復雜結構單晶渦輪葉片氣膜孔制孔質量控制及改進研究
2018-08-04 07:19:56姜祖崗張保文趙文彬
裝備制造技術 2018年6期
姜祖崗,張保文,趙文彬
(中國航發商用航空發動機有限責任公司,上海200241)
0 引言
高壓渦輪葉片被稱為“現代航空工業皇冠上的明珠”,是航空發動機的關鍵部件,其在工作狀態下承受復雜的機械載荷和熱載荷,工作環境惡劣。隨著總體性能指標的提高,現代先進航空發動機高壓渦輪葉片采用單晶材料,且設計有復雜的外型和內腔冷卻結構,內腔為復雜多腔結構、帶擾流和擾流柱加強換熱,同時葉身有復雜空間分布的氣膜孔,這給葉片的設計和加工提出了更高的要求。
為了滿足高性能要求,氣動設計希望渦輪葉片具有理想復雜的外形;為了降低工作狀態下的葉片基體溫度,冷卻設計希望根據流道燃氣溫度分布情況,采用最高效的復雜冷卻形式,使葉片溫度場分布情況最佳;強度設計希望葉片接近等強度狀態,材料得到最有效率的利用;工藝希望有寬松的制造工藝條件,提高成品率。然而各設計專業的要求是相互矛盾的,需要綜合考慮各種要求進行工程設計,尋求各方都能滿足要求的工程設計結果,使設計結果具有較好的工程性和經濟性。
氣膜孔的設計和加工,對葉片的性能和結構可靠性有重要影響。從葉片冷卻設計的角度,為保證葉片冷卻效果,對氣膜孔的位置和角度有嚴格的要求;從強度設計的角度,為保證葉片具有足夠的疲勞壽命,要求制孔表面具有良好的光潔度、并嚴格限制制孔過程對葉片產生的損傷:如避免誤傷內腔基體壁面,限制氣膜孔重熔層厚度等。在打孔過程中,完全滿足上述要求具有較大的困難:由于鑄造過程的復雜性,葉片外型和內型與設計存在一定的偏差,這就給打孔的準確定位,特別是葉身前緣氣膜孔位置和角度的確定造成較大的困難。如果不能確保孔的位置和角度準確,則極易誤傷內腔基體及相鄰氣膜孔在內腔交叉。氣膜孔打孔質量的控制和改進,對于保證渦輪葉片的性能和工作可靠性,具有重要意義。
目前氣膜孔加工主要采用三種方法[1]:激光打孔、電火花打孔和電液束打孔。激光打孔效率最高,但會在氣膜孔邊產生較厚的重熔層;電火花打孔效率較高,重熔層較薄;電液束打孔不產生重熔層、無微裂紋、無熱影響區,稱為“三無”,是最理想的高質量制孔方法,但效率最低。考慮到效率和經濟性,電火花打孔工藝在國內應用的時間最長,技術也最成熟。此外,近年飛秒激光制孔技術也是一種有前途的方法。
本文結合某高壓渦輪轉子葉片的高周疲勞試驗結果,剖切檢查制孔內腔狀態,對氣膜孔打孔質量進行了分析,并對打孔質量的控制和改進方法提出了針對性措施。
