3D打印技術(shù)在汽車行業(yè)中的應(yīng)用與發(fā)展趨勢
2018-08-03 03:07:50李金華蔣文虎鄭敬超袁博
汽車文摘 2018年8期
關(guān)鍵詞:汽車
李金華 蔣文虎 鄭敬超 袁博
(中國第一汽車集團有限公司 研發(fā)總院,長春 130011)
主題詞:3D打印 迭代換型 個性化定制 汽車輕量化
1 前言
加快新車型的開發(fā),有利于汽車制造商快速占領(lǐng)市場,各汽車的制造企業(yè)都在嘗試利用先進的技術(shù)手段,實現(xiàn)新車型的快速開發(fā)。3D打印是一種快速成型技術(shù),采用分層加工、疊加成形的方式生成3D實體,也稱為增材制造[1]。與傳統(tǒng)的制造技術(shù)相比,3D打印技術(shù)不需要從毛坯上去除多余的材料,也不需要借助模具鑄造、沖壓、焊接。3D打印技術(shù)為新車型的開發(fā)帶來了巨大的機遇。將3D打印技術(shù)應(yīng)用在汽車行業(yè)中,能夠快速地制造出高精度、造型復(fù)雜的汽車零部件,降低研發(fā)成本,提高開發(fā)效率[2]。此外,3D打印能增加設(shè)計靈活性,可以滿足汽車個性化定制需求;同時,由于復(fù)合材料的開發(fā)及對拓撲優(yōu)化后復(fù)雜結(jié)構(gòu)的適應(yīng)性,使得3D打印更易實現(xiàn)零件輕量化;多材料復(fù)合零件的直接成形,也突顯了3D打印的技術(shù)優(yōu)勢。目前,3D打印技術(shù)的發(fā)展也已經(jīng)能夠?qū)崿F(xiàn)整車的3D打印制造,而且汽車廠家也開始使用3D打印來制造各種模具、夾具等用于組裝和制造過程。目前,已經(jīng)能夠?qū)崿F(xiàn)整車的3D打印制造[3,4]。
但是,3D打印仍然存在眾多限制,尤其是成本限制,使其目前僅適用于小批量、小尺寸、精度高、結(jié)構(gòu)復(fù)雜的汽車零部件生產(chǎn),還不能實現(xiàn)所有零部件的3D打印量產(chǎn)。隨著技術(shù)的進步,3D打印在汽車行業(yè)的應(yīng)用也會越來越廣[4,5]。
2 3D打印技術(shù)
2.1 打印原理
3D打印技術(shù)也稱增材制造技術(shù),是相對于傳統(tǒng)的機加工等“減材制造”技術(shù)而言的,是基于離散/堆積原理,通過材料的逐漸累積來實現(xiàn)制造的技術(shù)。如圖1所示,3D打印技術(shù)是利用計算機將待成形零件的三維模型切成一系列一定厚度的“薄片”,3D打印設(shè)備自下而上地制造出每一層“薄片”最后疊加成形出現(xiàn)三維的實體零件。這種制造技術(shù)無需傳統(tǒng)的刀具或模具,可以實現(xiàn)傳統(tǒng)工藝難以或無法加工的復(fù)雜結(jié)構(gòu)的制造,并且可以有效簡化生產(chǎn)工序,縮短制造周期[2,6,7]。
