龐巴迪CX-100型車輛牽引電機(jī)聯(lián)軸節(jié)故障原因分析及解決措施
2018-08-03 01:49:52胡鐵軍
機(jī)電工程技術(shù) 2018年6期
關(guān)鍵詞:故障
胡鐵軍,華 海
(廣州地鐵集團(tuán)有限公司,廣東廣州 510000)
1 概述
廣州地鐵珠江新城核心區(qū)旅客自動(dòng)輸送系統(tǒng)APM線(Automated People Mover)采用美國龐巴迪CX-100型車輛,該車型采用直流牽引電機(jī)傳動(dòng),電機(jī)型號(hào)為龐巴迪1460-P4,該型電機(jī)于2016年達(dá)到架修期。廣州地鐵于2016年陸續(xù)將該型直流電機(jī)送往電機(jī)廠家進(jìn)行委外維修,在2017年初,APM線發(fā)生了一起因委外維修后的牽引電機(jī)聯(lián)軸節(jié)脫落導(dǎo)致區(qū)間清客的事件,對(duì)APM線運(yùn)營安全造成了重大影響。為了找出本起故障的根本原因,徹底消除其他已完成委外維修的電機(jī)的同類安全隱患,通過理論計(jì)算和試驗(yàn)分析,找到了故障原因,對(duì)已完成委外維修的電機(jī)進(jìn)行了復(fù)核檢查,并針對(duì)后續(xù)維修提出了相應(yīng)的解決措施。
2 故障分析
該起故障為委外維修后的電機(jī)出現(xiàn)了故障,經(jīng)過對(duì)聯(lián)軸節(jié)、電機(jī)軸、軸端緊固螺母等進(jìn)行詳細(xì)檢查后,初步判斷故障原因?yàn)槁?lián)軸節(jié)套裝過盈量不足。為查找聯(lián)軸節(jié)套裝過盈量不足的根本原因,本文先從本次委外維修與其他電機(jī)委外維修的區(qū)別開始分析,通過理論計(jì)算和試驗(yàn)來逐步分析故障原因。
