棉/蠶絲混紡面料染色技術研究
2018-08-17 07:19:24劉呈剛梁悅明王秋菊
紡織報告 2018年6期
劉呈剛,梁悅明,王秋菊
(廣東溢達紡織有限公司,廣東佛山 528500)
關鍵字 棉蠶絲;匹染工藝;燒毛;染料選擇;白度
絲是細、軟、輕的天然纖維之一,具有手感柔軟、光澤柔和、吸濕透氣性好等優點。絲由動物蛋白組成,對人體的肌膚有親和作用,是人的第二肌膚,有纖維皇后的美譽。蠶絲根據蠶所食用食物不同分為桑蠶絲和柞蠶絲,是蠶體腺分泌出的絲液經吐絲口吐出后凝固而成的纖維,由兩條平行絲素和包覆其表面的絲膠組成,蠶絲在加工過程是需要脫膠才能使用。絹紡是把養蠶、制絲、絲織中產生的疵繭、廢絲加工成紗線的紡紗工藝過程。根據原料和成品性質,絹紡有絹絲紡和絲絲紡兩大類,產品包括絹絲和絲。天然絲纖維細長、柔軟、富有光澤、吸濕性好,可以紡制高支絹絲,織造輕薄的絹紡綢,是高級衣著用料。天然絲也可與化學纖維、生絲或毛紗等交織成外觀優美、穿著舒適的織物。用絹絲也可制造針織物,以及縫紉絲線、刺繡絲線等。用絲制成的綿綢,柔軟豐滿,表面多綿粒,是一類別具風格的服飾用料。
即使是棉絲凈色品種,也需要內部紡紗廠提供的色紗,這樣在生產成本、生產周期和產品質量控制方面都不利。因此,開發棉與絹絲混紡的匹染工藝具有重要意義。面料廠從染料選擇、前處理、白度、染色工藝和整理方式等方面進行實驗,證明棉、絲混紡產品做匹染工藝在質量控制和流程成本上是可行的。