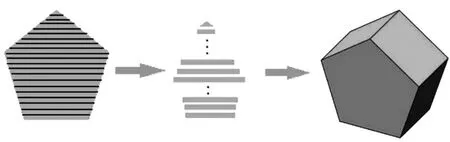
圖1 3D打印原理
2.2 打印技術(shù)分類
3D打印技術(shù)從誕生至今,已發(fā)展30余年,目前處于多種技術(shù)路線共存的狀態(tài)。根據(jù)所用耗材形態(tài)和成型原理的差異,目前主流的3D打印技術(shù)可分為擠出熔融成型、粒狀物料成型、光聚合成型三種類型。每種類型按照成型技術(shù)的不同,又演化出多種子種類,其中,熔融層積技術(shù)(FDM)屬于擠出成型類,粒狀物料成型包括直接金屬激光燒結(jié)技術(shù)(DMLS)、電子束熔融技術(shù)(EBM)、選擇性激光燒結(jié)技術(shù)(SLS)、選擇性熱燒結(jié)技術(shù)(SHS)和選擇性激光融化成型技術(shù)(SLM),光聚合成型技術(shù)則包括光固化成型技術(shù)(SLA)、數(shù)字光處理技術(shù)(DLP)、聚合物噴射技術(shù)(PI)等加工技術(shù)。
隨著技術(shù)的發(fā)展和市場需求量的增加,基于典型3D打印技術(shù),衍生出一系列新的技術(shù),比如石膏3D打印(PP)、分層實體制造(LOM)、三維打印(3DP)、電子束自由成型制造(EBF)、激光凈形制造(LENS)等。
按照打印耗材種類的不同,3D打印技術(shù)又可以分為非金屬3D打印技術(shù)和金屬3D打印技術(shù),其中,F(xiàn)DM、SLA、DLP、3DP等屬于非金屬3D打印技術(shù),SLM、DMLS、EBM等屬于金屬材料3D打印技術(shù)[3,4,8~10]。
2.3 常用于汽車制造的3D打印技術(shù)
汽車由大量的金屬和非金屬零件組成,生產(chǎn)這些零件常用的3D打印技術(shù)主要有:熔融沉積(FDM)、光固化成型(SLA)、選擇性激光燒結(jié)(SLS)、選擇性激光融化成型(SLM)、三維打印(3DP)等,本節(jié)將介紹上述打印技術(shù)的功能和最終產(chǎn)品實現(xiàn)方法。
2.3.1 熔融沉積成型技術(shù)(FDM)
FDM技術(shù)是將絲狀的熱塑性材料通過噴頭加熱熔化,在計算機控制下,噴頭根據(jù)產(chǎn)品三維模型的數(shù)據(jù)移動到指定位置,將熔融狀態(tài)下的液體材料擠噴出來并最終凝固,見圖2。
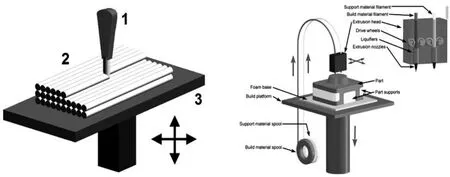
圖2 熔融沉積成型原理[8]
