T91膜式壁焊縫縱向裂紋缺陷控制
2018-07-25 05:24:58郝瑞華文重明
山西化工 2018年3期
郝瑞華, 文重明
(太原鍋爐集團有限公司,山西 太原 030008)
引 言
T91鋼為中高合金鋼,組織為回火馬氏體,由于具有良好的耐高溫性能和蠕變性能,大量應用于大參數電站鍋爐的過熱器、再熱器系統的膜式壁、蛇形管、集箱以及管道等。在鍋爐制造行業中,T91膜式壁焊接一直是制造難點,該鋼淬硬性強;膜式壁由于結構原因,拘束度大;導致T91膜式壁在制造中容易出現裂紋等嚴重缺陷。本廠在T91膜式壁制造中,發生一起嚴重焊縫縱向裂紋缺陷事故,通過試驗分析確定了缺陷產生的原因,并制定了相應的糾正措施從而防止了類似缺陷的發生[1]。
1 裂紋缺陷分析
1.1 產品情況簡述
T91膜式壁管子材質SA213-T91,Ф51×7.5 mm;扁鋼材質SA387-Gr91,δ6×12 mm;膜式壁長度18 m左右;膜式壁結構形式見圖1。
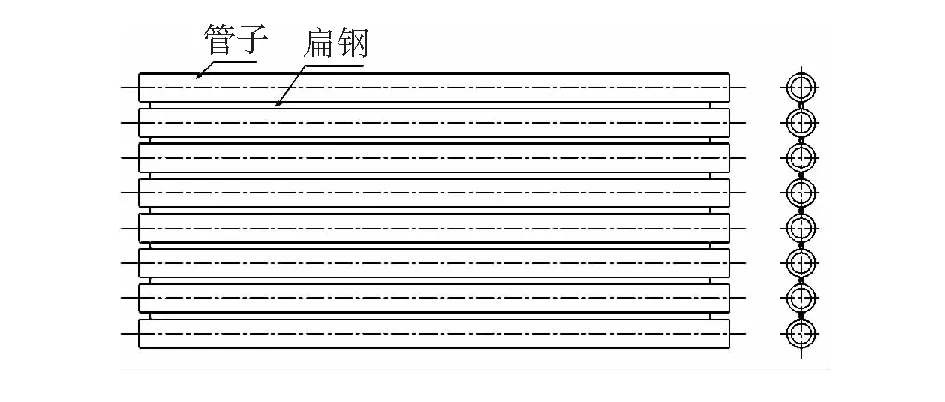
圖1 膜式壁示意圖
1.2 裂紋情況簡述
該令號產品在采用單面焊接時(即僅采用上槍焊接后翻片焊接),在翻片焊接完成后,膜式壁后焊側角焊縫中央位置立即出現多處長度為3 m~5 m的縱向裂紋缺陷,見圖2。
產品采用雙面同時焊接時,焊后未出現裂紋缺陷,膜式壁經過整體退火后,焊縫出現多處大長度縱向裂紋缺陷,裂紋缺陷長度多為3 m~5 m。
從該批產品上取不同位置焊縫(無裂紋位置、有裂紋位置、修復位置)取樣進行宏觀金相、微觀金相分析,發現所有位置焊縫根部均有微裂紋,根部微裂紋沿角焊縫中央位置向外擴展,角焊縫50×微觀金相見圖3。
