BHW35鋼用埋弧焊焊絲優化研究
2018-08-07 11:14:32唐國軍
機械 2018年7期
唐國軍
?
BHW35鋼用埋弧焊焊絲優化研究
唐國軍
(東方電氣集團 東方鍋爐股份有限公司,四川 自貢 643001)
BHW35鋼作為優質的厚壁容器材料被廣泛使用,其進行埋弧焊焊接時通常采用H10Mn2NiMoA焊絲,但采用該焊絲進行雙絲埋弧焊時有較為明顯的再熱裂紋傾向。通過理論分析及統計前期試驗數據,認為再熱裂紋率較高的原因與使用的焊絲熔敷金屬強度過高有關,有必要對現用的焊絲成分進行優化。用H08Mn2MoA焊絲進行了焊接工藝試驗,并檢測了接頭的熔敷金屬化學成分、常溫及中溫抗拉強度及沖擊韌性。通過對H08Mn2MoA焊絲熔敷金屬相關試驗數據與BHW35材料性能指標的對比分析,得出了合理的焊絲優化方案。
BHW35鋼;埋弧焊;再熱裂紋;焊絲
德國鋼號BHW35與國產材料13MnNiMo54相當,其合金元素設計合理,組織穩定,具有良好的綜合力學性能,包括中溫力學性能及工藝性能,在厚壁中溫壓力容器、電站鍋爐汽包等大型容器制造中被廣泛采用[1],其合金成分如表1所示,機械性能為:屈服強度σ≥375 MPa,抗拉強度σ為570~740 MPa,延伸率5≥18%,沖擊韌性≥39 J。
該材料通常在正火加高溫回火態使用,其正火態組織為B+F,高溫回火后組織為B回+F,因此也被稱為低合金貝氏體高強鋼[2]。
東方鍋爐股份有限公司制造的電站鍋爐汽包很大部分都采用BHW35材料,厚度在95~145 mm不等,已開發出成熟的焊接工藝。對厚壁容器的縱環縫,一般采用單絲窄間隙埋弧焊焊接,焊接材料普遍采用H10Mn2NiMoA焊絲配SJ101焊劑。采用該焊接材料的埋弧焊焊接接頭力學性能滿足標準要求,但從長期的工藝試驗數據及產品焊接試板破壞性試驗數據總結發現,采用該焊材的焊縫強度普遍比母材強度明顯偏高。對接頭無損檢驗結果進行統計,發現總體焊接質量良好,無損探傷合格率高,偶有裂紋缺陷出現,但幾率很低。用同樣的焊接材料、在采用焊接效率更高、焊接速度明顯增加,線能量更小的雙絲埋弧焊工藝時,發現再熱裂紋率明顯增加。

表1 BHW35化學成分
再熱裂紋傾向受多種因素影響,資料顯示,高強度低合金鋼焊縫的再熱裂紋與焊縫金屬強度和母材強度不均有關系,焊縫熔敷金屬強度越高于母材,則熔合區產生再熱裂紋的概率越大[3]。該結論與生產及試驗數據相符合,特別是在采用雙絲埋弧焊時,由于焊速較快,焊縫冷卻速度增加[4],熔敷金屬組織強度增加,焊縫強度比母材強度更高,再熱裂紋率明顯增加。