主要成型材料:PC、PC+ABS、ABS。
優(yōu)點:應(yīng)用材料廣、零件綜合性能好。
缺點:表面精細度略低。
精度::±0.10/100mm。
適用范圍:外觀件,結(jié)構(gòu)件、工裝檢具。
代表廠家:Stratasys。
2.3.2 光固化成型(SLA)技術(shù)
SLA技術(shù)是利用紫外激光逐層掃描液態(tài)的光敏聚合物(如丙稀酸樹脂、環(huán)氧樹脂等),實現(xiàn)液態(tài)材料的固化,逐漸堆積成形的技術(shù),見圖3。
主要成型材料:光敏樹脂。
優(yōu)點:工藝成熟度高,成型精度高、工件表面質(zhì)量好。
缺點:材料選擇范圍窄,僅適用光敏樹脂,成品較脆、強度低。
精度::±0.05mm。
適用范圍:汽車內(nèi)外飾件原型,展示展覽。
代表廠家:3DSYSTEMS、Stratasys。
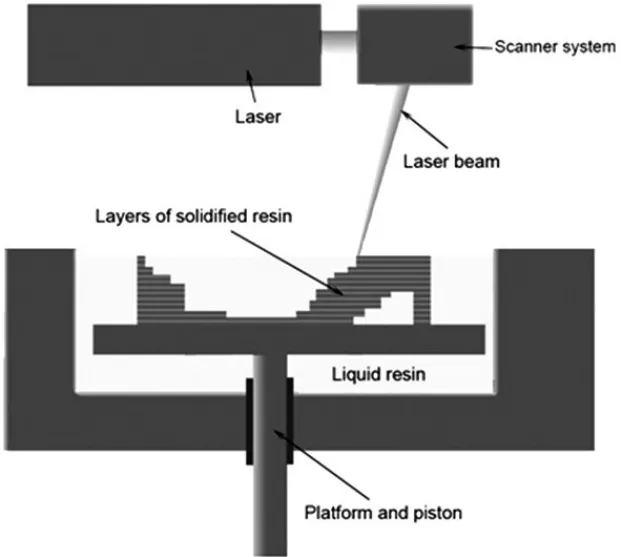
圖3 光固化成型原理[8]
2.3.3 選擇性激光燒結(jié)(SLS)
SLS技術(shù)是將光在粉末層表面按照截面掃描,將粉末融化燒結(jié),相互粘接,層層疊加最終得到三維實體,見圖4。
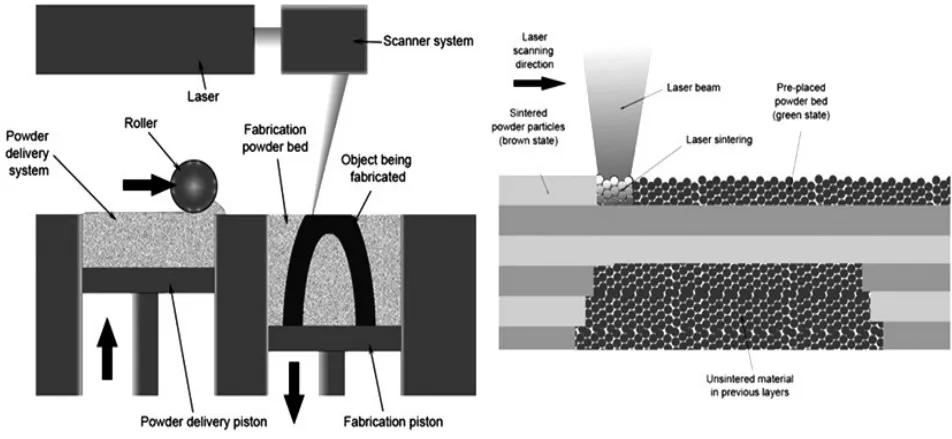
圖4 選擇性激光燒結(jié)原理[8]
主要成型材料:尼龍粉、尼龍+玻纖。
優(yōu)點:成型精度高,與傳統(tǒng)工藝制造的樣件機械性能接近,后處理簡便。
缺點:成型時有粉塵污染。
精度::±0.06/100mm。適用范圍:汽車結(jié)構(gòu)零件、鑄造砂型。代表廠家:3DSYSTEMS、EOS、SLM。
2.3.4 選擇性激光融化成型(SLM)
選擇性激光融化成型(SLM)的原理與選擇性激光燒結(jié)技術(shù)相似,也是一種基于粉末機床的鋪粉成型技術(shù),只是材料由非金屬材料換成金屬粉末,這種技術(shù)可以成型出結(jié)構(gòu)復(fù)雜、性能優(yōu)異、表面質(zhì)量良好的金屬零件,但目前這種技術(shù)無法成型出大尺寸的零件,見圖5。
主要成型材料:金屬合金粉,鋁合金粉/鋼粉。
優(yōu)點:成型速度快、成型精度高、工件表面質(zhì)量好。
缺點:成本高。
精度:±0.05/100mm。
適用范圍:汽車結(jié)構(gòu)零件、模具。
代表廠家:SLM、雷尼紹、EOS。

圖5 選擇性激光融化原理[9]
2.3.5 三維打印(3DP)技術(shù)
3DP技術(shù)的工作過程類似于噴墨打印機,其工藝過程與SLS工藝類似,所不同的是材料粉末不是通過激光燒結(jié)連接起來的,而是通過噴頭噴涂粘結(jié)劑(如硅膠)將零件的截面“印刷”在材料粉末上面,見圖6。
