連鑄軸承鋼盤條腐蝕孔洞及其冶金工藝改善措施
2018-07-26 08:25:56宗男夫張慧王明林
軸承 2018年12期
宗男夫,張慧,王明林
(鋼鐵研究總院 連鑄技術國家工程研究中心,北京 100081)
高端軸承復雜的服役環境對軸承用鋼提出了高品質、高可靠性和長壽命的要求,但國內鋼材產品質量多處在較低檔次,缺乏名牌產品競爭力[1-3]。大部分特殊鋼企業沒有完全掌握生產均質化高致密度軸承鋼的關鍵工藝技術,連鑄軸承鋼盤條中腐蝕孔洞缺陷已經成為制約國內軸承鋼步入高端軸承領域的主要限制因素。
軸承經常處于各種復雜的強、弱酸及堿性服役環境,軸承腐蝕失效行為越來越受到關注[4-7]。研究軸承鋼在腐蝕環境下的孔洞缺陷演變行為,找到軸承鋼盤條孔洞的形成機理,并提出合理的生產工藝措施,以改善軸承鋼盤條孔洞缺陷,對于提升軸承疲勞服役性能具有重要意義。
連鑄軸承鋼盤條在腐蝕環境下存在大量孔洞缺陷,鑄坯的缺陷最終傳遞到軸承產品,將降低其使用壽命[8-10]。關于軸承鋼盤條低倍孔洞缺陷的相關研究較少,為改善軸承鋼凝固組織和偏析缺陷,降低軸承鋼腐蝕后孔洞缺陷,保證內部高致密度和均勻性,研究軸承鋼盤條孔洞缺陷演變行為有重要意義。
1 軸承鋼盤條腐蝕孔洞對軸承的危害
高碳鉻軸承鋼有較高的碳、鉻含量,易導致凝固過程連鑄坯內部出現中心縮松和中心偏析缺陷,從而影響軸承的使用性能。晶間組織偏析在后續熱軋過程不能完全徹底消除[11-12],經過深加工并最終傳遞到相關軸承產品,對疲勞服役性能造成不利影響[13-15]。
腐蝕行為是引起軸承失效的最主要原因之一。實際工況下軸承會接觸到腐蝕性介質,使得軸承零件表面偏析區域發生選擇性腐蝕并形成孔洞缺陷(圖1),最終導致軸承失效;高精度軸承由于表面銹蝕導致精度喪失而不能繼續工作[16]。