2.1 本次委外維修與其他電機(jī)委外維修的區(qū)別
通過對(duì)比其他電機(jī)委外維修情況,可以發(fā)現(xiàn)本次委外維修的區(qū)別在于:
(1)龐巴迪公司出于技術(shù)封鎖和商務(wù)利益考慮,不向廣州地鐵提供電機(jī)維修相關(guān)的任何資料;
(2)為了打破技術(shù)封鎖,節(jié)省維修成本,廣州地鐵將電機(jī)委托給國內(nèi)具有大型電機(jī)維修經(jīng)驗(yàn)、業(yè)績項(xiàng)目良好的廠家進(jìn)行技術(shù)參數(shù)測(cè)繪和工藝研究,并實(shí)施維修。
經(jīng)初步測(cè)量,再結(jié)合國內(nèi)同類型電機(jī)材質(zhì)參數(shù)對(duì)比,基本確定委外維修廠家的技術(shù)參數(shù)測(cè)繪結(jié)果正確。下文將根據(jù)技術(shù)參數(shù)測(cè)繪結(jié)果論證維修工藝中聯(lián)軸節(jié)套裝過盈量的準(zhǔn)確性。
2.2 影響聯(lián)軸節(jié)套裝過盈量的因素分析
根據(jù)電機(jī)軸與聯(lián)軸節(jié)的套裝工藝[1]可知,影響聯(lián)軸節(jié)套裝過盈量的關(guān)鍵因素有六個(gè),分別為:
(1)聯(lián)軸節(jié)套裝過盈量由軸向套入量來保證,所以聯(lián)軸節(jié)套入量是一個(gè)至關(guān)重要因素;
(2)電機(jī)軸錐面圓跳動(dòng);
(3)聯(lián)軸節(jié)內(nèi)孔與軸錐面有無拉傷/毛刺等異常;
(4)聯(lián)軸節(jié)探傷檢測(cè)結(jié)果;
(5)電機(jī)軸錐面與聯(lián)軸節(jié)內(nèi)孔的接觸面積;