主要成型材料:陶瓷粉末、金屬粉末、塑料粉末等。
優(yōu)點:成本低,加工速度快,可打彩色模型。
缺點:樣件強度低,精度差。
精度:±0.10mm。
適用范圍:造型模型,鑄造砂芯。
代表廠家:3DSYSTEMS。
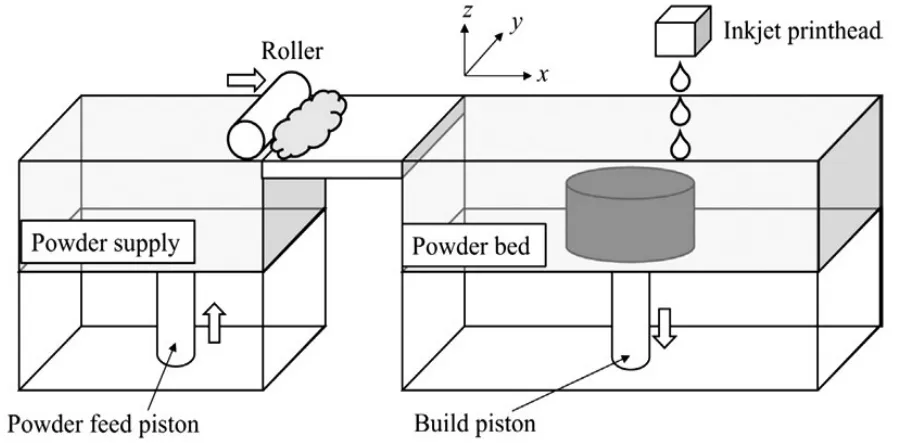
圖6 三維打印原理[10]
3 3D打印技術(shù)在汽車部件中應(yīng)用
3D打印在汽車行業(yè)研制生產(chǎn)中起到十分重要的作用,幾乎所有的汽車零部件都可以采用3D打印直接或間接完成,主要用于產(chǎn)品概念設(shè)計、原型制作、產(chǎn)品評審、功能驗證,以及制作模具原型或直接打印模具和產(chǎn)品。目前,已經(jīng)能夠?qū)崿F(xiàn)整車的3D打印制造[2]。
3.1 非金屬零件3D打印
3D打印技術(shù)最早只應(yīng)用于非金屬內(nèi)外飾零件的原型制作,依其快速成型特性,實現(xiàn)快速驗證設(shè)計尺寸及零件結(jié)構(gòu)的目的,縮短了產(chǎn)品開發(fā)周期。隨著3D打印技術(shù)和材料技術(shù)的發(fā)展,幾乎所有的汽車非金屬零件都可以用3D打印技術(shù)實現(xiàn),不僅限于內(nèi)外飾零部件[3]。圖7和圖8所示為一汽大眾公司技術(shù)開發(fā)部(長春)采用SLS技術(shù)制作的保險杠導(dǎo)向支架和后排吹腳風(fēng)道樣件,其成型件對環(huán)境(溫度、濕度和化學(xué)腐蝕)的抵抗能力類似于熱塑性材料,具有良好的強度和優(yōu)異的抗沖擊性能,非常適合制作需要受力的結(jié)構(gòu)件。
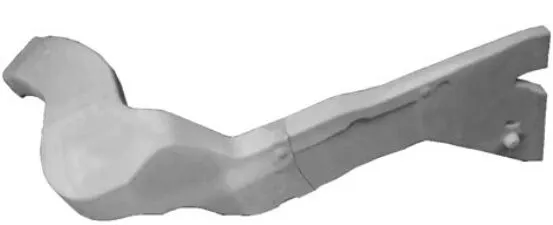
圖7 保險杠導(dǎo)向支架
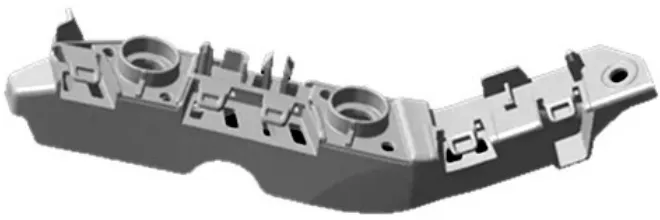
圖8 后排吹腳風(fēng)道
3D打印技術(shù)的發(fā)展已經(jīng)能夠?qū)崿F(xiàn)整車的3D打印[2,3,11]。圖 9 是首臺利用 3D 打印技術(shù)生產(chǎn)的整車URBEE 2。URBEE 2是一款搭載混合動力的三輪汽車,整車包括超過50個3D打印組件,車輛除了底盤、動力系統(tǒng)和電子設(shè)備等,超過50%的部分都是由ABS塑料打印而來。設(shè)計團隊表示出于安全方面的考慮,未對底盤零件采用3D打印進行制造。此外,為了達到更高的安全標(biāo)準(zhǔn),框架部分采用了鋼管焊接[11]。如果說URBEE 2車外形簡單以及底盤零件未采用3D打印技術(shù),那么在2014年國際汽車制造技術(shù)展上推出的Strati汽車,就可以稱為真正意義上的第一臺3D打印整車,其底盤部分也采用了3D打印技術(shù),考慮到安全性,Strati的原材料加入了碳纖維的熱塑材料,如圖10所示。圖11所示為美國橡樹嶺試驗室正在進行的3D打印客車及卡車相關(guān)零部件科研工作[3]。