1 方案設計
1.1 染料選擇
使用30S/1 Cotton/Silk 70/30 Jersey坯布經過前處理用面料廠使用的活性染料打單色,分別使用染料2%和4%的用量,看布面凈色的效果。
1.2 白度實驗
選擇用不同棉絲原料,主要根據白度。
1.3 燒毛實驗
實驗不同燒毛工藝的效果。
1.4 染色實驗
根據特殊的前處理和染色配方,比較與染纖維凈色布面效果。
2 實驗過程
2.1 染料的選擇
染色工藝見表1。

表1 染色工藝表
根據一浴法打單色情況,可以看出篩選結果,見表2。
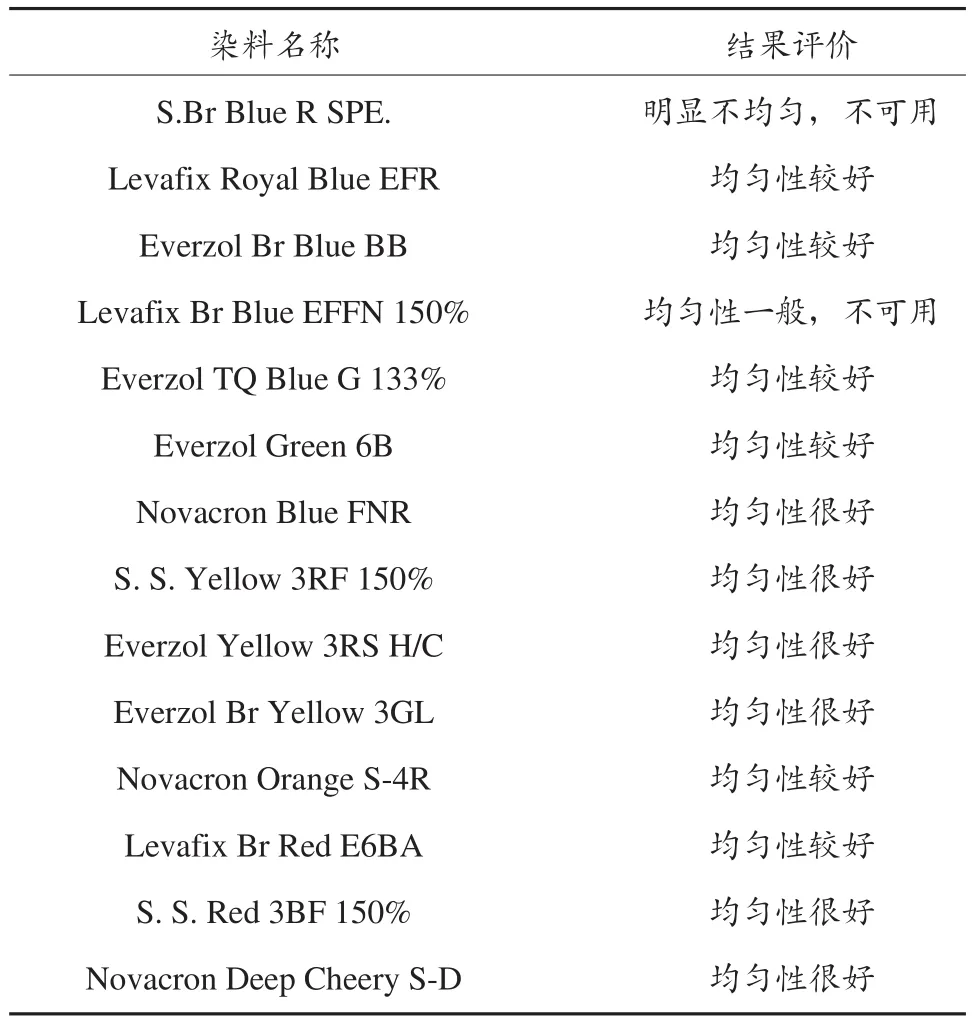
表2 染色結果評價
根據染料選擇結果,兩種染料不適合棉絲染色。如果可以有更好的選擇,建議Violet 5R也不用在棉絲染色。
2.2 白度實驗
2.2.1 白度實驗
(1)由紡紗廠提供的白紗按照花灰紗的流程做成的成品KSF14GES0068/69。
(2)由紡紗廠提供白紗,按照燒毛+漂白流程完成,分別為坯棉和漂白棉。
(3)由紡紗廠提供坯紗,由染紗經燒毛+洗水流程完成。
(4)由紡紗廠提供坯紗,經過燒毛+匹染流程完成。
(5)由紡紗廠提供的漂白棉/絹絲和原棉/絹絲做前處理比較白度。
2.2.2 漂白配方
漂白配方見表3。