(6)聯(lián)軸節(jié)加熱溫度與保溫時(shí)長。
下文將對(duì)以上六個(gè)關(guān)鍵因素逐一進(jìn)行分析。
2.2.1 聯(lián)軸節(jié)套入量
2.2.1.1 聯(lián)軸節(jié)套入量的理論計(jì)算
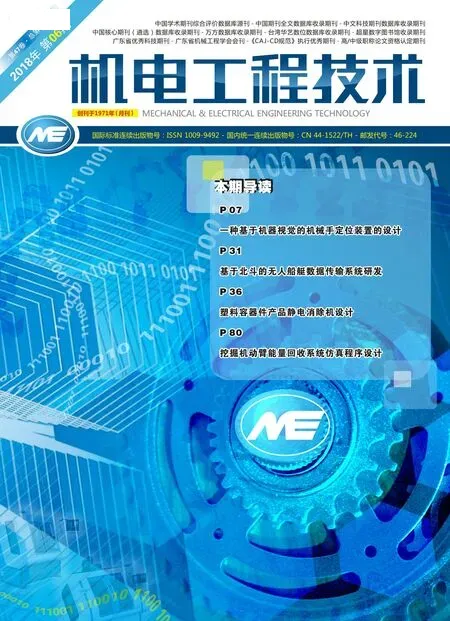
龐巴迪1460-P4型電機(jī)通過外錐度軸與聯(lián)軸節(jié)配合(即軸錐配合)后牽引負(fù)載,該型電機(jī)額定功率75 kW,額定轉(zhuǎn)速2 200 r/min,其額定轉(zhuǎn)矩為326 N·m[2]。由于該電機(jī)缺少起動(dòng)特性以及短路轉(zhuǎn)矩等參數(shù),計(jì)算時(shí)為了保證軸錐配合在不超出材料強(qiáng)度條件下保證傳遞力的可靠性,該電機(jī)按814 N·m(按同類電機(jī)最大轉(zhuǎn)矩倍數(shù)2.5倍計(jì)算得出)的最大轉(zhuǎn)矩對(duì)軸錐配合進(jìn)行設(shè)計(jì)[3]。
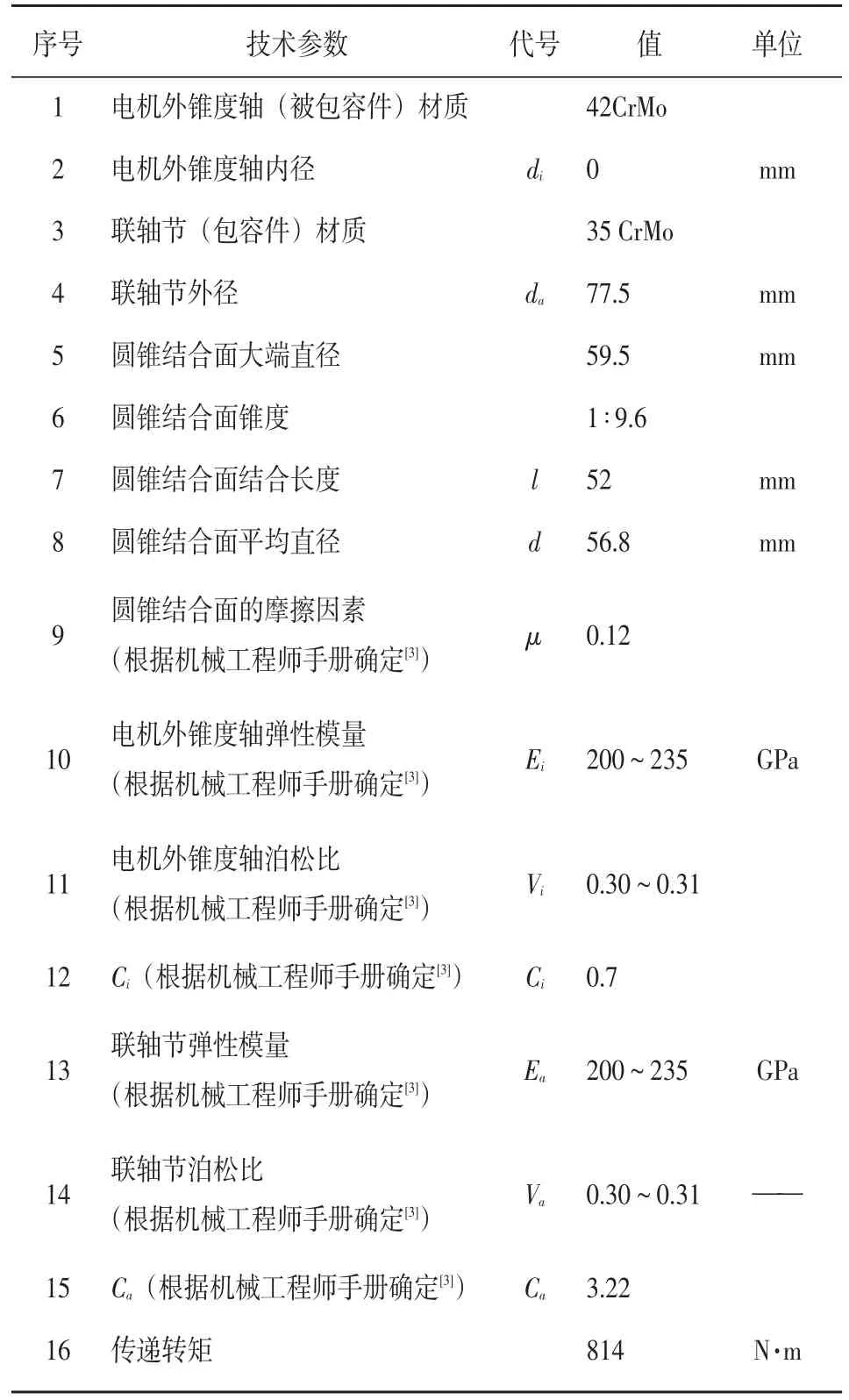
表1 外錐度軸與聯(lián)軸節(jié)配合基本尺寸及電機(jī)轉(zhuǎn)矩參數(shù)
計(jì)算過程如下:
傳遞載荷需要的最小壓力:

同理,可計(jì)算出零件不產(chǎn)生塑性變形允許的最大有效過盈量(考慮裝入壓平的影響)δmax=0.244 mm。
聯(lián)軸節(jié)套入量為H=δ×9.6,為1.2~1.4 mm。
2.2.1.2 聯(lián)軸節(jié)套入量的實(shí)際校核