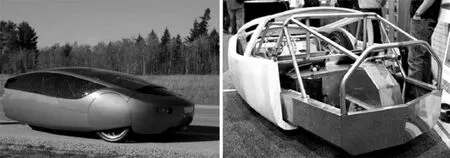
圖9 3D打印URBEE 2整車[11]
汽車輕量化是汽車未來發(fā)展的方向,3D打印設(shè)備及材料的發(fā)展,已能實現(xiàn)碳纖維及其復(fù)合材料等輕量化材料零件的制造[3];目前,國內(nèi)各汽車企業(yè)對于應(yīng)用3D打印技術(shù)實現(xiàn)汽車輕量化還處于研究階段;國外各知名企業(yè)已經(jīng)在概念車、跑車等領(lǐng)域應(yīng)用3D打印技術(shù)實現(xiàn)汽車輕量化。圖12所示為國外某公司打造的一款人工智能概念車Klara的座椅,座椅采用了輕量化的框架結(jié)構(gòu),復(fù)雜結(jié)構(gòu)的座椅框架采用傳統(tǒng)制造方式很難實現(xiàn),采用3D打印技術(shù)完成了產(chǎn)品的制造。
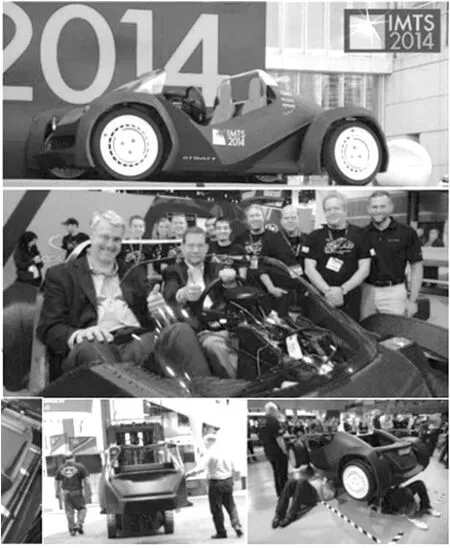
圖10 3D打印Strati整車[3]
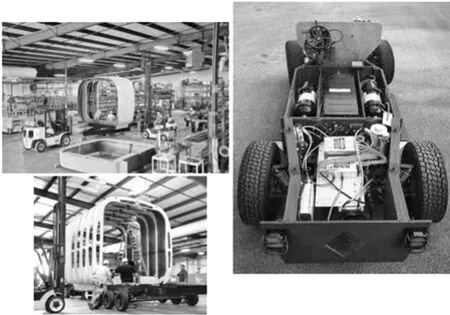
圖11 3D打印客車及卡車整車[3]

圖12 輕量化結(jié)構(gòu)座椅框架
3.2 金屬零件3D打印
3.2.1 間接打印
3D打印金屬零件主要分為間接打印和直接打印。間接打印是指將3D打印技術(shù)與傳統(tǒng)鑄造相結(jié)合實現(xiàn)復(fù)雜金屬零件毛坯的快速制造方法。PS、EPS、石蠟等材料形成的模型主要用于熔模精密鑄造,覆膜砂形成的砂型或砂芯主要用于砂模鑄造。汽車中的發(fā)動機缸體、缸蓋、進排氣管、變速器殼體等復(fù)雜零件都可采用“3D打印+鑄造”的方式快速生產(chǎn)毛坯。3D打印間接打印目前主要用于在產(chǎn)品開發(fā)階段獲得小批量金屬樣件。圖13-15為一汽集團鑄造公司應(yīng)用3D打印技術(shù),制造的金屬毛坯。
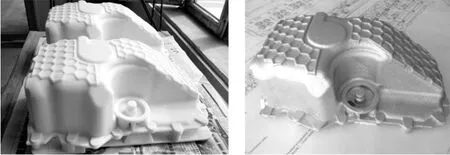
圖13 “3D打印+熔模鑄造”鋁合金機油盤
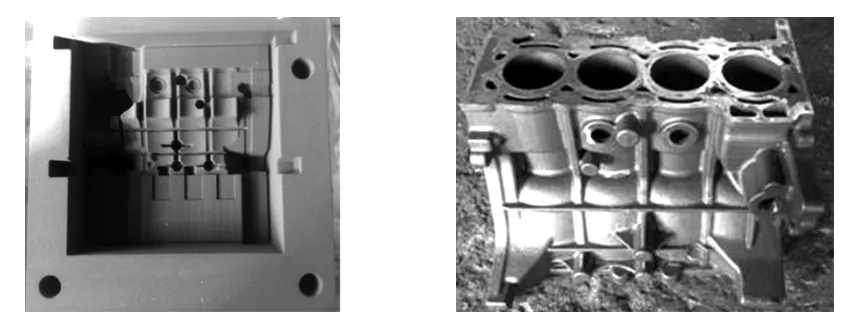
圖14 “3D打印+砂模鑄造”加工的發(fā)動機缸體
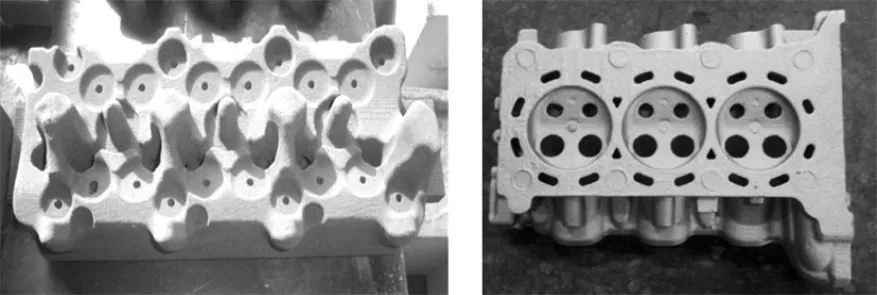
圖15 “3D打印+砂模鑄造”加工的發(fā)動機缸蓋