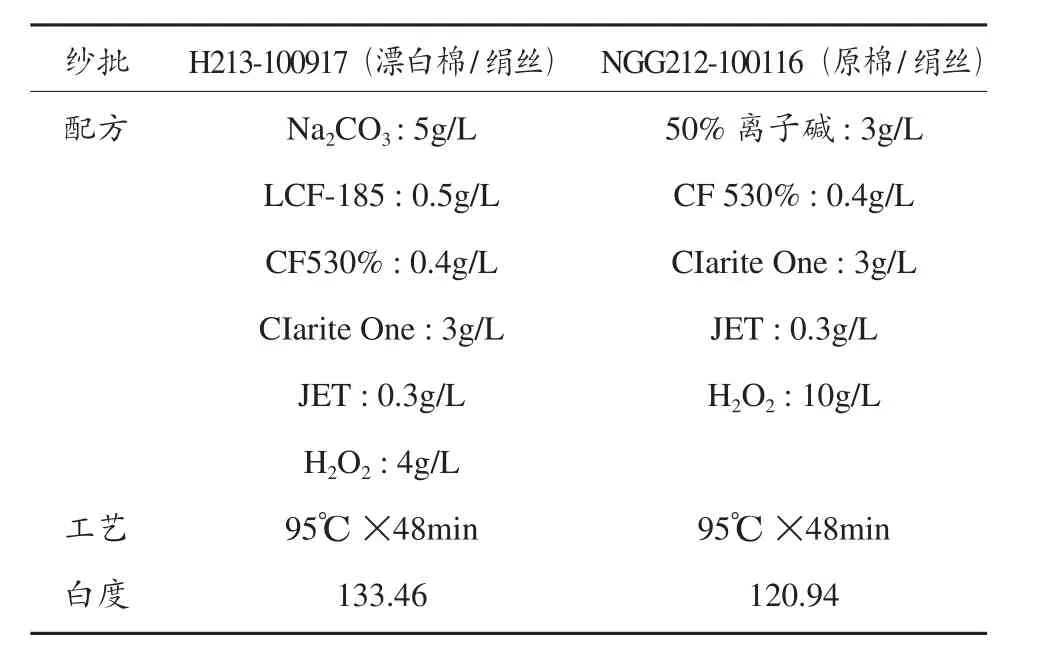
表3 漂白配方
2.2.3 實驗結果
實驗結果見表4。
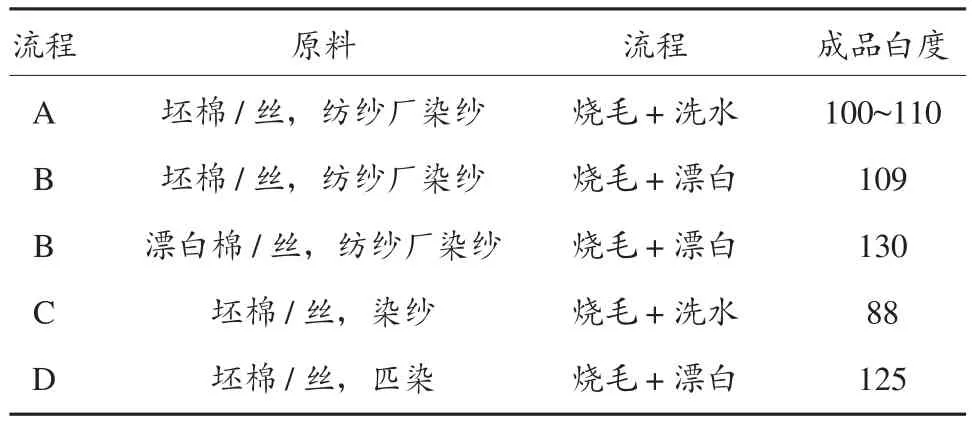
表4 試驗結果
2.2.4 實驗結論
棉、絲白色需要用漂白棉/絲,經過PD漂白才可做到白度130。原棉/絹絲直接煮漂的白度比漂白棉/絹絲煮漂的白度低。
2.3 燒毛實驗
用NGG212-100116(原棉/絹絲)經過煮練漂白后的白布做燒毛實驗,結果如表5所示。
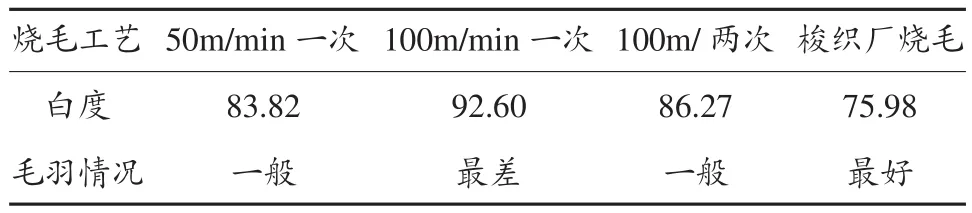
表5 燒毛工藝與白度
用50m/min的燒毛樣布進行不同的洗水處理,結果如表6所示。

表6 水洗處理結果
結論:燒毛對白色、鮮艷色有影響,而燒毛目前是棉絲染整的必要工序。因此,白色或鮮艷色成品有限制。
2.4 染色實驗
2.4.1 匹染與染紗比較實驗1
(1)GKS14-NPD-129:30S/1 Cotton/Silk 70/30 Y/D Jersey Auto 145GM, 燒毛+樹脂。
(2)GKS14-NPD-130:30S/1 Cotton/Silk 70/30 P/D Jersey 145GM, 燒毛+樹脂(WHBKTQ)。
