機械智能制造工件的自由度與加工要求的關系研究
2018-07-30 05:52:00夏寶林
四川職業技術學院學報 2018年3期
關鍵詞:影響
夏寶林
(四川職業技術學院機械工程系,四川 遂寧 629000)
1.前言
在進行機床夾具設計時,首先應解決工件的定位問題,正確分析工件的加工要求與自由度之間的關系,才能合理確定定位方案,避免出現不合理的定位(如欠定位),或導致夾具結構復雜,或降低加工效率,造成不必要的經濟損失。
2.工件的自由度
工件的自由度是指其在空間位置的不確定 度。可以用六個自由度描述,沿三個坐標軸的移動的自由用表示,繞三個坐標軸的轉動的自由度用表示,如圖1所示。

圖1 工件的自由度
如果工件的六個自由度都存在,其是一個空間自由體,無法完成加工和保證加工要求,因此在加工時必須限制其影響工件在加工過程中正確位置的自由度,自由度的限制是通過定位實現的。
3.工件的定位原理及其應用
利用合理分布的六個支承點限制工件的六個自由度,使工件在夾具中位置完全確定的法則,稱為六點定則。
在實際生產過程中會出現完全定位、不完全定位、欠定位、重復定位四種定位類型。完全定位在批量生產與自動線上應用十分普遍。不完全定位在單件小批量生產中應用較廣,在批量生產與自動線上不能采用完全定時采用。欠定位是絕對不允許出現和采用的。重復定位會產生不良的后果,必須消除其不良后果方可使用,一般在粗加工和半精加工時不用,在精度要求高時,往往會采用。
4.工件的加工表面及加工要求
4.1 加工表面
工件的加工表面常見的有平面、回轉體表面和溝槽幾種類型。其位置由工序基準(點、線、面)進行確定。
平面的位置通過面對點、面對線或面對面三種情況確定。對稱平面通過其對稱中心平面確定其位置。
回轉體表面應通過其回轉中心確定位置。回轉中心為線時,其位置由線對點、線對線或線對面三種情況確定;回轉中心為點時,其位置由點對點、點對線或點對面三種情況確定。
4.2 加工要求
加工要求是指通過機械加工達到零件圖上的技術要求。此處主要指尺寸精度和形位公差。正確分析工件的加工要求,才能準確判斷影響加工要求的自由度,避免采用不合理的定位類型。
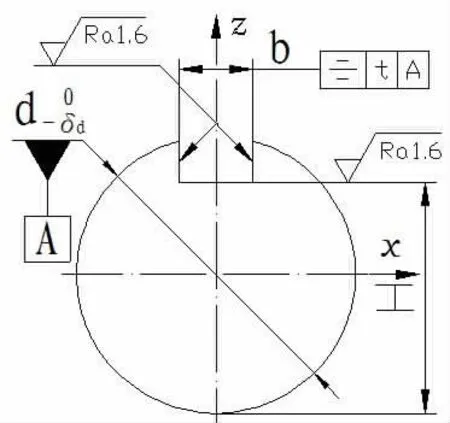
圖2 工件的加工要求
運用夾具安裝工件進行加工時,其所能保證的加工要求是指本工序加工時需保證的尺寸精度(不包括定尺寸的表面,如槽的寬度和孔的直徑等)和形位公差(定向與定位)要求,公差分標注的和未標注的兩種。如圖2所示,夾具所能保證的是Z方向鍵槽的深度尺寸H以及X方向的對稱度t和鍵槽底平面與側平面的未注平行度公差。
5.自由度對典型加工表面位置的影響
夾具安裝工件時,是采用調整法加工,因此刀具在加工尺寸方向上的位置固定不變。加工表面是通過刀具在運行平面的相對運動完成的,其正確位置是通過定位時限制影響其位置的自由度保證。
5.1 平面
通過一個點確定加工表面位置時,如圖3 a)所示,需保證的加工要求只有尺寸H。加工表面與工序基準之間是面與點的關系,不會影響基準與刀具運行平面之間的位置關系,只有會影響,并影響H尺寸。因此影響加工表面正確位置的只有。
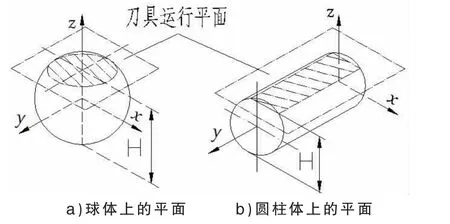
圖3 對單一平面的影響
通過一條線確定加工表面位置時,如圖3b)所示,需保證的加工要求為尺寸H和加工表面與母線的未注平行度公差。加工表面與工序基準之間是面與線的關系,不會影響基準與刀具運行平面之間的位置關系,和會影響,并影響尺寸H,還會影響平行度。因此影響加工表面正確位置的有和。