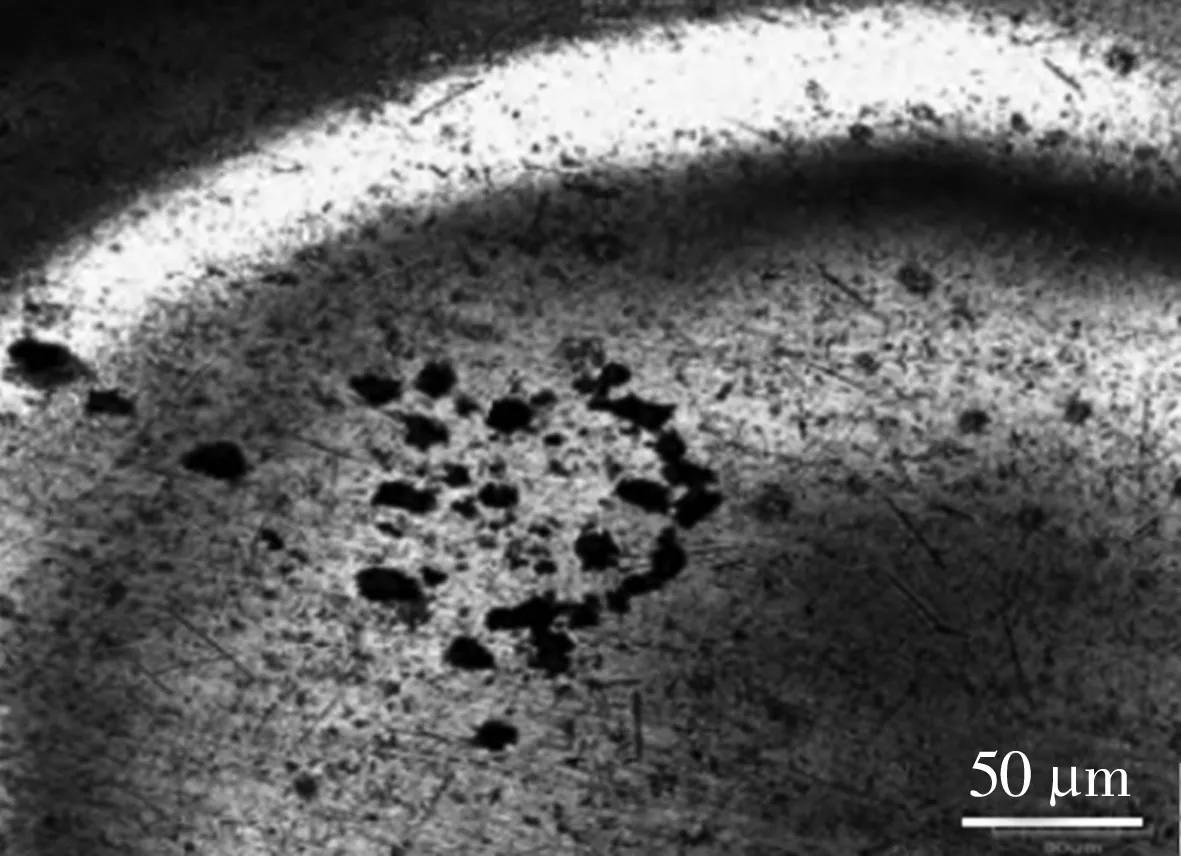
圖1 軸承滾動體孔洞缺陷形貌Fig.1 Morphology of hole defects on rolling element of bearing
軸承材料的偏析致使組織分布不均勻,造成接觸過程變形不協調,引起局部應力集中導致裂紋產生[17]。軸承使用過程中,表面層的液析碳化物先剝落加劇軸承磨損,而位于軸承內部的液析碳化物常萌生為疲勞裂紋源[18-20]。由于軸承工作環境復雜,軸承表面層液析碳化物處易產生點狀孔洞缺陷,使裂紋迅速萌生及擴展,最終導致軸承破壞失效。
2 連鑄軸承鋼盤條腐蝕孔洞和鑄坯偏析組織結構
2.1 盤條腐蝕孔洞缺陷結構
酸性環境腐蝕后軸承鋼盤條的橫截面存在大量深色孔洞,盤條中心較其邊部孔洞密集,如圖2和圖3所示。軸承鋼盤條縱剖面相應呈現出與孔洞缺陷相對應的帶狀組織,如圖4所示,盤條孔洞對應帶狀組織中存在碳、鉻偏析行為,孔洞區域中鉻含量明顯高于非孔洞區域[21]。
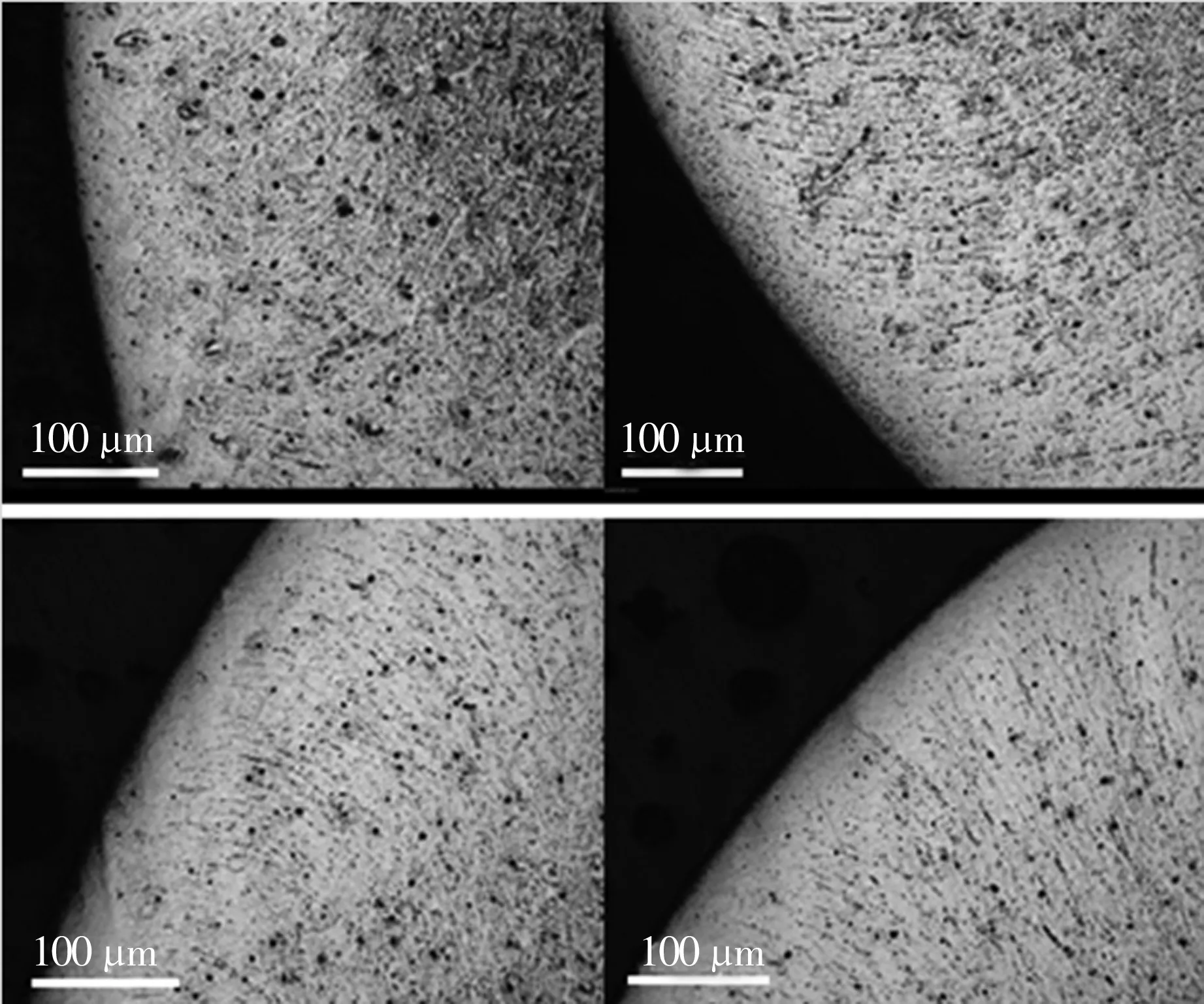
圖2 軸承鋼盤條邊部孔洞缺陷結構Fig.2 Structure of hole defects on edge of wire rod of bearing steel

圖3 軸承鋼盤條中心孔洞缺陷結構Fig.3 Structure of hole defects on center of wire rod of bearing steel