(3)GKS14-NPD-131:30S/1 Cotton/Silk 70/30 P/D Jersey 145GM, 燒毛+樹脂(TQ)。
結論:紗染白度比較低,需要采用漂白棉/絲的紗改善。其他顏色如紫色,需要調整染料配方,提高顏色純度,需要實驗更深的顏色,看是否存在布面絲粒情況。
匹染白度很好,但是與之前的實驗比較,棉/絲成分和紗支變化較大,分別由70/30和30S/1變化為75/25和36S/1。前處理的配方需要調整。 TQ和BK顏色純度較好,但是NY布面有絲粒情況,與原料有關。棉絲染色要防止產生擦痕,過程使用浴中防皺劑。
因為染料使用限制和棉絲的染色工藝不同全棉,Lab-Dip需要根據客戶顏色打L/D送客確認。白色要求白度較高時,應該選擇漂白棉與絲的混紡原料。
2.4.2 匹染與紗染比較實驗2
(1)GKS15-NPD-031:30S/1 Cotton/Silk 70/30 Y/D Jersey P/D PINK 165GM。
(2)GKS15-NPD-031:30S/1 Cotton/Silk 70/30 Y/D Jersey P/D Navy 165GM。
(3)GKS15-NPD-031:30S/1 Cotton/Silk 70/30 Y/D Jersey P/D Black 165GM。
配方信息如表7、表8所示。
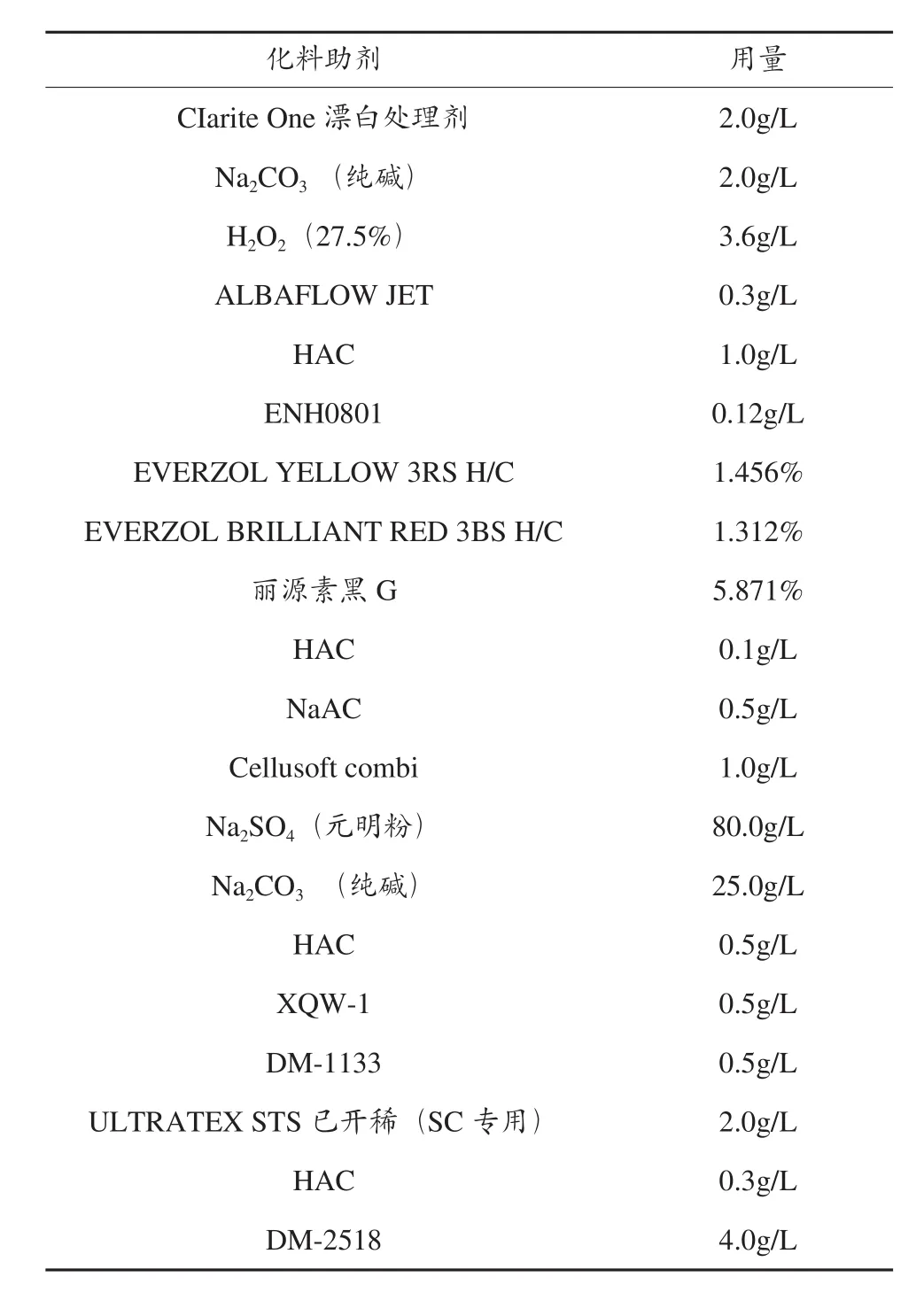
