“北航18”輪舵系舵桿整形修理工藝
2018-08-03 06:20:18陳金琨
中國修船 2018年4期
陳金琨
(交通部煙臺打撈局船舶修造中心,山東 煙臺 264000))
“北航18”輪在錨地避風過程中,由于走錨造成擱淺,經救援后發現舵葉丟失。接到船東通知后,我中心馬上組織人員出海勘察,并根據現場情況制定舵葉修理方案,由我中心前期根據圖紙制作并加工舵葉,船舶上塢后安裝修復。在船舶上塢后,經現場實地對舵系檢查發現,舵桿變形嚴重,無法使用,必須更換舵桿。但舵桿加工費時費工,很難滿足船期要求,針對該情況,我中心大膽提出舵桿整形工藝,為船東節約時間及成本。舵葉丟失情況如圖1所示。

圖1 舵葉丟失現場情況
1 上塢后舵系測量
由于該輪舵葉海損丟失,海上勘驗無法全面得到具體損壞信息。所以為了保證新加工舵葉能一次順利安裝到舵桿上,上塢后決定對整個船舶舵系進行檢查測量。
首先對舵桿進行測量,將舵桿拆卸下來,進行舵桿軸線測量,在車間內利用大型數控龍門銑床對舵桿進行精確測量,借助龍門銑床找出中心線,測量各個位置的數據并與圖紙尺寸對比,舵桿形式如圖2所示。經過測量得到舵桿的變形量為:舵桿法蘭向后偏移106.2 mm,向左偏移36 mm;舵桿法蘭后上翹24.2 mm,左上翹6.5 mm。確定該輪海損事故過程中,舵桿發生變形損壞。以目前舵桿情況,新加工舵葉無法安裝到位。

圖2 舵桿形式
其次對船體是否變形進行驗證,將舵桿及舵銷拆下,將舵承座及舵承安裝到位,采用拉線的方式,檢驗舵承及上下舵銷座的同軸度。對舵承及上下舵銷孔拉線校中,以舵承上端面中心點A和上舵銷中部中心點B為基準拉線,測量下舵銷上端面C、下舵銷下端面D、E兩處鋼絲與舵銷孔內壁的距離,測量點數如圖3所示。
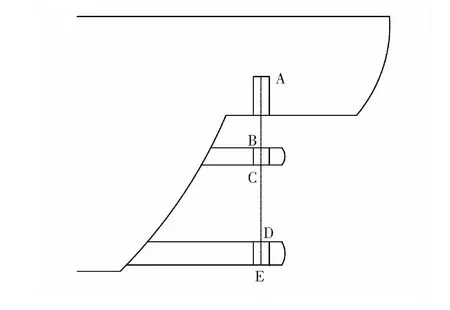
圖3 舵系拉線示意圖
根據表1舵系測量數據可以發現舵系各點同軸度偏差較小,船體無較大變形,排除了船體變形的可能性。

表1 修理前舵承內部與舵系中心線距離 mm
2 舵桿整形修理工藝
根據測量結果得出的舵桿變形情況,需制定合理整形方案。該舵桿直徑為350 mm,并且變形量較大,如果使用常規水火整形需多次進行,且難度較大,同時水火反復整形下,有可能造成舵桿材料性能的變化。所以決定采用大型液壓機對彎曲處進行壓力整形,舵桿修理工藝如下。
1)對舵桿初步進行粗整形,通過在舵桿上劃出實際軸線與理論軸線,采用目視測量,當理論線和實際軸線在折彎處(交匯點)接近順直的時候,可以認為粗整形已完成,此時停止壓制,如圖4所示。

圖4 舵桿劃線部位
2)利用相似三角形原理對舵桿進行精整形,將粗整形后的舵桿放置于平臺上,對粗整形后的舵桿進行找正,如圖5所示。

圖5 舵桿上平臺測量
3)選取高度合適的支撐物2個,上部鋪設10 mm左右的銅板,將找正后的舵桿放置在支撐物上部,凸出變形最大點作為壓制點,選取離壓制點300 mm左右位置作為百分表測量點。
4)操作液壓機使液壓活塞緩慢下落,當液壓活塞觸及舵桿,使舵桿輕微受力后,調整百分表度數歸零。
5)液壓活塞繼續下落,首次可讓下落距離達到百分表度數極限刻度停止(10 mm),用2把鐵錘錘擊壓制點正背部位置200次左右,達到消除內應力效果。現場壓制如圖6所示。