圖4 軸承鋼盤條縱剖面帶狀組織Fig.4 Banded structure on longitudinal section of wire rod of bearing steel
2.2 連鑄坯偏析組織結構
軸承鋼V形偏析的碳偏析指數高達1.5,是造成液析碳化物和帶狀碳化物缺陷的根本原因[22-23]。柱狀晶生長方向朝著鑄坯中心,混晶區域內能夠看到明顯的二次枝晶,其生長方向較為混亂,但整體向鑄坯中心生長。
GCr15軸承鋼凝固后腐蝕的組織圖如圖5所示,可以看出:凝固組織各區域之間分層明顯,分為激冷層(I區)、柱狀晶(Ⅱ區)、混晶區(Ⅲ區)、中心等軸晶區(Ⅳ區)。在等軸晶區域內有明顯的偏析暗點,并伴隨著嚴重的疏松現象。
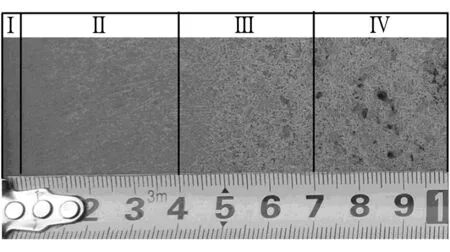
圖5 GCr15軸承鋼的凝固組織Fig.5 Solidification structure of bearing steel GCr15
鑄坯邊緣部分致密性和均勻性優于中心部位,縮孔和疏松缺陷位于鑄坯中心部位。軸承鋼中碳含量較高,凝固過程易發生凝固偏析行為,加重方坯的中心縮孔和裂紋。在凝固過程中應提高等軸晶率,降低粗大的柱狀晶。當軸承鋼鑄坯等軸晶率較高情況下,中心偏析依然無法徹底消除[24]。
3 連鑄軸承鋼盤條腐蝕孔洞形成機理
3.1 盤條腐蝕孔洞與偏析組織關系
軸承鋼盤條開始腐蝕位置往往位于對酸較敏感區域,因此研究盤條孔洞缺陷開始形成位置有利于揭示盤條孔洞的形成機理。根據盤條中孔洞初始形成的位置與晶界的關系,孔洞初始形成位置分布位于晶粒內部、兩晶界交界面及三晶界交界面處,如圖6所示。