表7 配方SF506210 (Black)信息表
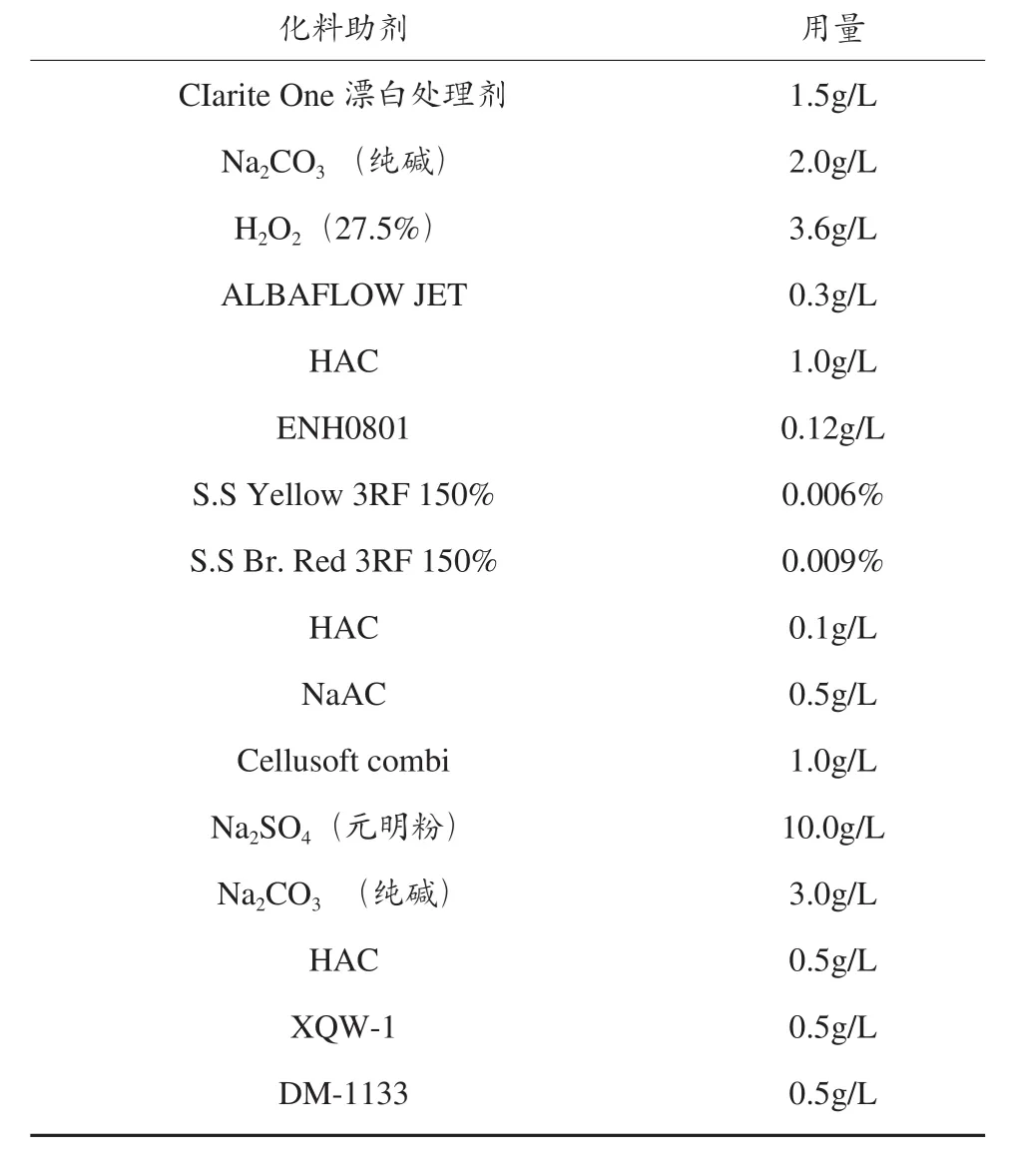
表8 配方SF506220 (PINK)信息表

續表8
匹染定型:155度,樹脂整理配方如表9所示。
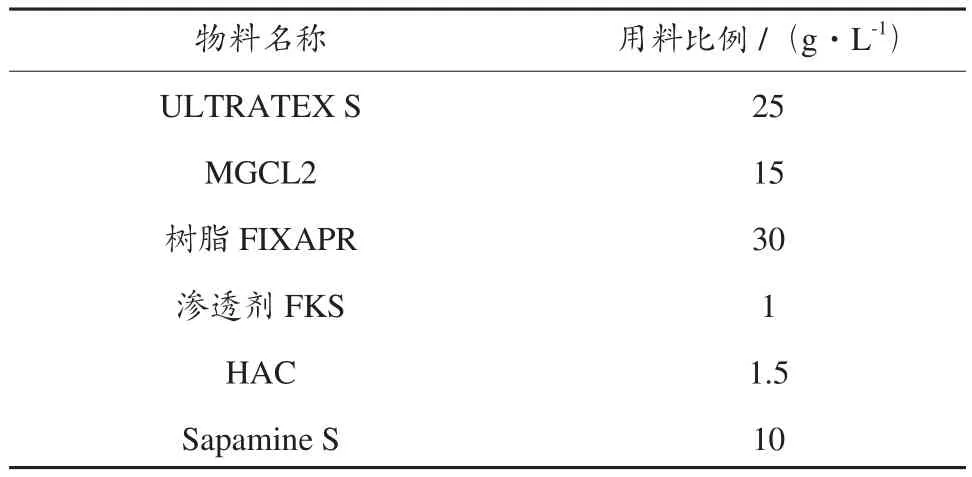
表9 樹脂整理配方
紗染定型:155度,樹脂+軋光+Softex,定型配方信息如表10所示。

表10 定型配方
經過布面比較,匹染產品布面的凈色效果比相同紗染顏色要好,布面的白芯或棉結也比紗染效果好。
3 結論
3.1 棉絲染色要做到一浴法
主要是染料的選擇,部分染料不適合棉絲一浴法染色,本實驗已經對公司使用的活性染料進行篩選,如有新的染料使用,必須通過實驗驗證是否適合棉絲染色。
3.2 白度和顏色鮮艷問題
(1)由于燒毛是目前棉絲產品染整過程必不可少的工序,燒毛對白度和顏色鮮艷度會產生影響。因此,其白度和鮮艷度不可與純棉比較。
(2)由于棉絲對堿的活性不同,絲不耐堿。因此,在前處理或漂白過程中,不能用與棉相同的前處理工藝,這樣棉的白度不能提高,影響整個絲棉的白度。如果采用與棉相同的前處理工藝,白度可以提高,但是成分和紗支變化較大。
