19 800 DWT雙相不銹鋼化學品船艙室處理噪聲的方法
2018-07-31 08:14:04李娜,劉佳
船舶標準化工程師 2018年4期
關鍵詞:船舶
李 娜,劉 佳
(浙江新樂造船股份有限公司,浙江寧波 315000)
0 引言
隨著國際海事組織IMO第91屆海安會對船舶噪聲等級規則進行了最新規定,對居住艙室的隔聲指數有所提高,包括噪聲測量和減振降噪方法建議等[1-2],引起了艙室設計方法、船舶建造工藝和材料選用的變化。同時隨著人們對居住環境要求的提高,講究舒適美觀,越來越關注對船員的工作和生活等方面,所以有必要減少船上的噪聲,也是國際海事組織和船東更加關注的問題。本文主要介紹艙室高隔音的方法。
19 800 DWT雙相不銹鋼船主要參數見表1。

表1 主要參數
1 采用高隔音門的原因及背景
早在前期,為了減少船上噪聲,常采用絕緣和甲板敷料防火門等材料來改變艙室噪聲。由于之前建造的其他船舶在試航過程中發現,室內噪聲測量值達不到規范要求,嚴重影響船員的休息與工作。
隨著船舶行業的發展和科技創新,各船級社的船舶法規和國際公約的日益完善和實施,引起了船廠更科學、系統地設計船艙室內設計的變化。船廠采用了高隔音門和高隔音裝飾板等方式來改善艙室噪聲問題,提高了艙室的舒適度,對噪聲和振動方面有所優化,保證了船員舒適的休息環境和工作環境,從而基于以人為本的理念,達到和改善人性化的設計。表2為新規則中不同處所噪聲級限值的更新。

表2 新規則中不同處所的噪聲級限值(dB(A))
2 高隔音門的主要特點
采用復合隔音結構,利用聲學原理、阻尼定律,可承受高溫及防火,達到隔音的效果,材料具有阻燃防火性能,安全性能高,里面的巖棉層吸聲效果強,制作安裝簡單,隔聲量大。
3 高隔音門節點
高隔音門的節點如圖1~圖3所示。

圖1 正視圖(單位:mm)
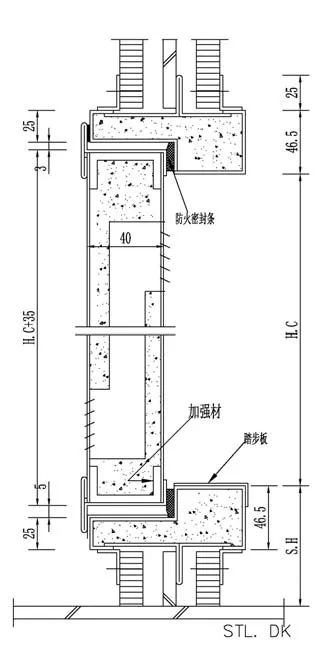
圖2 側視圖(單位:mm)