3.2.2 直接打印
金屬3D直接打印技術(shù)同樣具有快速成型特性,可以用更大的自由度來實現(xiàn)設(shè)計的想法,能產(chǎn)生高度定制的部件,尤其是針對那些經(jīng)過拓撲優(yōu)化的輕量化結(jié)構(gòu)及高強度復(fù)雜結(jié)構(gòu)零件,更能突顯其技術(shù)優(yōu)勢。但是,由于金屬3D打印技術(shù)相比非金屬3D打印技術(shù)復(fù)雜性高,受成本因素和成型技術(shù)的制約,在汽車領(lǐng)域的應(yīng)用沒有非金屬3D打印應(yīng)用廣泛,尤其金屬3D直接打印技術(shù)在大型復(fù)雜殼體類零件上的應(yīng)用并不廣泛。目前應(yīng)用較為廣泛的是用選擇性激光熔化工藝打印復(fù)雜組件、復(fù)雜管道以及薄壁件的制造[12,13]。
圖16是通用汽車公司經(jīng)過拓撲優(yōu)化后的發(fā)動機支架,優(yōu)化后重量降低70%,零件可通過3D打印技術(shù)直接實現(xiàn)。3D打印的凈成型特性,可以讓設(shè)計師專注于零件的性能,不用過多考慮零件的可制造性。
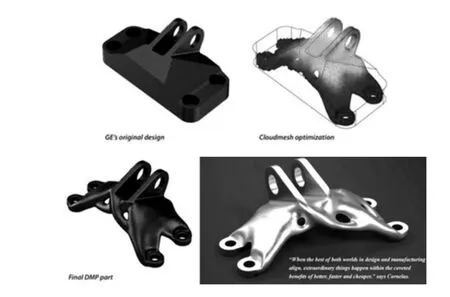
圖16 通用公司發(fā)動機輕量化支架[12]
圖17是某公司開發(fā)的發(fā)動機組件,零件具有復(fù)雜的幾何形狀和薄壁結(jié)構(gòu),使用傳統(tǒng)的方法(如鑄造或機加工)很難生產(chǎn)。采用金屬3D直接打印技術(shù)可以完美的將零件制造出來。

圖17 汽車組件
圖18是寶馬公司通過金屬3D打印技術(shù)制造的輕量化支架,此支架也隨著i8 Roadster的批量化生產(chǎn)而進入到量產(chǎn)領(lǐng)域。

圖18 i8輕量化支架
目前,國內(nèi)大多汽車制造公司都還沒有廣泛地應(yīng)用金屬3D打印技術(shù),但各汽車制造公司已把目光集中在金屬3D打印,在優(yōu)化工藝、降低成本和提高生產(chǎn)速度上尋找解決方案,開展技術(shù)研究。圖19及圖20是一汽集團研發(fā)團隊采用SLM工藝打印的單缸機缸蓋及水冷式鑄鋁排氣管。結(jié)合零件的打印,開發(fā)團隊也對金屬3D打印零件的相關(guān)性能、支撐結(jié)構(gòu)、以及周期成本等進行了對比分析,認為在產(chǎn)品開發(fā)階段及單件生產(chǎn)階段,采用金屬3D打印技術(shù)生產(chǎn)復(fù)雜單缸機缸體、缸蓋零件具有優(yōu)勢;對于采用金屬3D打印技術(shù)打印多缸機缸體、缸蓋的可行性還在探索中。