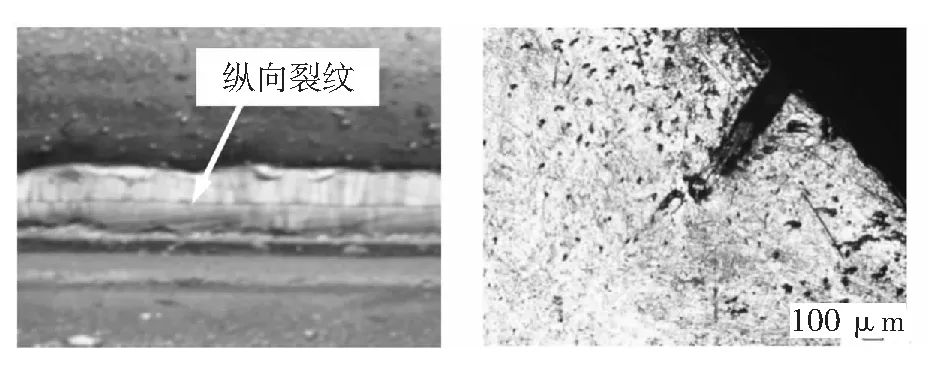
圖2 焊縫縱向裂紋 圖3 根部微裂紋微觀金相50×
1.3 缺陷產生原因分析
1.3.1 裂紋形貌分析
從產品單面焊、雙面焊的裂紋情況的產生時機,以及產品角焊縫宏觀、微觀金相試驗可以看出,裂紋產生于室溫或高于室溫的溫度,裂紋起源于焊縫底部坡口間隙端頭的應力集中處,即角焊縫根部未焊透位置,且沿角焊縫中央向焊縫表面擴展,或貫通整個焊縫高度,或止于焊縫表層下的區域中。從裂紋形態看,裂紋寬度比較寬,尖端圓鈍,不尖細。裂紋邊沿平滑,呈直通發展,無微小裂縫短程串接的特征,屬熱應力裂紋特征,見第72頁圖4[2]。
熱應力裂紋是由于收縮應變超過材料形變能力所引起的裂縫。產生熱應力裂縫的力學因素是由加熱與冷卻不均所導致的不均勻熱應變與由于剛性固定,收縮應變在缺口處的應力集中所引起的應力狀態。從力學因素的作用來分析,如果收縮應變量足夠大,或者應變集中到可以在不同溫度下發生應變量超出金屬形變能力的情況,這就有可能使裂紋萌生與發展[3]。
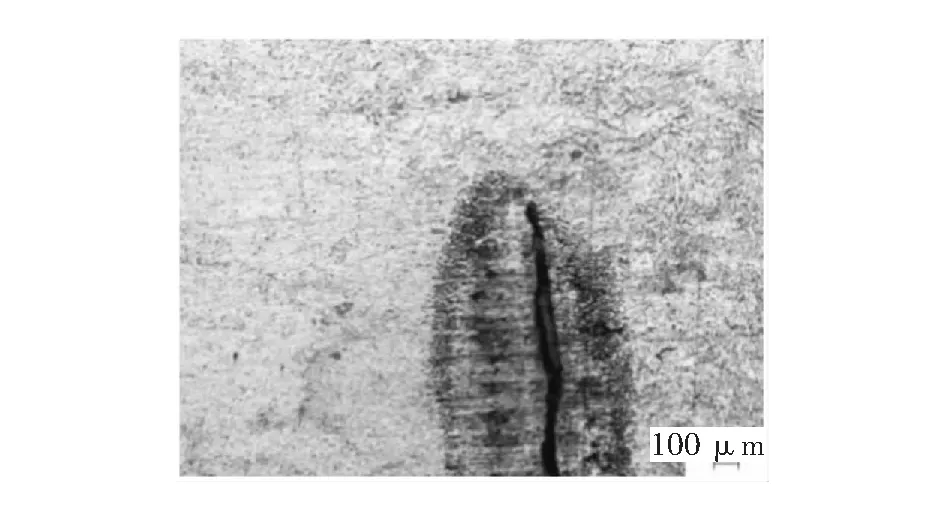
圖4 裂紋端部形態
1.3.2 制造工藝分析
本廠T91膜式壁制造為20極MPM單元屏焊接、組屏;焊前單元屏整寬、整長預熱,預熱溫度200 ℃~250 ℃,焊后立即采用保溫棉覆蓋緩冷;焊接參數上槍220 A~260 A,下槍200 A~250 A,焊接速度650 mm/min~700 mm/min,焊絲為ER90S-B9 ,直徑Ф1.2 mm。經過行業內T91膜式壁制造調研,均認為本廠T91膜式壁制造工藝、工裝等均已處于行業內T91膜式壁領先水平。
1.3.3 焊材分析