圖3 俯視圖(單位:mm)
4 安裝流程
高隔音門的安裝流程:
1)將配套到位的高隔音門門框與門扇卸開[3]。
2)根據防火門的布置圖確定內外兩道裝飾板的T1.T2的數值。
3)根據 T1.T2.的值,將中間一道 25×25×3的角鋼用拉柳釘與門框封板連接固定,柳釘間距約300 mm。
4)將中間連接角鋼與鋼圍壁緊貼,先用2.5 mm的電焊條將門框與鋼圍壁左右上下電焊四點(采用的CO2氣體保護焊),再裝上門扇,確保防火門的型位偏差和間隙偏差控制在規定范圍內,最后將門框與鋼圍壁按照門框與鋼圍壁的焊接工藝順序進行焊接。安裝偏差圖和數值見圖4和表3。
5)三道壁門框中間的固定角鋼為現場鉚接,針對A級門出現的漏光現象,應將縫隙用A60級阻尼涂料密封。
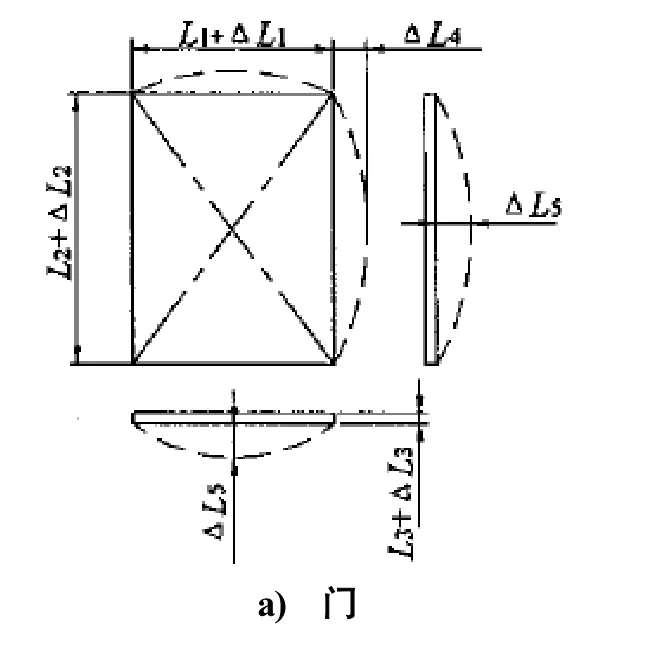
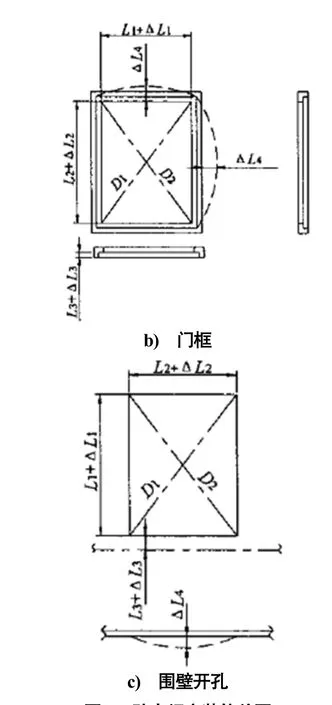
圖4 防火門安裝偏差圖
6)防火門安裝好后,確保門啟閉靈活,鎖舌輕松插入鎖扣。
7)凡是安裝閉門器的防火門要調節閉門器的推拉力,確保防火門在閉門器作用下門扇自動關閉。

表3 防火門安裝偏差表
8)對安裝結束后的防火門進行保護工作,確保門框門扇表面不劃傷,油漆不脫落。
9)根據裝飾板或鍍鋅鋼板布置圖,安裝復合巖棉板或鍍鋅鐵皮,再用自攻螺釘或拉鉚釘安裝裝飾角鋼。
5 焊接規范
高隔音門安裝過程中相關的焊接部門應采用CO2氣體保護焊,按WPS-CO2-NS001要求執行,全焊透角焊縫按SPS CO2-NS006要求執行。
6 結論
此高隔音門使用后能達到一定的隔音效果,既能滿足規范要求,也能縮短生產周期,解決了船舶建造過程中居住艙室及相關區域噪聲控制的問題,大大提高船廠的質量以及效益,推動我國在高附加值化學品船艙室生產工藝及噪聲控制技術方面的發展。
猜你喜歡
艦船科學技術(2022年14期)2022-09-22 03:08:26
艦船科學技術(2022年14期)2022-09-22 03:07:40
機械工業標準化與質量(2022年6期)2022-08-12 02:07:42
艦船科學技術(2022年2期)2022-03-29 01:12:44
船舶(2021年4期)2021-09-07 17:32:22
小哥白尼(趣味科學)(2019年10期)2020-01-18 09:16:22
船舶標準化工程師(2019年4期)2019-07-24 07:21:12
軍工文化(2017年12期)2017-07-17 06:08:06
中國船檢(2017年3期)2017-05-18 11:33:09
船海工程(2015年4期)2016-01-05 15:53:30