通過一個平面確定加工表面位置時,如圖1所示。加工表面與工序基準之間是面與面的關系,需保證的加工要求為尺寸H和加工表面與底平面的兩個方向未注平行度公差,不會影響基準與刀具運行平面之間的位置關系,會影響,并影響H尺寸、還會影響平行度,因此影響加工表面正確位置的有。
5.2 回轉體表面
通過一個點確定加工表面位置時,如球體上的圓柱面、圓錐面或成形回轉面,其均由球心確定其位置。一般只有三個移動自由度會影響其位置。
通過一條線確定加工表面位置時,如圓柱體上的圓柱面、圓錐面或成形回轉面,其均由回轉中心線確定其位置。除了繞其轉動的自由度,其余均會會影響其位置。

圖4 對回轉體表面的影響
通過一個點和一個平面確定加工表面位置時,如圖4所示。加工表面的軸線既要過球心,還與平面成一定的角度,會影響其相對球心的位置。圖4a)會影響軸線與平面的位置;圖4b)會影響軸線與平面的位置。
通過一條線和兩個面確定加工表面位置時,如圓柱體加工一平面后,再在其上加工回轉體表面,其軸線既要過圓柱體的軸線心,還與平面成一定的角度,將圖4的球體變為圓柱體,一般六個自由度都會影響加工表面的位置。
通過三個方向確定加工表面位置時,如非回轉體零件上的回轉體表面,則六個自由度均會影響加工表面的位置。
圓柱面,軸向無尺寸要求,則軸向的移動自由度不會影響其位置,如圖4b)所示。如果坐標軸不通過回轉表面的軸心(或球心),則繞該坐標軸的轉動自由度會影響其位置。
5.3 溝槽
通過一個點確定加工表面位置時,如球體上加工一個槽,參見圖2,兩個方向都是面與點的關系,因此只有和會影響加工表面的位置。
通過一條線確定加工表面位置時,如圓柱體上加工一個槽,如圖2所示,兩個方向都是面與線的關系,因此影響加工表面位置有。
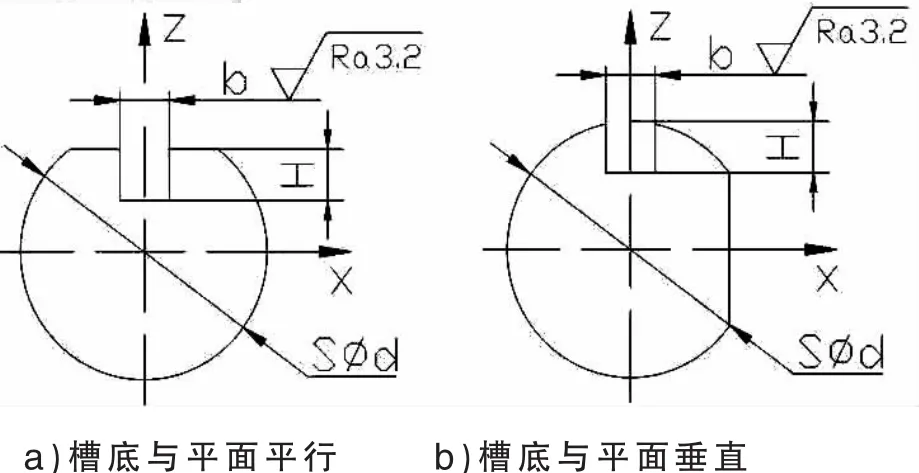
圖5 對溝槽的影響
通過一個點與一個平面確定加工表面的位置,如圖5所示。圖5a)槽的兩側面與球心是面與線的關系,影響其位置的只有和;槽與平面是面與面的關系,底面與平面平行,影響其位置的有,側面與平面垂直,影響其位置的只有;因此,影響其位置的有影響圖5b)位置的則為
通過一線與一個平面確定加工表面的位置,將圖5的球體變為圓柱體,槽與軸心線是面與線的關系,槽與平面是面與面的關系,除了外,其余均會影響加工表面的位置。
通過平面確定加工表面位置時,如非回轉體零件上的不通槽,一般是通過三個平面確定其位置,則六個自由度均會影響加工表面位置。如果是不通槽,則槽長度方向的移動自由度也會影響加工表面的位置。
6.工件的自由度與加工要求的關系
由上述分析可知,工件的自由度分為影響加工要求和不影響加工要求兩類。影響加工要求的自由度會直接工件的距離尺寸和形位公差。移動自由度直接影響距離尺寸,有時也會影響對稱度與位置度;轉動自由度直接影響形位公差,有時也會影響位置尺寸。不影響加工要求的自由度又分為可以限制和不能限制兩種。能夠限制而沒有限制的自由度則只影響工件的加工效率,不能限制的自由度,如回轉體零件繞其回轉中心旋轉的自由度,其既不影響加工要求也不影響加工效率,定位時只能采用不完全定位或重復定位。
7.結束語
工件的加工要求與零件的結構、加工表面的形狀有關,應先正確分析工件的加工要求。自由度與坐標系的建立有關,應先建立坐標系,再分析自由度。影響加工要求的自由度,在定位時必須限制,否則將會出現欠定位,直接影響尺寸精度和形位公差。不影響加工要求的自由度,在定位時可以限制也可以不限制。能夠限制而沒有限制的只會影響加工效率,單件、小批量生產一般都不限制,在大批量加工時均會限制。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00