如果要求白度較高,可以采用漂白棉與絲的混紡原料,通過燒毛后返漂,白度可以達到120以上。由于染料使用限制和棉絲的染色工藝不同于全棉,Lab-Dip需要根據客戶顏色打L/D送客確認。棉絲前處理和染色過程需要避免燒堿的使用,只能用純堿,而且染色過程降低純堿的使用量。
(3)棉絲產品匹染品質與原料有關,如果原料含死絲染深色容易出現白粒,原料檢測應該增加染色效果實驗,確定絲白粒是否可以接受。
3.3 棉絲匹染生產流程
針織→驗布→備布→開幅→雙面燒毛→縫邊(正面朝里)→煮煉→染色→脫水→濕布拆線→擺布→SANTEX烘干(不過軋車)→中檢→定型→預縮→后檢。
3.4 棉絲產品可以與其他整理結合
如液氨絲光、低堿絲光、Softex等形成不同風格的產品滿足不同消費者的需求。
棉絲產品在溢達已經生產多年,之前產品無光澤,紋路不清晰,抗起毛起球性能差,而且尺寸穩定性差,不耐洗。產品沒有體現出絲的真正特點。通過實驗比較,新工藝生產的棉絲產品具有以下性能和特點:
(1)抗起毛起球性:由2.0~2.5提升到3.5~4.0級;(2)布面潔凈,具有光澤;
(3)手感柔軟、糯膩,耐久性好。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
世界農藥(2019年2期)2019-07-13 05:55:12
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03