為了確認(rèn)已完成委外維修的電機(jī)的聯(lián)軸節(jié)套入量大小,對(duì)19臺(tái)電機(jī)(其中本次故障前維修14臺(tái)、故障后維修5臺(tái))進(jìn)行了復(fù)核檢查,復(fù)核檢查嚴(yán)格按照電機(jī)聯(lián)軸節(jié)的拆裝工藝和流程[1]進(jìn)行,重點(diǎn)記錄復(fù)核前后軸端面與聯(lián)軸節(jié)端面的尺寸A(見圖1)和聯(lián)軸節(jié)套入量,表2是復(fù)核前后軸端面與聯(lián)軸節(jié)端面的尺寸A記錄表。
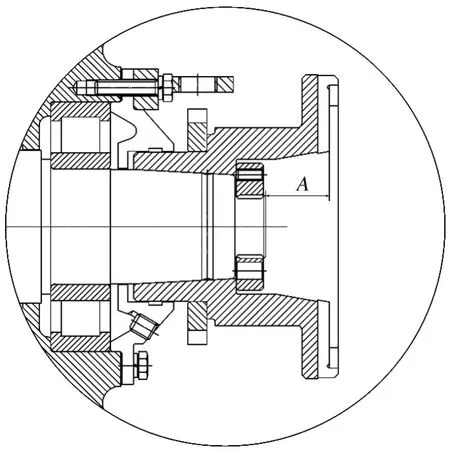
圖1 軸端面與聯(lián)軸節(jié)端面的尺寸A
對(duì)于實(shí)際套裝或復(fù)核作業(yè),聯(lián)軸節(jié)的套入量由套裝過程中的冷態(tài)套裝尺寸A冷和熱態(tài)套裝尺寸A熱這兩個(gè)關(guān)鍵參數(shù)決定,聯(lián)軸節(jié)套入量=A熱-A冷。而冷態(tài)套裝尺寸A冷是一個(gè)過程量,熱態(tài)套裝尺寸A熱是一個(gè)結(jié)果量,也就是在實(shí)際套裝或復(fù)核作業(yè)完成后只能重復(fù)檢測(cè)到熱態(tài)套裝尺寸A熱。
通過表2的對(duì)比,可以得出如下幾個(gè)結(jié)論。
本次復(fù)核作業(yè)后聯(lián)軸節(jié)的套入量與理論計(jì)算結(jié)果一致,達(dá)到了1.2~1.4 mm的標(biāo)準(zhǔn)。
通常情況下,每經(jīng)過一次作業(yè),電機(jī)軸的外徑會(huì)稍微減小,聯(lián)軸節(jié)孔的內(nèi)徑會(huì)稍微變大,這時(shí)A'≤A,差值≤0.2 mm。本次故障前維修的14臺(tái)電機(jī)的軸端面與聯(lián)軸節(jié)端面的尺寸對(duì)比為:A'<A,差值在0.42~1.38 mm之間,遠(yuǎn)超出≤0.2 mm的范圍。說明這14臺(tái)電機(jī)的原套入量不達(dá)標(biāo),可能套入量小了0.22~1.18 mm。