1 基于疲勞試驗的葉片打孔質量分析
在設計狀態確定的情況下,氣膜孔質量就取決于工藝過程控制。氣膜孔質量包括兩方面內容:(1)氣膜孔孔徑尺寸、形狀,公差和位置度是否滿足設計要求;(2)孔表面粗糙度是否滿足要求、重熔層是否符合標準規定、是否有微裂紋。本章主要結合葉片高周疲勞試驗結果,討論前者對葉片的疲勞強度的影響。
常溫條件下的葉片高周疲勞試驗,主要目的是發現葉片設計、制造的薄弱環節,為結構設計和工藝的改進提供支持。某型航空發動機高壓渦輪轉子葉片的氣膜孔采用電火花工藝加工,試驗中發現,主裂紋起裂位置主要集中在葉身前緣根部(靠近葉盆側)的氣膜孔邊緣,主裂紋典型位置見圖1.部分試驗件在較低的動應力下即出現疲勞裂紋。
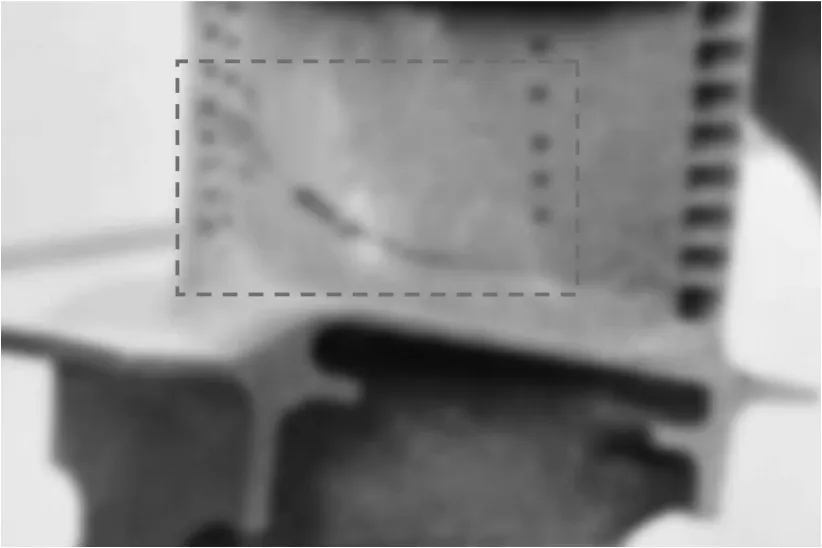
圖1 葉身主裂紋位置示意圖
試驗結果見表 1,動應力升降圖見圖 2,圖中的無量綱動應力定義為:

式中:si為第i個試驗件的無量綱動應力;σi為第i個試驗件的動應力;σmax為所有試驗件中的最大動應力。

表1 試驗結果匯總表
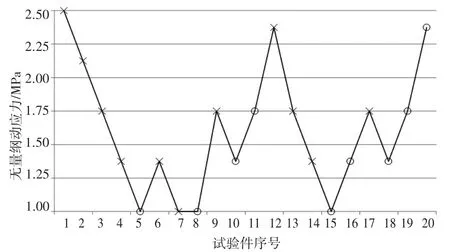
圖2 動應力升降圖(高周疲勞試驗)
圖中,“x”表示試驗件未達到規定的循環次數即失效,“○”表示試驗件達到規定的循環次數未失效。
從表1及圖2可以看出,試驗結果存在較大的分散性。為分析疲勞裂紋產生的原因,在各失效葉片主裂紋所在位置進行了解剖和斷口分析,發現大部分失效葉片均不同程度存在葉身前緣內腔被打傷,以及相鄰氣膜孔在前緣內腔表面交叉的情況。以7號葉片為例(該葉片在較低的應力水平即發生裂紋,且斷口特征比較典型),其斷口位置見圖3,裂紋源形貌見圖4.裂紋源見圖中的圓圈位置,其中一個位于3#、4#氣膜孔槽在內腔處形成的尖角,為主源,另一個源位于1#氣膜孔表面。1#、2#孔對應葉盆側兩排正常葉片氣膜孔結構,3#、4#孔為1#氣膜孔和葉背氣膜孔在打孔過深導致穿透至另一側基體內壁所致。
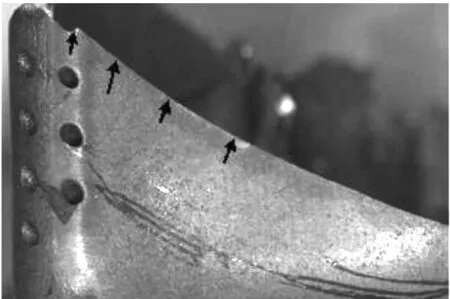
圖3 斷口位置

圖4 斷口裂紋源區形貌
葉片裂紋起源于氣膜孔表面以及其形成的尖角處,由于進氣邊處氣膜孔打孔過深造成葉片存在局部偏薄或尖角等應力集中區域,加之此位置又為高壓疲勞試驗較大應力的關鍵部位,因此疲勞強度較低。
2 氣膜質量控制及改進方法分析
