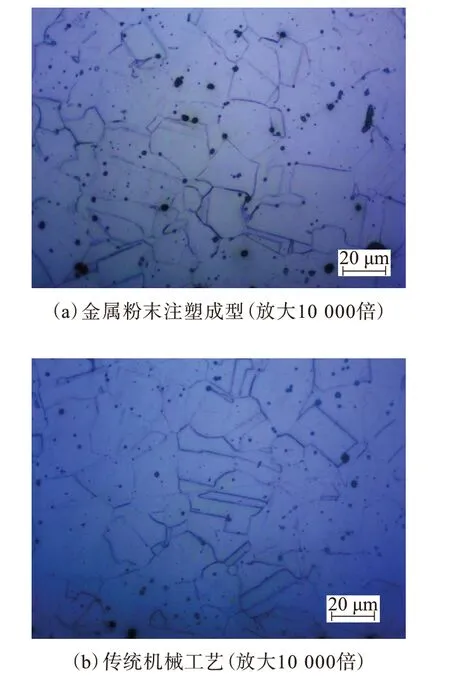
圖1 不同成型工藝316L不銹鋼金相組織對比
3 結論
以316L不銹鋼粉末和粘結劑為原料,采用喂料流動性能試驗確定的最佳喂料配方進行最佳燒結溫度試驗研究。結果表明,所用配方的最佳燒結溫度為1 350 ℃,此溫度下燒結的316L不銹鋼制品的物理性能最優,其拉伸強度為486.8 MPa,燒結相對密度達到96.6%,物理性能和金相組織與普通機械工藝得到的316L不銹鋼差異不大。
利用椎間融合器模具注射工藝試驗得到的最佳注射工藝和本喂料試驗得到的最佳燒結溫度,可加工出不銹鋼椎間融合器,解決了傳統機械加工方法加工椎間融合器周期長且成本高的問題。本研究有助于將金屬粉末注塑成型技術擴展到醫學領域,使其得到更大的發展和推廣。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
制造技術與機床(2015年10期)2015-04-09 07:06:00