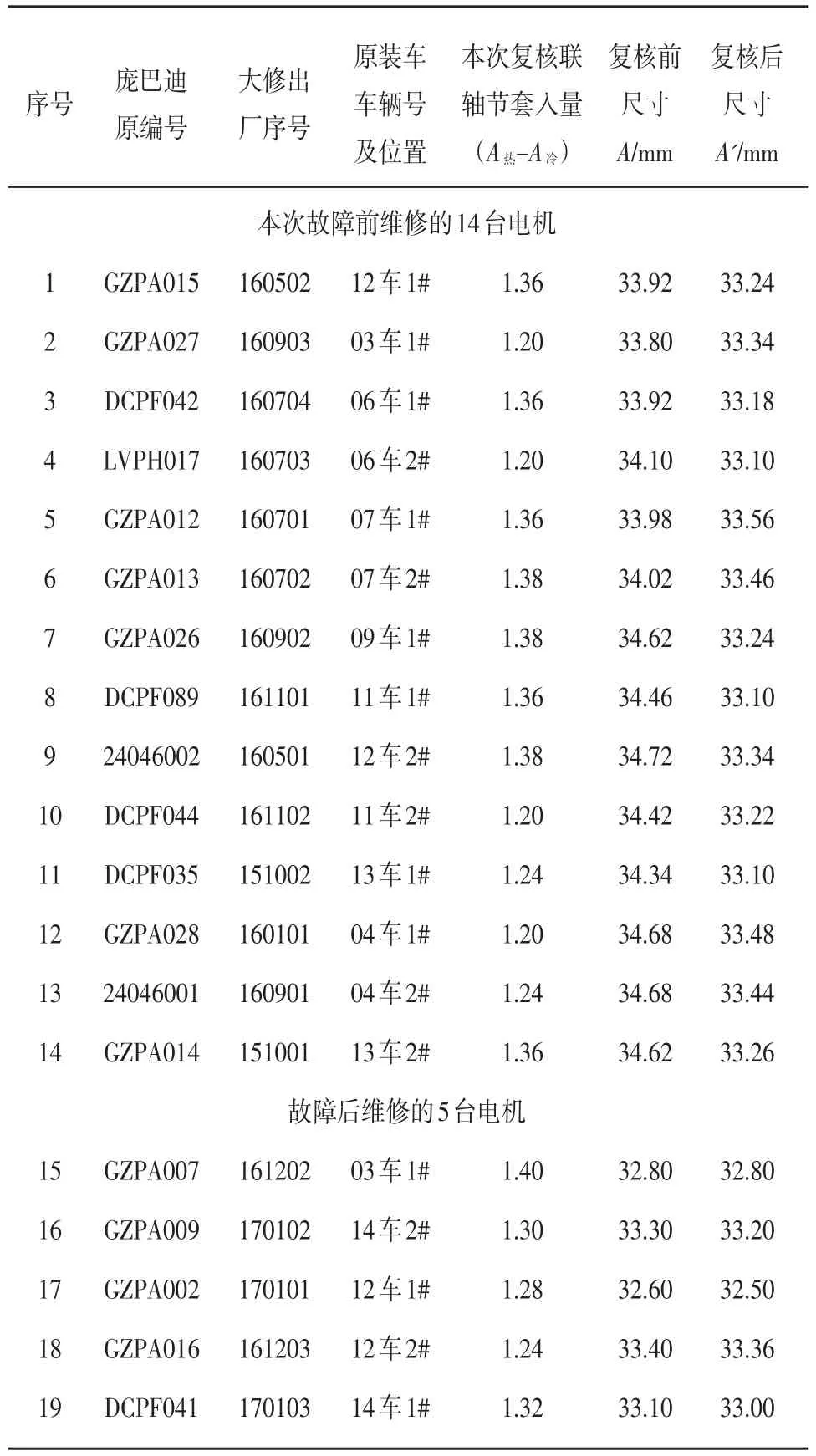
表2 復(fù)核前后軸端面與聯(lián)軸節(jié)端面的尺寸A和軸端突出量記錄表
(3)本次故障后維修的5臺(tái)電機(jī)的軸端面與聯(lián)軸節(jié)端面的尺寸對(duì)比為:A'≤A,差值在0~0.1之間,符合≤0.2 mm的范圍。說明這5臺(tái)電機(jī)的原套入量達(dá)標(biāo)。
(4)復(fù)核前后19臺(tái)電機(jī)的套入量散點(diǎn)圖見圖2,套入量必須在1.2~1.4 mm的范圍內(nèi)才達(dá)標(biāo),正偏離則會(huì)導(dǎo)致聯(lián)軸節(jié)內(nèi)孔損傷,負(fù)偏離則會(huì)導(dǎo)致過盈量不足,兩者最終都會(huì)導(dǎo)致電機(jī)軸與聯(lián)軸節(jié)的過盈配合失效。
通過對(duì)聯(lián)軸節(jié)套入量進(jìn)行理論計(jì)算,并結(jié)合實(shí)際復(fù)核數(shù)據(jù)分析后,可知本次牽引電機(jī)聯(lián)軸節(jié)套入量不足,合格率為26.32%。
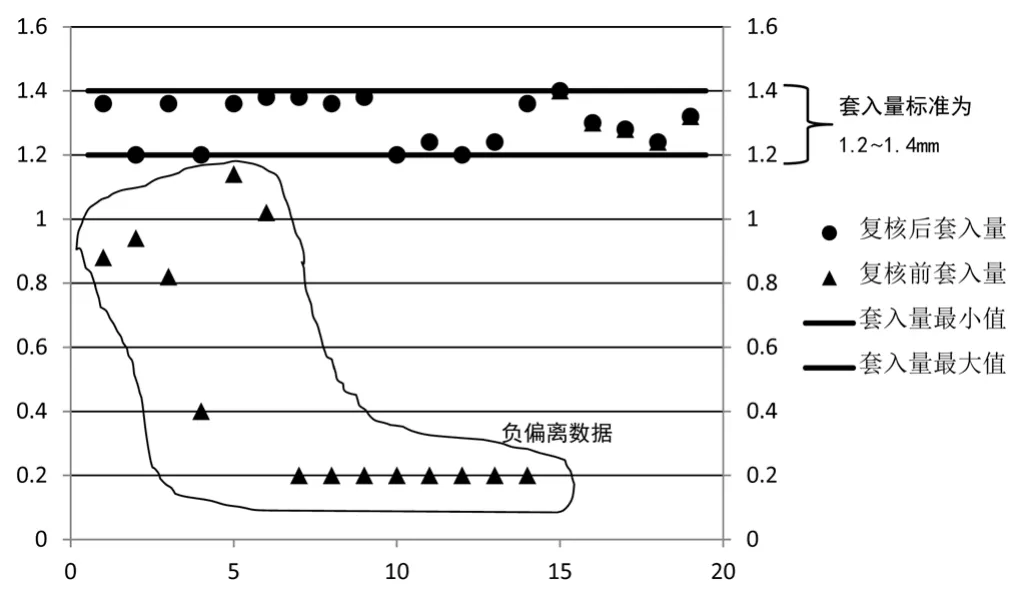
圖2 復(fù)核前后套入量的散點(diǎn)圖
2.2.2 電機(jī)軸錐面圓跳動(dòng)
電機(jī)軸錐面圓跳動(dòng)的復(fù)核檢查結(jié)果見表3,全部符合小于0.06 mm的標(biāo)準(zhǔn),說明電機(jī)軸錐面圓跳動(dòng)符合技術(shù)要求,合格率為100%。