本次制造所使用的ER90S-B9 Ф1.2 mm焊絲為國內某制造廠商,對其進行化學成分分析,結果見表1;對其進行熔敷金屬力學性能試驗,結果見表2。
從表1可以看出,本次制造所用的焊絲,其化學成分符合標準要求,雜質P含量已經接近標準的極限值;從表2可以看出,其熔敷金屬斷后伸長率低出標準值4%,不符合標準要求。
1.3.4 產品結構分析
膜式壁產品為多條大長度的縱向焊縫,焊縫坡口形式為非全焊透坡口形式,其焊縫拘束度大,焊縫根部未焊透位置易產生應力集中。
1.3.5 綜合分析
綜合分析,T91膜式壁由于結構原因,非全焊透坡口形式的焊縫拘束度大,焊縫根部未焊透位置易產生應力集中,再加上本次產品制造所使用的焊絲的焊縫韌性較差,由于冶金因素控制的材料的強度與塑性較低,焊縫在冷卻過程中發生收縮應變的應變量超過了材料形變的能力,導致角焊縫根部出現微裂紋,微裂紋從根部擴展至焊縫表面。這種也可以作為裂源在熱處理過程中繼續擴展或引發二次裂紋的產生和擴展。
2 焊接工藝試驗驗證
2.1 選購焊材
根據產品裂紋缺陷分析,采購國外某制造廠商ER90S-B9 ,Ф1.2 mm焊絲,焊材回廠后進行化學成分分析和熔敷金屬力學性能試驗,與上批焊材對比結果見表1、表2。

表1 焊絲化學成分分析對比(質量分數,%)
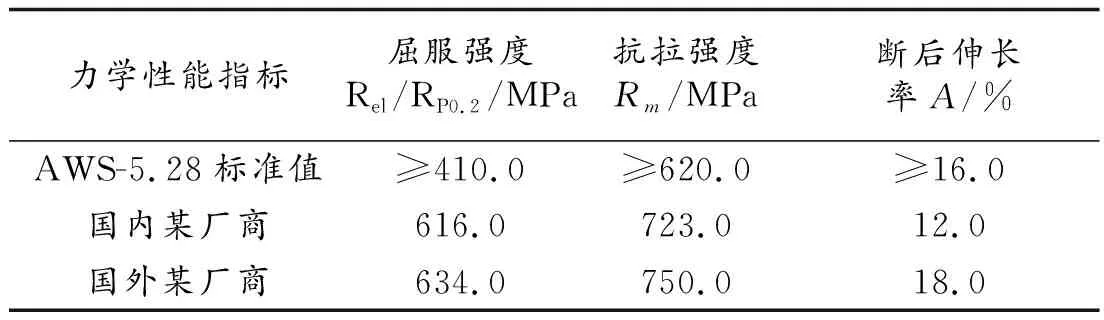
表2 焊絲熔敷金屬力學性能對比
從表1、表2可以看出此次采購的焊絲優于缺陷產品所使用的焊絲。S、P含量低,焊絲熔敷金屬力學性能優良,在保證強度合格的前提下,斷后伸長率A(%)優于缺陷產品所使用的焊絲,高出標準要求2%。
2.2 焊接試驗分析
根據焊縫裂紋缺陷分析,采用兩種焊絲和坡口形式,模擬產品形式進行多組焊接試驗,具體試驗內容及結果見第73頁表3。