圖6 舵桿現場液壓
6)等待5 min左右,緩慢升起液壓活塞,記錄百分表變化值a。
7)利用相似三角形原理計算壓制點及軸頭變化值b、c,計算公式見式(1),原理如圖7所示。
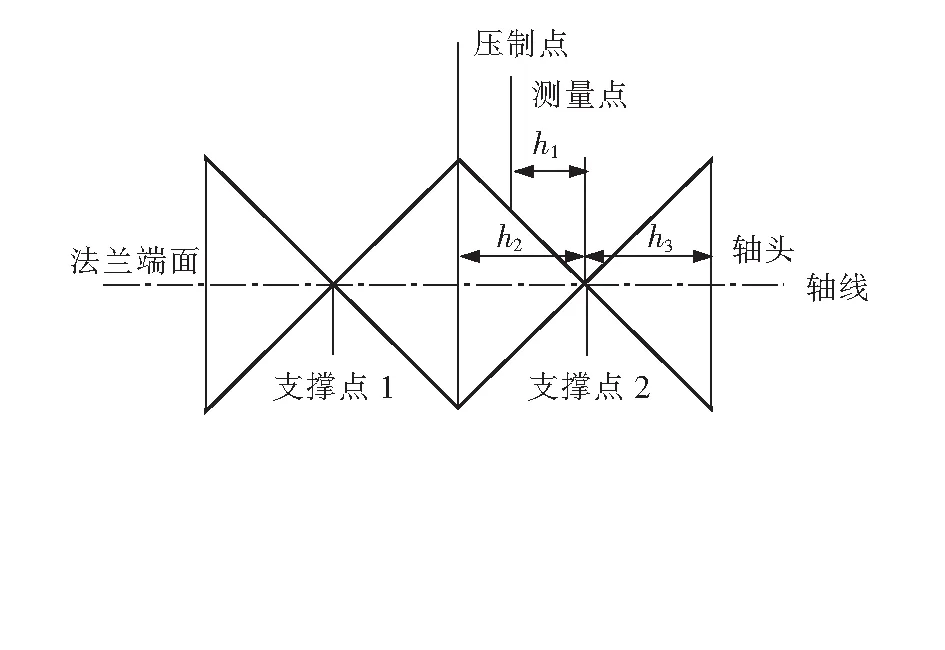
圖7 舵桿整形相似三角形原理
a/h1=b/h2=c/h3
(1)
式中,h1表示舵桿上打標點到支撐點2的長度,h2、h3以此類推。
由式(1)計算軸頭變化值c;同理可獲得法蘭端面變化值d;舵桿變形量即為c和d之和。
8)測量出準確整形變量,與壓制變形量進行比較、分析,排除外部因素(支撐點、舵桿擺放位置等)干擾,得出液壓機整形規律。
9)重復上述步驟,不斷調整壓制量,直到接近理論值,整形完成后,對壓制點進行探傷,以確定整形對舵桿未造成損傷。
10)舵桿修復后,在胎架上與舵葉連接,舵桿與舵葉整體拉出中心線。經過現場數據測量,舵桿與上、下舵銷孔中心線同軸度小于1 mm,滿足安裝要求,如圖8所示。

圖8 舵桿上胎架拉線
3 舵系安裝
首先安裝舵桿,連接舵柄,舵承座閉合后復位,螺栓緊固。連接舵桿與舵葉,鉸制螺栓安裝緊固,檢查連接情況,連接面無縫隙,0.03 mm塞尺塞不進。由于該輪船體下舵銷座內銅套為偏心套且與銷座為過盈配合,原銅套磨損嚴重需更換,舵系中心線重新校中,加工偏心套與銷座過盈配合安裝難度較大,故采用加工中心套后環氧樹脂澆筑的方式,上舵銷安裝后測量下舵銷與舵銷孔內壁間隙,加工下舵銷銅套,銅套外表面與舵銷孔內壁留有足夠的澆筑量,澆筑量不足的位置采用氣刨加大間隙,頂絲固定銅套,試驗轉舵性能良好,左右滿舵無阻塞現象,對銅套與舵銷孔間隙進行環氧樹脂澆筑,24 h緊固后再次試驗轉舵性能良好。測量舵承及上下舵銷間隙如表2所示。

表2 修復后舵承及上下舵銷間隙 mm
4 結束語
大型舵桿的整形十分困難,本文巧妙的利用了簡單的幾何原理解決了舵桿整形的困難問題。為我中心以后的修理工作總結了經驗,同時為船方節約了船期和修理成本,為后續船舶修理提供了寶貴的經驗。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21