基于該理論,為降低BHW35材料雙絲埋弧焊焊接接頭再熱裂紋率,有必要采用熔敷金屬強度與母材相當或偏低、比目前普遍在用的H10Mn2NiMoA焊絲熔敷金屬強度低的焊接材料,進行BHW35材料的埋弧焊焊接工藝性研究,優化現有的焊接材料,提高焊接接頭質量。
1 優化方案設定
BHW35的抗拉強度標準要求為570~740 MPa,根據公司大量批次的驗收數據,其實際強度多穩定在670 MPa左右。H10Mn2NiMoA焊絲與SJ101焊劑搭配焊接的熔敷金屬,根據試驗數據,其抗拉強度經常超過母材強度的上限,達到770 MPa左右,有時甚至焊縫屈服強度都達到700 MPa左右,比母材抗拉強度還高。
焊后消應力熱處理是一個焊接殘余應力釋放的過程,在焊后熱處理溫度下,接頭通過蠕變最終消除焊接殘余應力[5]。如果焊縫強度比母材明顯偏高,則蠕變變形會不均且主要產生在接頭熱影響區,導致熱影響區及母材的蠕變變形量偏大,而在接頭最薄弱的熔合線粗晶區,當這種蠕變變形超過該處塑性變形量時就會產生再熱裂紋[6]。
初步設計的優化方案為在H10Mn2NiMoA基礎上適當減低C、Si含量,其他成分基本不變,優化后的成分除Ni外其他與H08Mn2MoA相當,所以也可說是在H08Mn2MoA的基礎上增加Ni含量。焊絲的優化必然要通過一系列試驗來驗證其性能是否符合預期,如不符合預期則要通過試驗進一步調整其成分。由于優化后的焊絲不是標準牌號焊絲,小批量采購困難,周期長,因此考慮用H08Mn2MoA的焊絲配BHW35母材先進行焊接性試驗,考察在沒有Ni元素強化的情況下其接頭性能情況,為進一步優化提供分析依據,以盡量得出合理的優化方案,減少后期試驗次數。
焊絲H10Mn2NiMoA與H08Mn2MoA的化學成分對比如表2所示。
2 工藝試驗方案
試板母材為BHW35,其規格為600×150×60,坡口形式如圖1所示。試板的焊接規范如表3所示。共焊接兩副試板,并按圖2及圖3所示不同的熱處理規范分別進行焊后熱處理。

表2 焊絲的化學成分(wt%)

表3 焊接參數
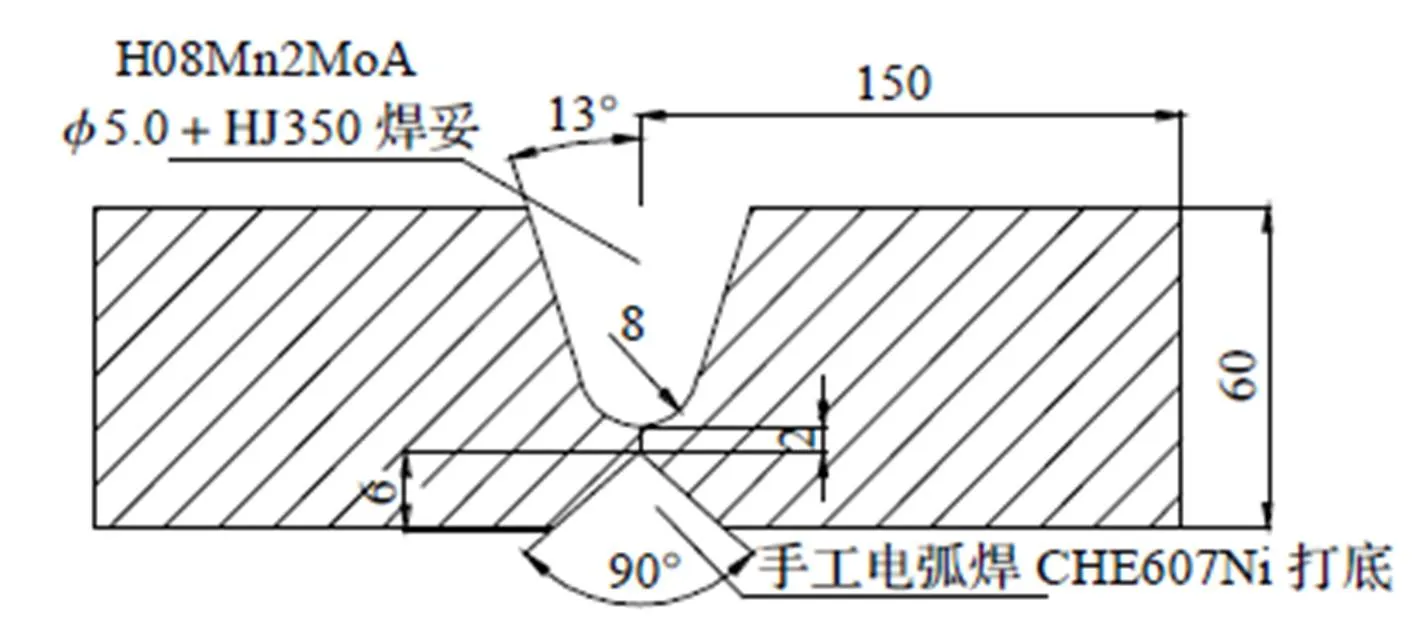
圖1 工藝試驗接頭簡圖
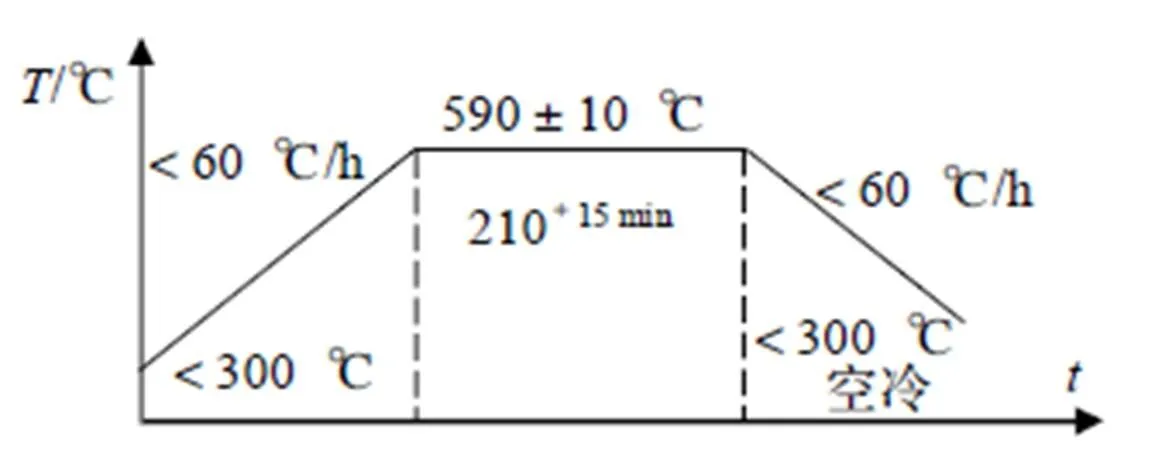
圖2 焊后熱處理曲線圖
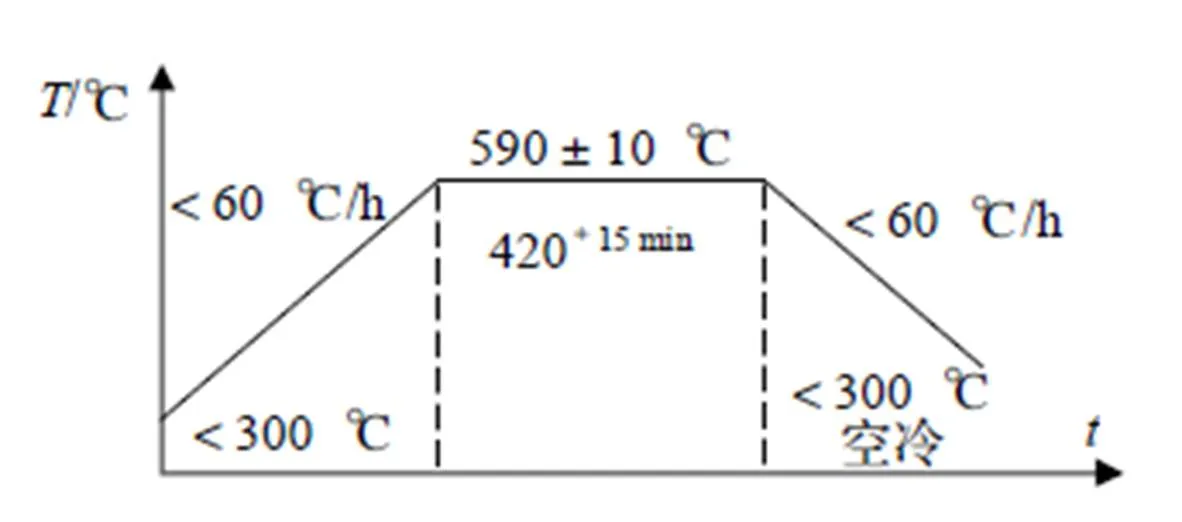
圖3 焊后熱處理曲線圖
3 工藝試驗結果
3.1 化學成分測量試驗結果及分析
對試板焊接用焊絲H08Mn2MoA5.0的化學成分進行了測量,結果如表4所示。

表4 焊絲的實際化學成分(wt%)