從表3中可以看出,采用缺陷產品所使用的焊絲進行模擬試驗,無論是單面焊、雙面焊,焊縫表面、根部均出現大量縱向裂紋缺陷;采用新購焊絲進行模擬試驗,焊縫表面均未出現裂紋缺陷,進行宏觀金相,焊縫根部局部有微裂紋缺陷;管子與扁鋼坡口形式變更為焊透型的坡口形式(扁鋼兩側開K形坡口)后,焊縫根部焊透,焊縫無缺陷。
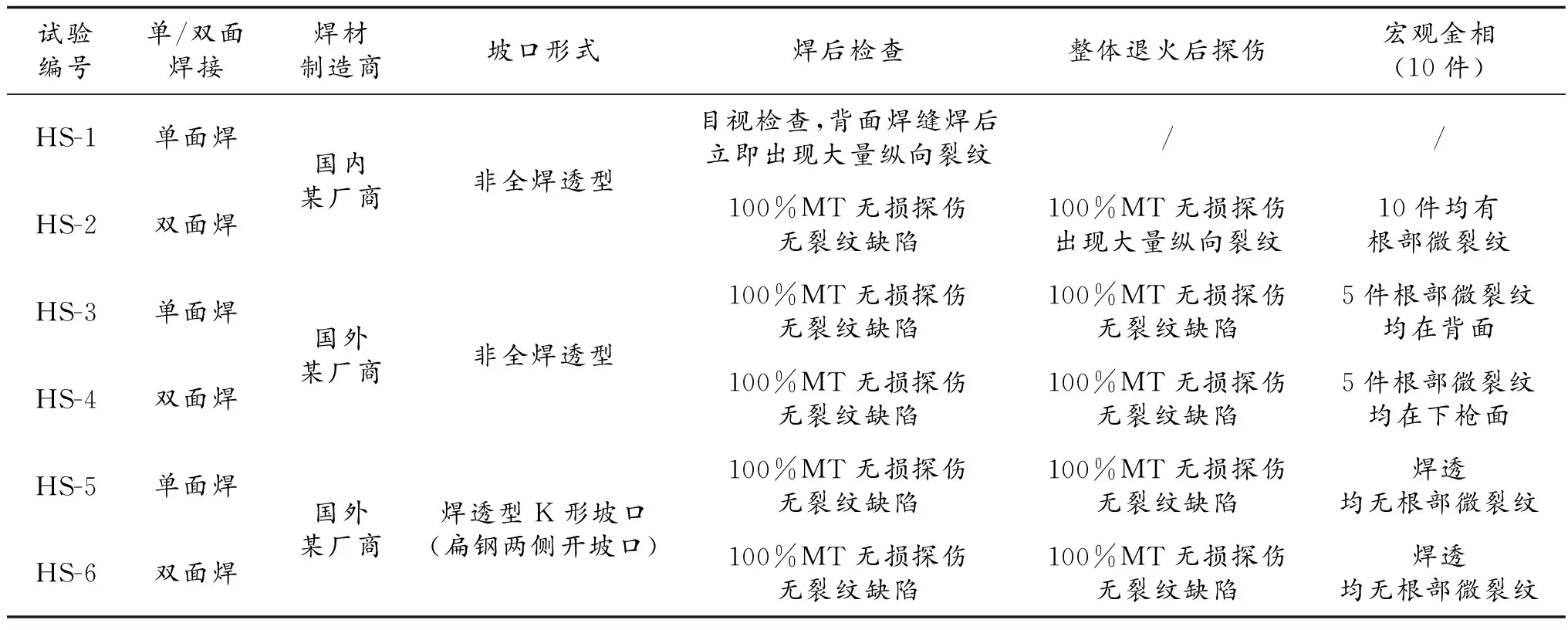
表3 模擬產品焊接試驗
3 結論
1) 焊絲是影響焊縫質量的關鍵因素,某廠商焊絲P含量接近上限,熔敷金屬延伸率低于標準最低要求,斷裂功降低,導致在結構應力及根部應力共同作用下產生由根部開始沿焊縫中心至焊縫表面裂通形的裂紋,以及大量即將裂通的裂紋在熱處理后或返修過程中裂通。裂紋特征屬熱應力裂紋。建議焊絲回廠后進行化學成分分析和熔敷金屬力學性能試驗,優選焊絲,嚴格控制焊絲中S、P等元素含量,保證良好的熔敷金屬力學性能。
2) T91為馬氏體鋼,膜式壁制造中若管子與扁鋼采用非全焊透坡口形式,扁鋼與焊縫角焊縫根部位置由于應力集中容易萌生根部微裂紋。
3) 采用質量合格的焊絲,管子與扁鋼采用全焊透坡口形式,在保障制造工藝和工裝的前提下,可以避免膜式壁焊縫縱向裂紋缺陷的萌生和擴展。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
Coco薇(2015年1期)2015-08-13 02:23:50
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:27
玩具(2009年10期)2009-11-04 02:33:14