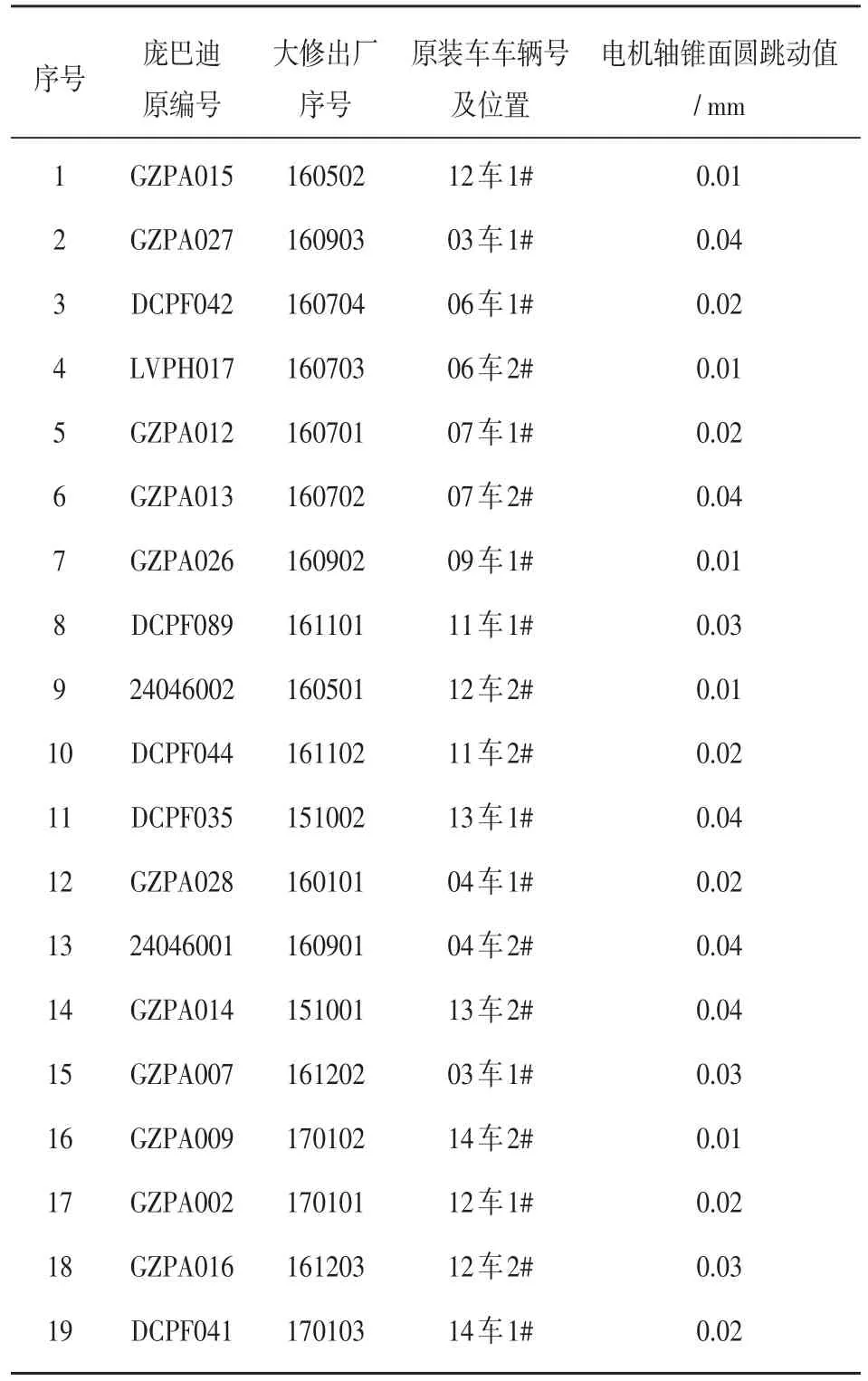
表3 電機(jī)軸錐面圓跳動(dòng)的復(fù)核檢查結(jié)果
2.2.3 聯(lián)軸節(jié)內(nèi)孔與軸錐面有無拉傷/毛刺等異常
退卸所有電機(jī)的聯(lián)軸節(jié)檢查時(shí),發(fā)現(xiàn)大修出廠序號(hào)為160303的電機(jī)(裝車位置為03車1#)聯(lián)軸節(jié)內(nèi)孔拉傷(見圖3),必須進(jìn)行表面加工處理。經(jīng)過著色探傷、磁粉探傷檢查未發(fā)現(xiàn)裂紋,后經(jīng)研磨處理,使電機(jī)錐度軸與法蘭內(nèi)孔接觸面積大于80%,最終套入量為1.20 mm,符合標(biāo)準(zhǔn)。
除1臺(tái)電機(jī)發(fā)現(xiàn)異常外,其他電機(jī)未發(fā)現(xiàn)聯(lián)軸節(jié)或錐度軸存在拉傷的情況,合格率為94.74%。
2.2.4 聯(lián)軸節(jié)探傷檢測(cè)結(jié)果
對(duì)所有聯(lián)軸節(jié)外表面進(jìn)行磁粉探傷,聯(lián)軸節(jié)內(nèi)孔面進(jìn)行滲透探傷檢測(cè),探傷檢測(cè)結(jié)果均合格,合格率為100%。

圖3 法蘭內(nèi)孔拉傷
2.2.5 電機(jī)軸錐面與聯(lián)軸節(jié)內(nèi)孔的接觸面積
利用紅丹粉檢查電機(jī)軸錐面與聯(lián)軸節(jié)內(nèi)孔的接觸面積,所有接觸面積均大于80%,合格率為100%。
2.2.6 聯(lián)軸節(jié)加熱溫度與保溫時(shí)長