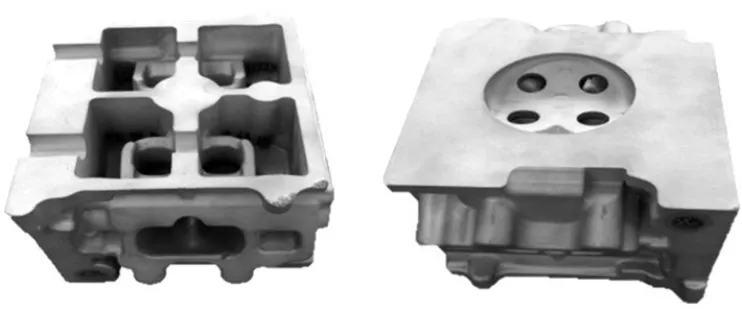
圖19 單缸機缸蓋

圖20 水冷式鑄鋁排氣管
3.3 多材料集成的復(fù)雜零件
現(xiàn)在的3D打印技術(shù)已支持一次打印多材料、多色彩、多紋理的零件,也就意味著在一次打印過程中將多種不同屬性材料結(jié)合到一起。借此能力,無論是汽車內(nèi)飾還是外飾,從車燈罩到輪轂,任何能想到的部分都能展現(xiàn)出實際的感受功能[8,14]。
圖21是賓利設(shè)計團隊完成的包含輪轂在內(nèi)的3D打印輪胎原型,其中輪轂采用硬質(zhì)材料,輪胎采用彈性橡膠材料,輪胎與輪轂一次性制造完成,與原車的輪胎大小比例為1:1。由于輪胎與輪轂一次性制造完成,避免了組裝帶來的限制,也實現(xiàn)了極高的設(shè)計和原型制造的周轉(zhuǎn)速度。賓利還能夠模擬不同硬度、延展性和撕裂強度的橡膠,從而生成具有不同抗張強度的橡膠組件。

圖21 多材料集成輪胎
汽車內(nèi)飾是一個復(fù)雜的領(lǐng)域。汽車內(nèi)飾由復(fù)雜的材料組合構(gòu)成,通常情況下,每個組件都需要單獨生產(chǎn),然后以最終確定的形式無縫組合在一起,這使得快速原型階段的設(shè)計驗證更加復(fù)雜。多材料復(fù)合零件的打印技術(shù),簡化了內(nèi)飾零件的設(shè)計驗證,加快了產(chǎn)品的迭代換型。圖22是采用Polyjet工藝打印的手柄原型,該原型采用了多種材料、多種色彩和色彩紋理制造而成,并且手柄上增加了一種令人舒服的人體工程學(xué)復(fù)合材料。原型表面光滑、紋理逼真,色彩之間的過渡區(qū)域無縫地融合在一起。

圖22 多材料集成手柄
汽車前后燈組件是汽車重要的設(shè)計元素,要讓設(shè)計恰到好處,往往需要多次迭代。在開發(fā)過程中燈罩是一個復(fù)雜的部分,由不同色彩、紋理和零件組成,需要無縫匹配。目前燈罩原型需要采取分步制作的方式,過程復(fù)雜,現(xiàn)在3D打印技術(shù)可以將這一過程縮短為單個步驟,幾個小時就可完成,100%與品牌色彩匹配。圖23所示為采用Polyjet工藝打印的具有功能的汽車尾燈,圖24所示為具有生動色鮮和透明度的燈罩原型,3D打印技術(shù)為汽車創(chuàng)新帶來無限可能。

圖23 多色彩汽車尾燈

圖24 多色彩燈罩原型
4 工裝及模具
3D打印不但可以用來快速驗證產(chǎn)品設(shè)計,同樣也可以快速地制造用于安裝和匹配的工裝、檢具,從而實現(xiàn)快速驗證生產(chǎn)可行性的目標(biāo),對于生產(chǎn)工藝驗證意義非常重大。圖25為寶馬公司打印安裝工裝和測量檢具的案例,圖26為本田公司打印貼標(biāo)機的案例。