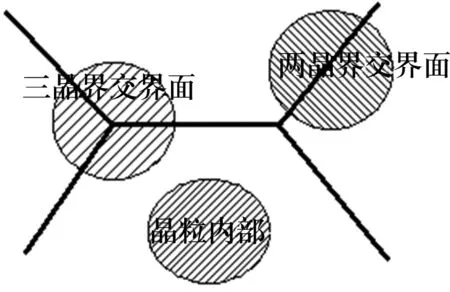
圖6 軸承鋼盤條孔洞缺陷形成位置Fig.6 Formation position of hole defects on wire rod of bearing steel
高碳鉻軸承鋼凝固過程不可避免的存在偏析行為,其中樹枝偏析帶在冷卻凝固中所析出的二次碳化物為帶狀碳化物[25]。碳化物存在嚴重的碳、鉻偏析,最終傳遞到盤條,以液析和帶狀碳化物組織形式表現。高碳鉻軸承鋼盤條軋制后緩慢冷卻,碳在奧氏體中溶解度逐漸降低且鉻擴散速率較慢,過剩碳以網狀碳化物(Cr23C6)形式晶界析出,含鉻網狀碳化物的析出導致基體周圍貧鉻,基體不同位置存在不同含量固溶鉻元素,貧鉻區腐蝕較快,孔洞缺陷優先形成[26-29]。對軸承鋼盤條進行分析表明,孔洞缺陷與偏析組織有直接關系,穩定控制連鑄坯偏析均勻性有助于改善盤條的孔洞缺陷。
3.2 盤條腐蝕孔洞與凝固組織關系
軸承鋼凝固末期,大量等軸晶核聚集使得枝晶間混雜部分未凝液相。凝固收縮的作用產生組織體積的變化,原始緊密聚集的晶粒被拉開,形成組織局部縮孔,成為后續軋制過程的孔洞起源[30-31]。另外,高濃度的鋼液滲入裂紋形成偏析通道。
通道偏析已成為高等軸晶率下影響鋼材質量的主要缺陷,連鑄坯中心位置處有多處縮孔(圖7a),而且在中心線位置處偏析現象嚴重。鑄坯中偏析帶強度高且塑性差,在后續軋制過程中將產生微組織裂紋和孔洞缺陷(圖7b)。軸承鋼后續軋制生產過程中,軋材缺陷主要起源于連鑄坯中凝固組織缺陷。
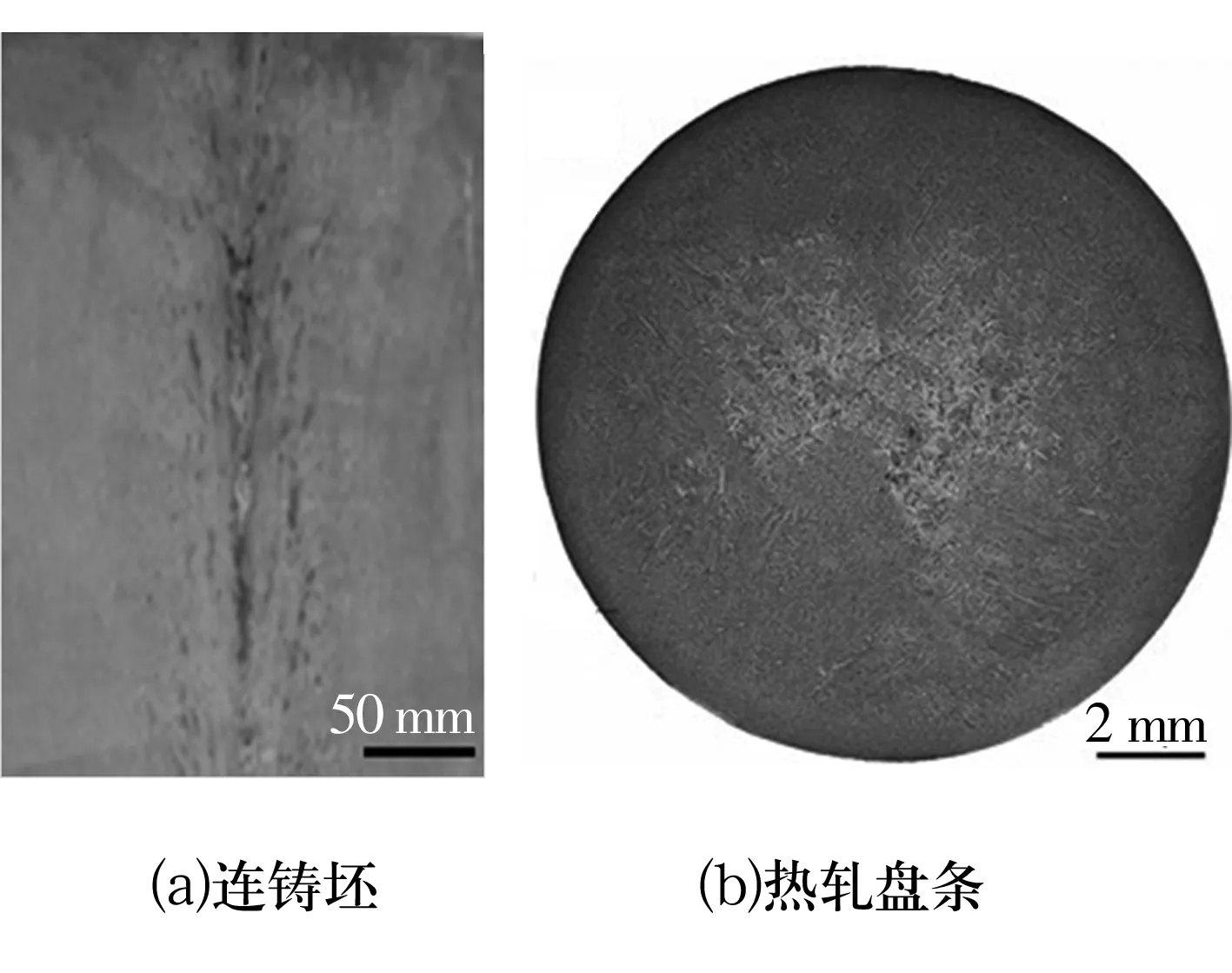