聯(lián)軸節(jié)加熱溫度與保溫時(shí)長是套入量多少的直接保證。如果加熱溫度與保溫時(shí)長不足,電機(jī)軸或聯(lián)軸節(jié)的彈性變形量會(huì)不足,從而直接導(dǎo)致套入量小;如果加熱溫度與保溫時(shí)長超標(biāo),電機(jī)軸或聯(lián)軸節(jié)會(huì)發(fā)生塑性變形,從而導(dǎo)致電機(jī)軸或聯(lián)軸節(jié)失效[5]。所以必須嚴(yán)格控制加熱溫度和保溫時(shí)長,但其是一個(gè)過程量,不能復(fù)盤檢測(cè),從聯(lián)軸節(jié)套入量不合格率為73.68%,可以推測(cè)出故障前維修的14臺(tái)電機(jī)沒有嚴(yán)格控制加熱溫度和保溫時(shí)長。
2.3 聯(lián)軸節(jié)套裝過盈量的不足的原因分析
將上文影響聯(lián)軸節(jié)套裝過盈量的六個(gè)關(guān)鍵因素的復(fù)核結(jié)果繪制成圖4,可知聯(lián)軸節(jié)套裝過盈量不足的原因?yàn)椋?/p>
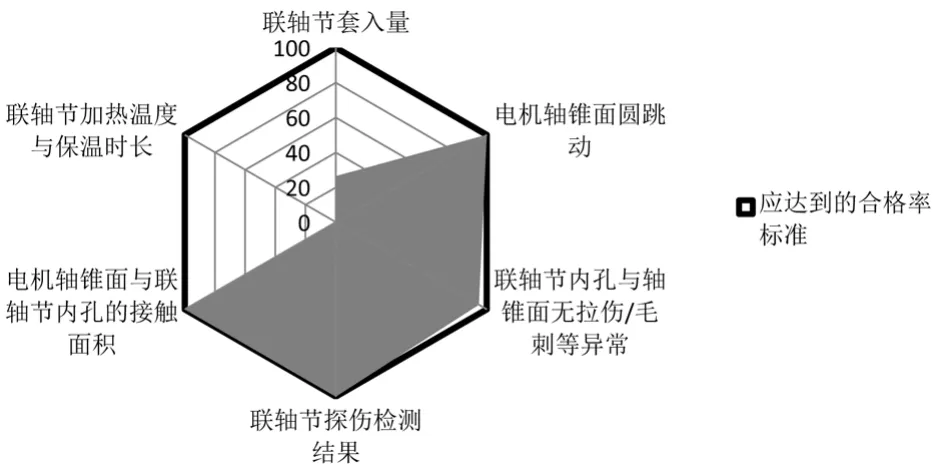
圖4 聯(lián)軸節(jié)套裝過盈量的六個(gè)關(guān)鍵因素的復(fù)核結(jié)果
聯(lián)軸節(jié)套入量不足是導(dǎo)致過盈量不足的直接原因;
沒有嚴(yán)格控制聯(lián)軸節(jié)的加熱溫度與保溫時(shí)長可能是導(dǎo)致過盈量不足的根本原因;
聯(lián)軸節(jié)內(nèi)孔與軸錐面有拉傷/毛刺等異常,未經(jīng)過精細(xì)加工處理,降低了過盈配合度。
3 解決措施
結(jié)合故障原因和聯(lián)軸節(jié)套裝工藝,本文對(duì)后續(xù)維修電機(jī)的驗(yàn)收與保障提出如下措施。