圖25 寶馬公司3D打印工裝

圖26 本田公司3D打印貼標(biāo)機
對于傳統(tǒng)工藝難以實現(xiàn)的復(fù)雜模具的制造方面,3D打印技術(shù)優(yōu)勢明顯。如:輪胎花紋是重要而又復(fù)雜多變的加工難點,其加工的精密程度直接影響到輪胎的精度和質(zhì)量,甚至是輪胎的安全、駕駛的舒適度等等。花紋的結(jié)構(gòu)往往呈現(xiàn)出空間三維扭曲、輪胎花紋具有弧度多、角度多的特點,采用傳統(tǒng)的加工手段難以精準(zhǔn)完成。圖27為米其林與法孚合作,通過金屬3D打印設(shè)備進行米其林輪胎模具的研發(fā)與制造,突破了傳統(tǒng)鑄造與機加工技術(shù)難以實現(xiàn)的復(fù)雜紋理制造。
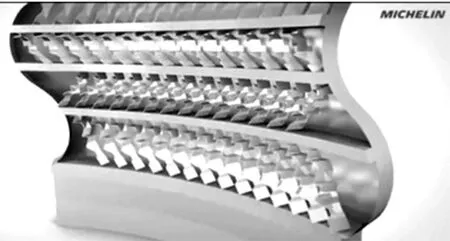
圖27 輪胎模具
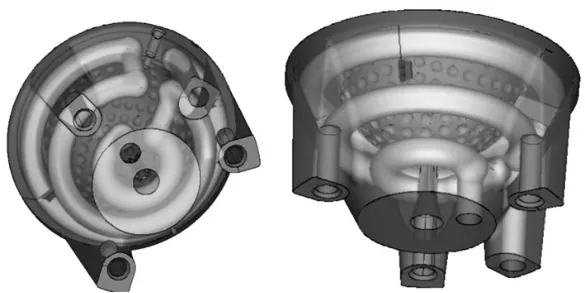
圖28 隨形冷卻模具
同樣,3D打印在加工隨形冷卻模具方面應(yīng)用廣泛。如圖28所示:將復(fù)雜冷卻道與模具型芯一次成型,通過改善冷卻減少變形,提高模具壽命,產(chǎn)品質(zhì)量大大提高。
5 發(fā)展趨勢
3D打印技術(shù)的日益成熟和發(fā)展,使汽車行業(yè)對傳統(tǒng)加工工藝和技術(shù)的依賴性減少,個性化、小批量產(chǎn)品更易實現(xiàn),未來汽車個性化定制也將從高端定制走向平民化,產(chǎn)品設(shè)計也將從滿足普遍性向滿足個體發(fā)展。
在汽車產(chǎn)業(yè)鏈方面,3D打印技術(shù)可使需要大量備用零件存儲的傳統(tǒng)方式,轉(zhuǎn)變?yōu)樵O(shè)計圖紙或數(shù)字化產(chǎn)品的虛擬存儲。分布式的3D打印制造可使生產(chǎn)本地化,能有效降低浪費和污染,3D打印技術(shù)使汽車產(chǎn)業(yè)綠色環(huán)保。
猜你喜歡
人民交通(2020年22期)2020-11-26 07:36:44
小學(xué)生優(yōu)秀作文(低年級)(2020年4期)2020-07-24 08:31:08
汽車與安全(2019年9期)2019-11-22 09:48:03
汽車與安全(2019年8期)2019-09-26 04:49:10
汽車與安全(2019年5期)2019-07-30 02:49:51
汽車觀察(2019年2期)2019-03-15 06:00:06
汽車與新動力(2018年2期)2018-05-09 00:31:56
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50