圖7 軸承鋼凝固組織形貌Fig.7 Morphology of solidification structure on bearing steel
3.3 盤條孔洞演變過程
軸承鋼中碳含量較高,兩相區溫度區間長且寬,容易導致中心縮孔、偏析等鑄坯中心缺陷,嚴重危害后續盤條性能。盤條貧鉻區易腐蝕并形成孔洞缺陷,而原始鑄坯存在的成分偏析和粗大碳化物是造成元素不均勻分布的主要原因,故需探討軸承鋼盤條軋制全流程的偏析組織和碳化物傳遞行為。
軸承鋼方坯需要在加熱爐進行高溫擴散(1 200~1 250 ℃熱擴散4~8 h),隨后開坯軋制成小方坯,經過多道次軋制成軸承鋼熱軋盤條,如圖8所示。
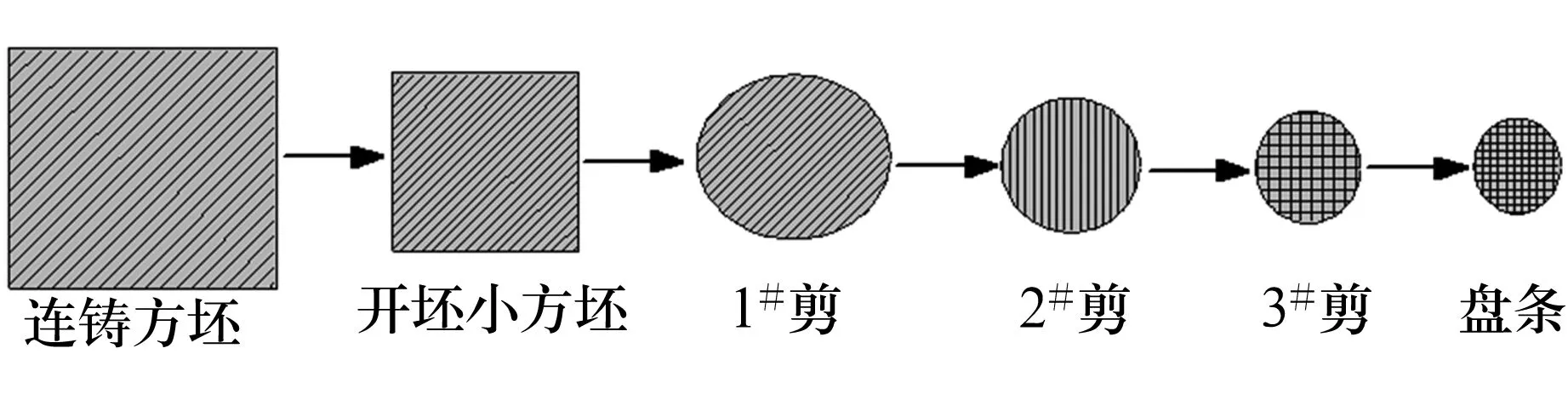
圖8 軸承鋼盤條軋制流程示意圖Fig.8 Diagram of rolling process on wire rod of bearing steel
在熱軋過程中,經過多道次熱變形軋制后,連鑄坯角部形狀由方形軋制為近圓形,鑄坯角部區域柱狀晶受到熱軋擠壓彎曲變形,經多道次軋制后形成如圖9b所示的組織結構。
連鑄坯柱狀晶整體向鑄坯中心生長。在等軸晶區域內有明顯的偏析暗點,并伴隨著嚴重的疏松現象[32]。鑄坯經均熱處理及熱軋并未消除原始枝晶偏析,其缺陷在盤條中保留下來。由圖9可以看出,熱軋盤條存在與原始連鑄坯類似的枝晶偏析組織分布,仍然存在線對稱形狀的柱狀晶形貌,由此確定該區域為對應熱軋前方坯的角部區域。鑄坯經均熱處理及熱軋并未消除原始心部偏析組織,相應其心部偏析縮孔區域也在熱軋盤條中保留下來,在腐蝕環境下易成為孔洞缺陷高發區域。