要求維修廠家對(duì)聯(lián)軸節(jié)套入量、電機(jī)軸錐面圓跳動(dòng)、聯(lián)軸節(jié)內(nèi)孔與軸錐面有無拉傷/毛刺等異常、聯(lián)軸節(jié)探傷檢測(cè)結(jié)果、電機(jī)軸錐面與聯(lián)軸節(jié)內(nèi)孔的接觸面積、聯(lián)軸節(jié)加熱溫度與保溫時(shí)長等六個(gè)關(guān)鍵工序環(huán)節(jié)進(jìn)行全面質(zhì)量監(jiān)控,提供詳細(xì)的維修工藝卡片,必要時(shí)可要求維修廠家提供維修作業(yè)視頻資料。
完善牽引電機(jī)維修后的現(xiàn)場(chǎng)驗(yàn)收措施,將測(cè)量軸端面與聯(lián)軸節(jié)端面的尺寸A、螺母扭矩與螺釘緊固等作為必檢項(xiàng)目。
維修后的電機(jī)上線運(yùn)營初期要強(qiáng)化檢查,對(duì)牽引電機(jī)聯(lián)軸節(jié)、圓螺母與軸進(jìn)行劃線,加密檢查頻次,完善設(shè)備運(yùn)營跟蹤記錄。
猜你喜歡
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(hào)(2016年4期)2016-06-01 12:10:19
電測(cè)與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車維修與保養(yǎng)(2015年8期)2015-04-17 03:32:52
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車維修與保養(yǎng)(2015年7期)2015-04-17 02:12:40
汽車維修與保養(yǎng)(2015年2期)2015-04-17 01:30:34
汽車維護(hù)與修理(2015年2期)2015-02-28 12:15:39