從強度設計的角度,在工作狀態下,葉身前緣溫度相對較高,同時根部的靜態應力和動應力幅值也相對較高,特別在氣膜孔邊緣應力集中比較明顯,葉身前緣根部區域的氣膜孔質量尤顯重要。然而從加工的角度,由于鑄造的原因,通常葉身前緣的外形和厚度較容易超差,這就給氣膜孔的位置、角度和打孔進深的確定帶來較大的困難。如果打孔進深值過大,會打傷內腔壁面;如果打孔進深值偏小,則在加工過程中需要補加工(反拷過程),而該過程極易造成孔徑超差[2]。
基于目前的空心渦輪葉片鑄造水平,可以從設計、打孔工藝和檢測環節采取措施,控制并提高電火花打孔質量,提高葉片的疲勞強度。
(1)從結構設計上:1)需要兼顧現有的葉片鑄造水平,在葉身前緣氣膜孔位置和角度的選取上,增大對葉片鑄造壁厚偏差的容許度。以圖5所示的情況為例,如果設計時氣膜孔與設計的內型輪廓的距離Δa過小,且在鑄造時內型輪廓出現超差,那么實際打孔時,極可能打傷內壁。因此在設計時,應根據葉身前緣內、外型的超差統計情況,確定Δa的取值。2)在可能的情況下,對于葉身前緣根部的氣膜孔,應盡量增大孔間距離,不僅可以在一定程度上避免氣膜孔在內腔交叉,還可以改善該區域的應力集中狀況。
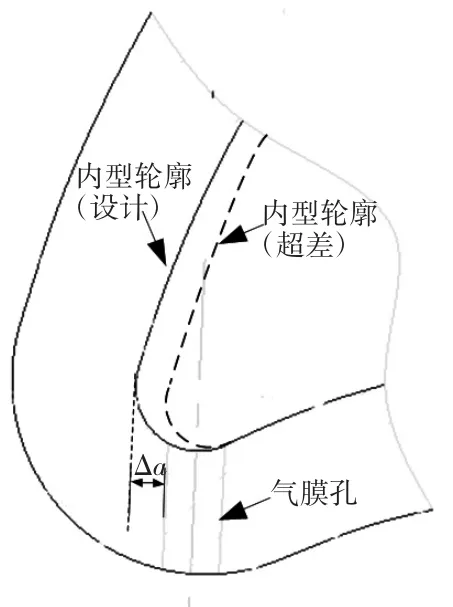
圖5 內型超差(示例)時的氣膜孔位置選取
(2)葉片鑄件壁厚測量及控制。由于鑄造過程的復雜性,葉片實際內、外型與設計狀態存在一定偏差。精確測量壁厚,可以為葉片氣膜孔打孔參數的確定提供方便。對于空心渦輪葉片的壁厚測量,目前多采用超聲波測厚法[3],該方法操作簡便,但要求被測部位上下表面若不平行,則會產生較大的測量誤差[4]。在圖6所示的壁厚測量位置中,t2和t3處測量精度較高,葉身前緣表面曲率較大,該方法測量t1處壁厚誤差較大。熊瑛等[3]采用射線測量了葉片大曲率處的壁厚,但筆者認為該方法操作復雜,不適用于大批量葉片的高效測量,工程性差。工業CT法不僅可輸出氣膜孔的三維空間分布圖像,還可進行壁厚的測量[5],給出直觀壁厚分布圖及數據,是相對比較理想的葉身前緣壁厚測量方法。
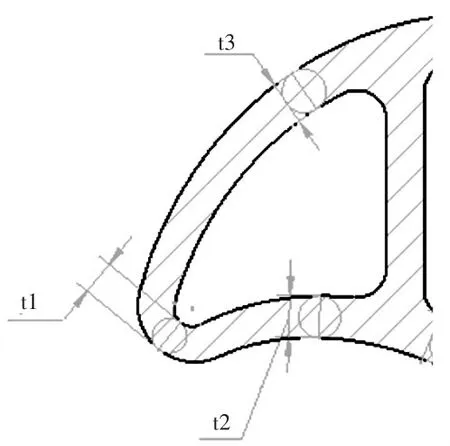
圖6 葉身前緣壁厚測量點示意圖