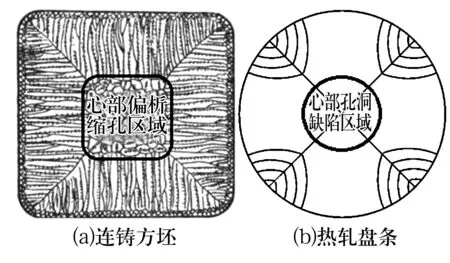
圖9 盤條熱軋前后組織示意圖Fig.9 Diagram of wire rod before and after hot rolling
4 連鑄軸承鋼盤條腐蝕孔洞冶金改善工藝措施
軸承鋼鑄坯組織中的差異會延續到最終軸承產品,并會在碳化物顆粒粒度和組織分布上體現出來。因此對軸承鋼鑄坯組織和偏析缺陷進行合理精細化控制是提高軸承疲勞服役性能的有效途徑。
基于軸承鋼盤條孔洞缺陷與偏析組織分布的傳遞規律,為提升國內軸承鋼盤條質量水平,從冶金工藝角度提出有效降低盤條腐蝕孔洞缺陷的一些具體措施。
4.1 盤條高溫擴散工藝
軸承鋼盤條高溫擴散使得基體帶狀碳化物均勻化,同時帶狀碳化物中碳和鉻偏析聚集度降低。高溫擴散工藝能大幅度地提高軸承鋼抗腐蝕性,降低基體孔洞缺陷發生率[7,33]。2種尺寸盤條進行高溫擴散工藝處理,其腐蝕后孔洞缺陷分別如圖10和圖11所示。
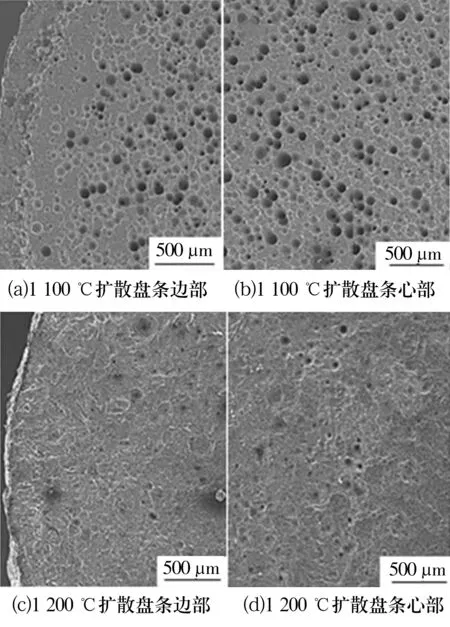
圖11 φ8 mm盤條孔洞缺陷Fig.11 Holes defect of wire rod (φ8mm)
盤條經高溫擴散,邊部與中心區域均存在酸蝕孔洞缺陷,但是心部孔洞缺陷較邊部分布更加密集(圖10,圖11),擴散溫度越高,軸承鋼盤條橫截面孔洞缺陷數目越小。由圖10c可知,當擴散溫度高于1 100 ℃時,盤條邊部孔洞已經基本消除,且盤條中心區域孔洞也得到改善。
通過分析不同直徑盤條經高溫擴散處理后的孔洞缺陷分布可知,相同溫度擴散處理后,隨著盤條直徑減小,盤條邊部和中心區域的孔洞缺陷大小及數量分布均得到大幅度地改善。