對自動焊層焊縫熔敷金屬的化學成分進行了測量,具體如表5所示。
從以上試驗數據可以看出,C、Mn、Cr,Ti在焊接時有一定燒損,其在熔敷金屬中的含量比在焊絲中的含量有所下降,尤其Mn元素燒損較多。而由于焊劑中元素過渡,Si含量顯著增加,S、P雜質含量也略有上升。由于母材的稀釋,母材中的Ni元素過渡到焊縫里,使焊縫中的Ni含量較焊絲有大幅提高。Mo含量基本不變。除了Ni外,Mo含量超出了BHW35母材化學成分要求的上限,其他各種成分都符合BHW35母材的成分要求。

表5 試板熔敷金屬化學成分(wt%)
如果要使焊縫強度與母材基本相當,則焊縫的主要強化元素含量應略低于母材。考慮到Mo、Ni主要用來保證接頭的熱強性、抗沖擊韌性,其含量須予以保證,那么應該適當減低焊縫熔敷金屬中的Si、Mn焊量。
從優化焊絲,以使焊縫及母材強度基本相當的角度出發,除了要在H08Mn2MoA的基礎上增加Ni含量外還應該適當減低Si、Mn含量。但焊縫中Si有相當一部分是通過焊劑過渡到焊縫中的,所以還應該考慮使用燒結焊劑(如SJ101),以減低元素過渡,減少焊劑的影響。
3.2 常溫拉伸試驗結果及分析
焊后熱處理保溫時間為3.5 h、7 h試板接頭的自動焊層常溫拉伸性能結果如表6所示,可看出,接頭的斷裂強度大于母材的最低要求(570 MPa),但偏向母材允許的強度區間(570~740 MPa)下限,且試樣都斷在焊縫上,表明母材強度比焊縫金屬強度高。兩塊試板的抗拉強度差別不大,表明焊后熱處理時間對接頭強度沒有明顯影響;進行了7 h焊后熱處理的試板強度略高于進行了3.5 h焊后熱處理的試板,是由于其Si含量略高的原因。
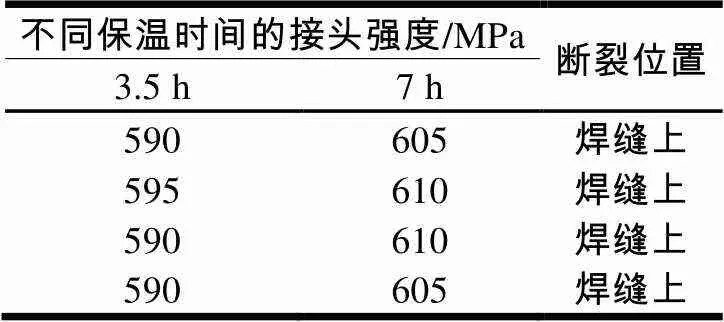
表6 試板接頭的常溫抗拉強度
抗拉試驗的結果與前面從成分方面的分析結果是一致的,雖然H08Mn2MoA施焊的焊縫Ni含量比母材要求的低得多,但其強度依然滿足母材的最低要求。可以預料,當其他成分不變,而Ni含量增加到母材要求的成分時,其強度還會大幅上升,甚至可能仍然大幅超出母材的強度,這也印證了前面提出的應降低Si、Mn含量的分析。
3.3 中溫拉伸試驗結果及分析
試板接頭的自動焊層中溫拉伸性能結果如表7所示。
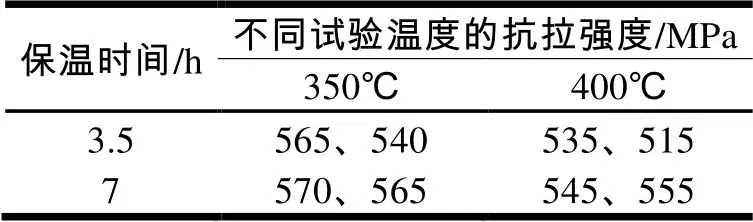
表7 試板接頭的中溫抗拉強度
BHW35板的抗拉強度最低要求在350℃下為333 MPa、400℃下為304 MPa,兩副試板接頭的中溫強度都符合要求,且有近200 MPa的余量。相信這是由于其增加熱強性元素Mo的含量較高所致。可以預料,優化后的焊絲(即在焊絲H08Mn2MoA的基礎上增加Ni含量,適當減少Si、Mn含量)其熔敷金屬的中溫性能也仍然能夠得到很好的保證。