(3)制孔過程控制。1)提高葉片定位精度,對提高氣膜孔孔的加工精度至關重要。葉片制孔基準的確定過程:在葉片機加過程中,根據葉身的六點定位基準加工榫頭,然后設計制造制孔用工裝。制孔過程:在制孔設備上以工裝夾持固定葉片榫頭確定坐標系;為提高孔的定位精度,就需要提高榫頭加工過程的基準轉換精度、榫頭夾持定位精度和可靠性。2)采取有效措施防止打孔時電極打傷葉片內腔表面。在葉片結構允許的情況下,為防止電極打穿后誤傷葉葉片內壁面,必須進行行程控制,可將一定尺寸的銅條由榫頭底部通氣孔插入葉片前緣內腔[2-6]。由于銅條材料特性與電極材料基本相同,根據電火花打孔原理,相同材料特性和電位差的材料間放電效率較低,進而極大地延緩電極的進給速度,有效防止誤傷葉片內壁,是控制行程的一種有效方法。
(4)制孔質量檢查。雖然工程設計時各專業已經充分協調,由于制造過程的復雜性、制造過程控制環節太多及控制手段的局限性,以及葉片本體幾何的偏差,不能確保每個葉片氣膜孔質量都滿足設計要求。通過標準樣件制作,經過各種檢驗、計量和剖檢并經過標準樣件評審,確定標準樣件的方法來控制,這是一種行之有效的方法,但對葉片前緣內腔復雜空間分布的氣膜孔有一定局限性。目前的制孔質量檢查,除目視外,無損檢查方式常采用X光檢測和CT檢測,對于通常結構氣膜孔質量檢查是有效地。CT檢測還可以輸出葉片三維結構影像,但成本較高,圖7是典型的葉片CT掃描結果。

圖7 某葉片CT掃描照片
X光檢測輸出的是二維影像,對于具有比較復雜的空間位置和角度,氣膜孔影像會相互重疊,給打孔質量的判斷帶來較大困難。筆者認為,基于現有的X光檢測方法,輔助增加光學內窺鏡的方法,在葉片前緣內腔檢查氣膜孔質量。在葉片結構允許的情況下,可以將內窺鏡從榫頭底部通氣孔插入葉片內腔,通過實時影像查錄像,看內腔表面質量狀態以及氣膜孔分布狀況。圖8是采用內窺鏡對葉身前緣內腔的進行檢測的影像截圖,可以看出在電火花打孔過程中,內腔肋板被擊穿,并打傷內壁面。
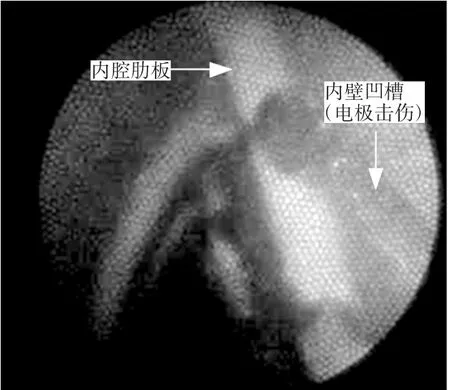
圖8 葉片前緣內腔檢測(內窺鏡)
3 結論
渦輪葉片氣膜孔的質量,尤其是前腔氣膜孔質量及分布狀況對葉片性能和結構可靠性有重要影響。盡管渦輪葉片結構復雜、毛坯存在一定偏差,制孔環節對氣膜孔質量影響因素多,但通過嚴格的過程控制,能夠有效提高制孔質量;借助先進可靠的檢測手段,能夠確準確挑選甄別葉片制孔質量,確保裝機葉片滿足設計使用要求,通過以上手段可以避免孔相交從而保證葉片高周疲勞壽命滿足要求。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
汽車觀察(2016年3期)2016-02-28 13:16:26
建筑材料學報(2014年3期)2014-03-11 17:08:02