4.2 盤條軋制超快冷工藝
軸承鋼軋制過程中,溫度控制是影響盤條質量的關鍵因素[34],控制軋后冷卻工藝是解決盤條網狀碳化物的有效手段之一。超快冷工藝使盤條在終軋階段后快速降溫,終冷軸承鋼盤條的返紅溫度控制在620 ℃左右,基本消除盤條網狀碳化物,超快冷工藝生產的盤條孔洞缺陷數量明顯減少[35-37]。不同冷卻工藝下盤條低倍孔洞宏觀形貌如圖12所示,因超快冷工藝使盤條基體中鉻元素均勻分布,從而減少了不同位置抗酸蝕能力的差異,因而軸承鋼盤條孔洞缺陷數量明顯減少。
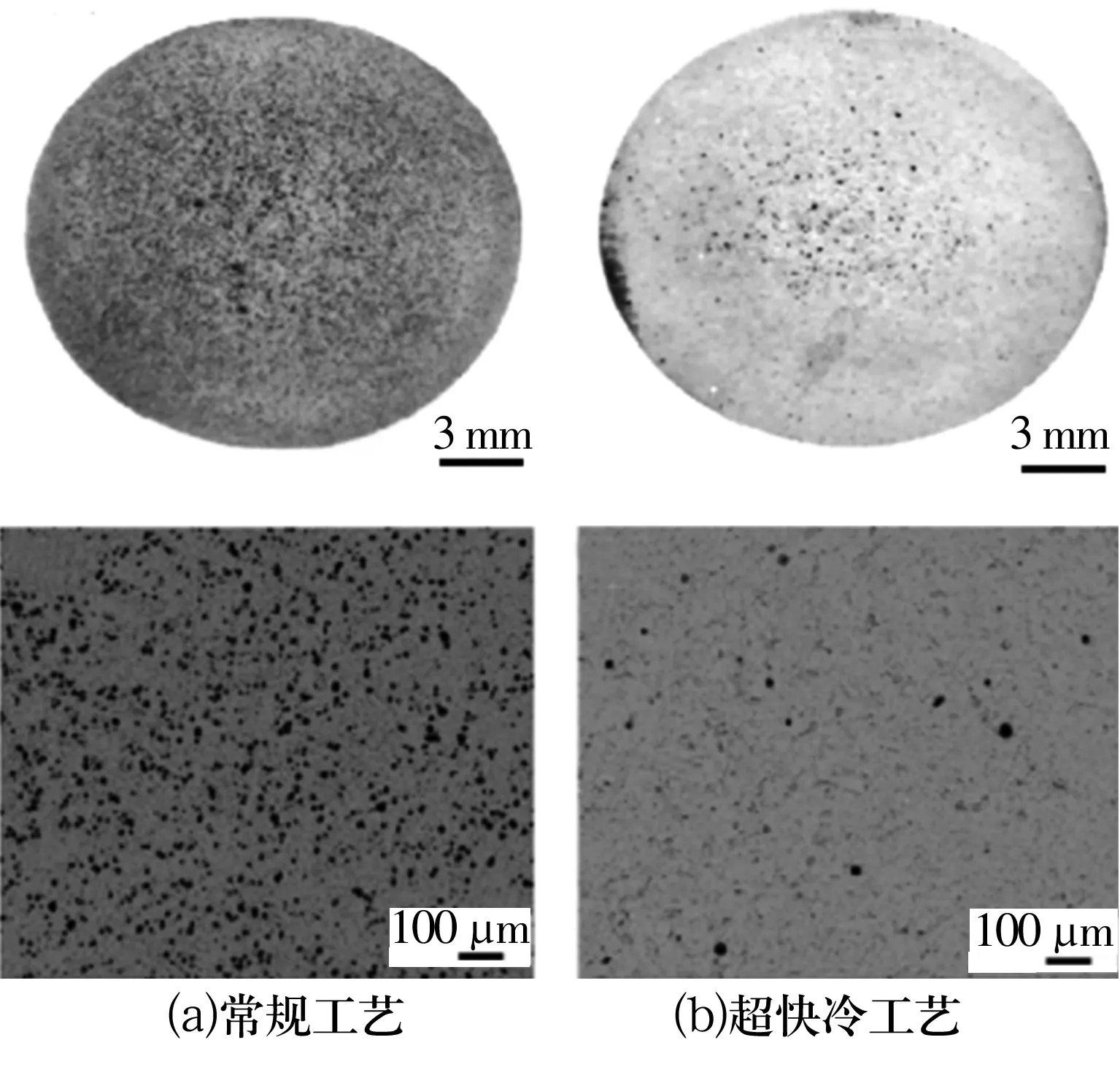
圖12 盤條孔洞缺陷Fig.12 Hole defects on wire rod
4.3 優化連鑄坯開坯加熱工藝
軸承鋼中同時存在碳和鉻的偏析行為,鑄坯中大顆粒共晶碳化物導致基體存在貧鉻區,因此盤條易產生孔洞缺陷。合理延長開坯前連鑄坯的高溫均勻擴散時間,可使大顆粒碳化物溶解,鉻元素均勻化分布,初軋坯低倍偏析組織明顯改善,且盤條帶狀碳化物和孔洞缺陷也相應得到改善[6,38-39]。
確定合理的均勻化退火溫度和時間,可完全消除大塊狀碳化物。常規和高溫擴散開坯工藝的盤條帶狀碳化物如圖13所示,高溫擴散可以有效改善帶狀碳化物。
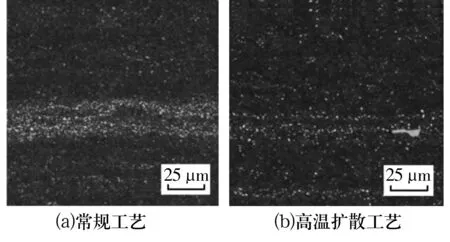
圖13 鑄坯帶狀碳化物控制情況Fig.13 Control situation for banded carbide of casting blank
在連鑄坯開坯工序延遲擴散時間,在1 200 ℃保溫600 min以上,使鑄坯中鉻元素充分擴散,以有效緩解枝晶間鉻元素偏聚,因此軋制后盤條的帶狀碳化物數量及聚集程度大幅減少。