3.4 沖擊試驗結果及分析
兩幅試板焊縫及熱影響區的沖擊韌性如表8所示,可以看出,兩幅試板焊縫的沖擊韌性雖然都大于母材的最低要求(39J),但比母材的實際沖擊韌性要低得多。這是由于焊縫的Si含量比母材高,而有益于提高沖擊韌性的Ni含量明顯比母材低的緣故。試板二的焊縫金屬沖擊韌性比試板一的略低也是出于相同的原因,因為從上面化學成分試驗結果來看,試板二的Si含量比試板一略高,Ni含量則略低。
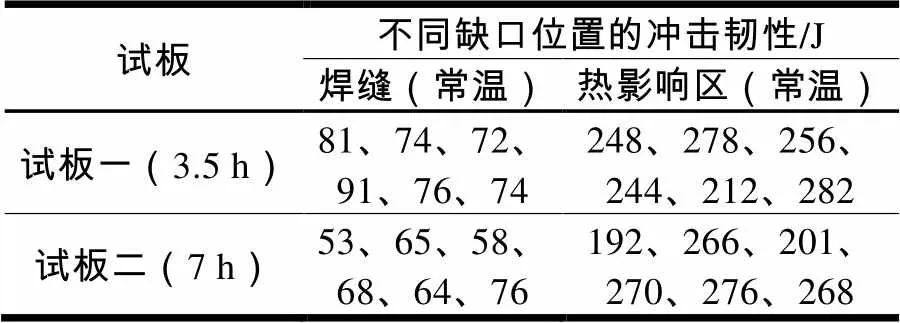
表8 試板接頭的沖擊韌性
可以預料,優化后的焊絲在同樣的施焊條件下其焊縫沖擊韌性應該較H08Mn2MoA焊絲大幅提高。
4 結論
從各項試驗結果來看,H08Mn2MoA焊絲都能達到BHW35母材的最低要求,但其常溫抗拉強度、常溫沖擊韌性依然偏低,在母材要求值區間的下限,較母材實際值有較大差距,從保守的角度考慮,不能直接用H08Mn2MoA代替H10Mn2NiMoA焊絲。
最初的優化方案,即在H08Mn2MoA的基礎上增加Ni含量,不能達到預期的效果,應該同時要適當減低Si、Mn含量。
[1]姜求志,王金瑞. 火力發電廠金屬材料手層[M]. 北京:中國電力出版社,2000.
[2]楊華春,彭芳芳. 焊后熱處理時間對BHW35焊縫力學性能影響的探討[J]. 東方鍋爐,2001(2):7-10.
[3]李少華,尹士科,劉奇凡. 焊接接頭強度匹配和焊縫韌性指標綜述[J]. 焊接,2008(1):24-27.
[4]陳文靜,屈金山,宗玉,潘全喜,冉令坤. 雙絲埋弧焊工藝及焊接接頭性能研究[J]. 焊接技術,2008,37(1):4-7.
[5]張祝年. 焊接工程師手冊[M]. 北京:機械工業出版社,2002.
[6]張文鉞. 焊接冶金學[M]. 北京:機械工業出版社,2005.
Composition Optimization Research on Submerged Arc Welding Wire of BHW35 Steel
TANG Guojun
(Dongfang Boiler Group Co.,Ltd.,Dongfang Electric Corporation, Zigong 643001, China)
As a high quality material, the BHW35 steel is widely used in Thick-walled vessel. Gengrally, The mached submerged arc welding wire is H10Mn2NiMoA, but there is significant reheat cracking tendency while welding BHW35 steel by double wires submerged arc welding with H10Mn2NiMoA wire. By analyzing the test data and the mechanism of reheat crack, it is considered that the high reheat crack rate is related to the too high tensile strength of deposited metal, therefore, it is necessary to optimize the composition of wire. A welding procedure test with H08Mn2MoA wire on BHW35 steel is performed, and the chemical composition, room temperature and medium temperature tensile strength, impact toughness of deposited metal are measured. By comparative analyzing the test data of the welding procedure and the performance requirements of the BHW35 steel, a reasonable theoretical optimization scheme is achieved.
BHW35 steel;submerged arc welding;reheat crack;wire
TG422.3
A
10.3969/j.issn.1006-0316.2018.07.016
1006-0316 (2018) 07-0068-04
2017-11-14
唐國軍(1982-),男,湖南永州人,本科,高級工程師,主要從事民用核電產品及常規壓力容器類產品焊接工藝研發工作。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