4.4 均質化連鑄軸承鋼澆注技術
4.4.1 低過熱度連鑄澆注技術
低過熱度連鑄澆注工藝可以細化等軸晶率,混晶區域共晶碳化物相對分散分布,鑄坯中心部位偏析得到改善,且中心等軸晶區疏松及縮孔也較輕[40]。而常規連鑄澆注工藝鑄坯中心存在嚴重的通道形偏析及縮孔等冶金缺陷。
4.4.2 電磁攪拌技術
電磁攪拌技術使得鋼液沖刷初生凝固坯殼,有效打碎結晶期初生凝固產生的枝晶組織,并成為等軸晶形核的核心,加快并擴大鑄坯等軸晶區域[41]。有利于減小凝固前沿的溫度梯度,抑制了柱狀晶的定向增大,因而顯著降低鑄坯截面上疏松帶寬度及縮孔尺寸。
4.4.3 凝固末端壓下技術
凝固末端壓下技術[42]是解決鑄坯偏析的有效措施,以補償凝固過程的體積收縮,減輕鑄坯枝晶間溶質鋼液流動,達到部分降低通道偏析、中心偏析和疏松的目的。鑄坯凝固末端重壓下技術是改善高品質軸承鋼中心鑄坯致密性和均質性的有效措施,可以徹底消除鑄坯偏析缺陷,并可以有效焊合內部縮孔缺陷[43-44]。
5 結束語
軸承用鋼鑄坯溶質偏析、碳化物均勻性及凝固組織控制是保證軸承高品質、高可靠性和長壽命要求的關鍵。
連鑄軸承鋼盤條貧鉻區抗蝕能力較弱,易形成孔洞缺陷,連鑄凝固過程形成的成分偏析和高鉻網狀碳化物會傳遞到熱軋盤條中,造成盤條鉻元素分布不均易生低倍孔洞缺陷,并最終傳遞到軸承相關產品,對疲勞服役性能造成不利影響。
通過分析連鑄軸承鋼盤條孔洞位置和形貌與基體偏析和網狀碳化物析出之間的關系,從而找到解決生產中遇到的盤條腐蝕孔洞缺陷問題的方法,并為國內軸承鋼生產企業提供合理的冶金工藝優化方案。